ELEMENTO DE MOLDEO EN FORMA DE PLACA BASADO EN FIBRAS NATURALES Y PROCEDIMIENTO PARA SU FABRICACION.
Procedimiento para la fabricación de elementos de moldeo en forma de placa basados en fibras naturales,
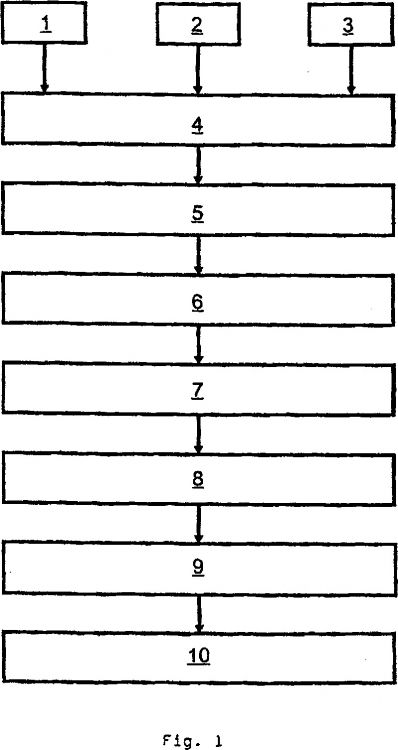
en el que se mezclan fibras naturales con aglutinantes (3), la mezcla se distribuye desde una estación de moldeo (4), dado el caso se conforma y finalmente se aglutina, añadiéndose el aglutinante (3) en forma de fibras multicomponentes de un elemento de soporte que forman, al menos parcialmente, tras una activación el aglutinante, estando constituidas las fibras multicomponentes por un elemento de soporte y un revestimiento de un plástico reticulante, caracterizado porque la activación se realiza mediante aire caliente, vaporizándose la mezcla distribuida antes de la activación mediante aire caliente
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP00/08925.
Solicitante: FRITZ HOMANN GMBH & CO. KG.
Nacionalidad solicitante: Alemania.
Dirección: PIENZENAUERSTRASSE 53A,81925 MUNCHEN.
Inventor/es: TRIGER,MATTHIAS, LANGE,UWE.
Fecha de Publicación: .
Fecha Concesión Europea: 6 de Enero de 2010.
Clasificación Internacional de Patentes:
- B27N3/00B
- B27N3/08 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B27 TRABAJO O CONSERVACION DE LA MADERA O DE MATERIALES SIMILARES; MAQUINAS PARA CLAVAR, GRAPAR O COSER EN GENERAL. › B27N FABRICACION DE OBJETOS POR PROCEDIMIENTOS EN SECO, CON O SIN AGENTES AGLOMERANTES ORGANICOS, A PARTIR DE PARTICULAS O DE FIBRAS DE MADERA O DE OTRAS MATERIAS LIGNOCELULOSICAS O SUSTANCIAS ORGANICAS ANALOGAS (conteniendo materias de cemento B28B; formación de sustancias en estado plástico B29C; tableros de fibras hechos a partir de suspensiones de fibras D21J; secado F26B 17/00). › B27N 3/00 Fabricación de objetos sustancialmente planos, p. ej. paneles a partir de partículas o fibras. › Moldeo o prensado (prensas en general B30B).
Clasificación PCT:
Clasificación antigua:
Fragmento de la descripción:
Elemento de moldeo en forma de placa basado en fibras naturales y procedimiento para su fabricación.
La presente invención se refiere a un procedimiento para la fabricación de elementos de moldeo en forma de placa basados en fibras naturales, en el que se mezclan fibras naturales con aglutinantes, la mezcla se distribuye desde una estación de moldeo, dado el caso se conforma y finalmente se aglutina, añadiéndose el aglutinante en forma de fibras multicomponentes de un elemento de soporte que forman al menos parcialmente tras una activación el aglutinante, estando constituidas las fibras multicomponentes por un elemento de soporte y un revestimiento de un plástico reticulante.
En el estado de la técnica son conocidos cuantiosos procedimientos para la fabricación de correspondientes elementos de moldeo en forma de placa, por ejemplo fabricación de tableros de virutas, fabricación de tableros de fibras (hdf, mdf), fabricación de placas de celulosa o fabricación de esteras y similares. Habitualmente a este respecto se mezclan fibras, virutas y similares con aglutinantes líquidos en un procedimiento de soplado. Son aglutinantes por ejemplo cola de urea-formaldehído, cola fenólica y similares. Las distribuciones en estado líquido son inusuales en las placas de celulosa o en sus procedimientos de fabricación. Habitualmente las fibras se secan y se distribuyen. Como alternativa las fibras pueden mezclarse con aglutinante también en un encolamiento en mezclador, con lo que resulta una mezcla semihúmeda. Las mezclas secas o semihúmedas se llevan a estaciones de moldeo, habitualmente a moldes sin fin formados por cintas de molde. Finalmente se realiza un prensado en caliente para aglutinar las placas distribuidas y dado el caso moldeadas. También es conocido el alimentar vapor caliente para activar la cola.
Los inconvenientes de los procedimientos anteriormente conocidos consisten en la costosa realización del procedimiento y el necesario coste del dispositivo para la producción de la mezcla. Además de esto el almacenamiento representa problemas, pues las fibras por un lado y el aglutinante por otro lado deben almacenarse primeramente por separado. Después de la mezcla habitualmente el procesamiento subsiguiente debe realizarse directamente in situ. También en la zona de la conformación y el prensado en caliente debe ejercerse un correspondiente gran despliegue de medios, ya que la mezcla tiene siempre un alto contenido de humedad. Finalmente, las placas fabricadas conforme a los procedimientos conocidos o bien son costosas en la fabricación por el control de la humedad o bien de calidad inespecífica si se descuida este parámetro. Además de esto, las esteras o placas fabricadas conforme a procedimientos convencionales tienen una densidad aparente elevada y por consiguiente son ya antieconómicas por la necesidad de material. La alta densidad aparente causa una cierta rigidez de las esteras o placas, que en la utilización práctica no pueden manipularse sin riesgo de rotura.
Un procedimiento del tipo genérico es conocido por ejemplo por el documento US 5,824,246. Se describe aquí un procedimiento según el cual se pone una mezcla de fibras naturales y un aglutinante termoactivable en una prensa de aire caliente. A este respecto existe la particularidad de la prensa de aire caliente de que esta cuenta con dos cuerpos de prensado dispuestos de forma relativamente desplazable entre sí, disponiendo cada cuerpo de prensado de toberas de salida a través de las cuales el material a prensar se solicita con aire caliente durante el proceso de prensado. A tal efecto, dentro de cada cuerpo de prensado hay un sistema de tuberías que distribuye el aire caliente que se alimenta a los cuerpos de prensado de forma uniforme a las toberas de salida. A la etapa del procedimiento de la compresión con aire caliente le puede seguir, con el fin de obtener elementos de moldeo prensados en una medida determinada, un proceso de prensado en una prensa convencional.
Partiendo de este estado de la técnica la presente invención se plantea el objetivo de perfeccionar un procedimiento genérico tendente a que puedan fabricarse elementos de moldeo en forma de placa de modo sencillo, con poco coste económico y más flexibles respecto al procedimiento de fabricación convencional y con expectativas de calidad más precisas. Además de esto, deben también poderse fabricar esteras o placas del tipo genérico más ligeras y con menor densidad aparente, es decir más flexibles, con un simultáneo potencial de ahorro por menor necesidad de mate-rial.
Para la consecución técnica de este objetivo se propone perfeccionar un procedimiento genérico tendente a que la activación se realice mediante aire caliente, en el que antes de la activación la masa distribuida se impregna con vapor.
Mediante la invención es ahora posible por un lado preparar las fibras naturales a distribuir, por otro lado utilizar elementos corporales secos en forma de fibras de varios componentes, que forman el aglutinante tras la activación. Ambos, es decir las fibras naturales y los elementos corporales, pueden mezclarse mecánicamente, distribuirse mecánicamente, por ejemplo esparciéndolos, conformarse de modo sencillo y finalmente aglutinarlos. Para la conformación se propone igualmente conforme a una propuesta de la invención un procedimiento mecánico, por ejemplo rasqueteado, prensado y similares. Finalmente para la aglutinación de la placa se activa la formación del aglutinante de los elementos corporales.
Según una propuesta ventajosa de la invención la activación se realiza mediante aire caliente. Opcionalmente, antes del tratamiento con aire caliente puede vaporizarse la mezcla distribuida, con lo que resulta una mayor resistencia de las esteras o placas. A continuación de la activación mediante aire caliente se enfría el elemento de moldeo, en especial por aplicación de aire frío.
Las fibras naturales pueden ser fibras de celulosa, por ejemplo producidas también a partir de tratamiento de papel usado, fibras de madera o incluso virutas de madera, lana mineral o también otras fibras vegetales y similares. Puede suministrarse casi cualesquier mezcla.
Los elementos corporales están configurados igualmente ventajosamente en forma de fibras, pero también son concebibles copos y formas corporales similares. "Forman aglutinantes tras la activación" comprende en el sentido de la invención la liberación de aglutinantes adheridos a los elementos corporales conformados en forma de fibras multicomponentes o también la formación de aglutinantes multicomponentes. Así, por ejemplo, son conocidas las llamadas fibras bico, fibras termoplásticas y similares que pueden utilizarse. Es esencial en el marco de la invención el uso de aglutinantes reticulantes, para lo cual pueden utilizarse copolímeros o polietileno, que por ejemplo pueden aplicarse sobre soportes poliméricos, con forma de fibras, forma de copos o similares. Mediante la activación con aire caliente los revestimientos de copolímeros o de polietileno se funden y se reticulan tanto con los soportes poliméricos como también entre sí, con lo que se consigue la buena pero sin embargo flexible aglutinación de las esteras o placas. Mediante subsiguiente enfriamiento se completa el proceso de reticulación.
Una ventaja especial de la invención resulta de que las fibras naturales y los elementos corporales pueden entremezclarse muy bien de manera sencilla, de modo que de ello puede proceder que el elemento de moldeo presente una aglutinación muy buena por todo su volumen. Además de esto, las mezclas de moldeo pueden producirse secas, de modo que es posible por ejemplo almacenar o también transportar las mezclas. De este modo el proceso de fabricación se hace considerablemente flexible, ya que no es forzoso que la mezcla deba procesarse en el lugar. Se simplifica el almacenamiento de los distintos componentes así como la mezcla de los componentes.
Además, la mezcla puede en suma manipularse más fácilmente, de modo que puede renunciarse a costosos dispositivos de distribución y similares. Es suficiente con cabezales de dispersión mecánicos sencillos conocidos de por sí o similares. La conformación es igualmente muy sencilla y la activación, por ejemplo por insuflación de aire caliente, es mucho más económica y sencilla que el prensado en caliente.
Conforme al procedimiento resulta un elemento de moldeo en forma de placa novedoso basado en fibras naturales, formado a partir de una mezcla de fibras naturales con fibras multicomponentes que, al menos parcialmente, después de la activación forman el aglutinante, estando constituidas...
Reivindicaciones:
1. Procedimiento para la fabricación de elementos de moldeo en forma de placa basados en fibras naturales, en el que se mezclan fibras naturales con aglutinantes (3), la mezcla se distribuye desde una estación de moldeo (4), dado el caso se conforma y finalmente se aglutina, añadiéndose el aglutinante (3) en forma de fibras multicomponentes de un elemento de soporte que forman, al menos parcialmente, tras una activación el aglutinante, estando constituidas las fibras multicomponentes por un elemento de soporte y un revestimiento de un plástico reticulante, caracterizado porque la activación se realiza mediante aire caliente, vaporizándose la mezcla distribuida antes de la activación mediante aire caliente.
2. Procedimiento conforme a la reivindicación 1, caracterizado porque las fibras multicomponentes presentan al menos parcialmente aglutinantes multicomponentes.
3. Procedimiento conforme a la reivindicación 1 ó 2, caracterizado porque como elemento de soporte se utiliza un soporte polimérico.
4. Procedimiento conforme a alguna de las reivindicaciones precedentes, caracterizado porque la activación se realiza mediante aire caliente.
5. Procedimiento conforme a alguna de las reivindicaciones precedentes, caracterizado porque al final de la activación con aire caliente al elemento de moldeo se le aplica aire frío.
6. Procedimiento conforme a alguna de las reivindicaciones precedentes, caracterizado porque las fibras naturales comprenden fibras de celulosa.
7. Procedimiento conforme a alguna de las reivindicaciones precedentes, caracterizado porque las fibras naturales comprenden fibras de madera.
8. Procedimiento conforme a alguna de las reivindicaciones precedentes, caracterizado porque la mezcla de fibras naturales y fibras multicomponentes se realiza mecánicamente.
9. Procedimiento conforme a alguna de las reivindicaciones precedentes, caracterizado porque la distribución de la mezcla se realiza mecánicamente.
10. Procedimiento conforme a la reivindicación 9, caracterizado porque la distribución de la mezcla se realiza por esparcimiento.
11. Procedimiento conforme a alguna de las reivindicaciones precedentes, caracterizado porque la conformación se realiza mecánicamente.
12. Procedimiento conforme a la reivindicación 11, caracterizado porque la conformación se realiza al menos parcialmente por rasqueteado.
13. Procedimiento conforme a a alguna de las reivindicaciones 11 ó 12, caracterizado porque la conformación se realiza al menos parcialmente por prensado.
Patentes similares o relacionadas:
MEZCLA PARA USOS MÚLTIPLES, TABLAS MULTICAPAS QUE LA COMPRENDEN Y SUS PROCESOS DE FABRICACIÓN, del 22 de Mayo de 2020, de AMEZCUA FÉLIX, Salvador: Mezcla para usos múltiples, a base de fibra vegetal; y al menos, un material termoplástico en polvo. Tablas multicapas prensadas, útiles en la construcción, […]
Producto de madera manufacturado y métodos para producir el mismo, del 5 de Noviembre de 2018, de 3RT HOLDING PTY LTD: Un método para hacer un producto de madera manufacturado que tiene una apariencia de veta de madera estéticamente agradable que se extiende […]
Procedimiento para la fabricación de materiales que contienen celulosa, del 23 de Octubre de 2018, de Fritz Egger GmbH ; Co. OG: Procedimiento para la fabricación de materiales que contienen celulosa, que comprende: a. encolar partículas que contienen celulosa con una composición que […]
Placa para un recubrimiento de pisos, de paredes o de cubiertas o para una parte constructiva de mueble, así como procedimiento y dispositivo de prensa para la fabricación de tal placa, del 24 de Septiembre de 2018, de Parador GmbH: Placa de recubrimiento para pisos, paredes o cubiertas o para una parte constructiva de mueble, preferiblemente placa de recubrimiento para […]
PROCESO PARA LA FABRICACIÓN DE MATERIALES COMPUESTOS, del 16 de Noviembre de 2017, de UNIVERSIDAD EIA: La invención se refiere a un proceso para obtener materiales compuestos a partir de celulosa residual que comprende secar y reducir el tamaño de partícula de la celulosa […]
MÉTODO PARA PRODUCIR TABLEROS MDF CON NFC/MFC, del 15 de Septiembre de 2016, de INVESTIGACIONES FORESTALES BIOFOREST S.A: La presente invención se refiere a un método para la producción de tableros MDF, paneles de fibra y de partículas, a partir de fibras celulósicas […]
 Cartón-fibra, del 1 de Febrero de 2016, de UNIBOARD CANADA INC: Un proceso para preparar un cartón-fibra de densidad media que tiene una densidad de al menos 500 kg/m3 o un cartón-fibra de alta densidad que tiene una […]
Cartón-fibra, del 1 de Febrero de 2016, de UNIBOARD CANADA INC: Un proceso para preparar un cartón-fibra de densidad media que tiene una densidad de al menos 500 kg/m3 o un cartón-fibra de alta densidad que tiene una […]
 Procedimiento y dispositivo para la fabricación de un material en forma de tablero que contiene lignocelulosa, del 20 de Enero de 2016, de Fritz Egger GmbH ; Co. OG: Procedimiento para fabricar un material en forma de tablero que contiene lignocelulosa , en el que se llevan a cabo las siguientes etapas:
- producir un […]
Procedimiento y dispositivo para la fabricación de un material en forma de tablero que contiene lignocelulosa, del 20 de Enero de 2016, de Fritz Egger GmbH ; Co. OG: Procedimiento para fabricar un material en forma de tablero que contiene lignocelulosa , en el que se llevan a cabo las siguientes etapas:
- producir un […]