ELEMENTO INTERIOR QUE PRESENTA UNA SECCIÓN DE PUERTA DE AIRBAG PARA SU UTILIZACIÓN EN VEHÍCULOS, Y SU PROCEDIMIENTO DE MOLDEADO.
Elemento de revestimiento para un vehículo automóvil que presenta una parte de puerta para airbag (20),
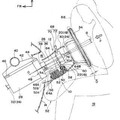
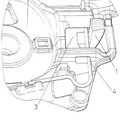
en el que: dicho elemento de revestimiento comprende un lado superior como una parte del tablero de instrumentos (10), un lado inferior dirigido a una caja de airbag (14), una parte delgada que forma una parte de rasgado (24) cuando se expande la parte de puerta para airbag (20), no observándose una línea de la parte de rasgado (24) desde el lado superior, caracterizado porque presenta un límite de fluidización de la resina (25) previsto en el lado inferior de la parte de rasgado (24), siendo dicho límite de fluidización de la resina (25) un límite entre dos partes de resina (150A, 150B) que fluyen juntas tras iniciar su solidificación y tras finalizar el llenado de las resinas en su molde
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E07020983.
Solicitante: TOYOTA JIDOSHA KABUSHIKI KAISHA.
Nacionalidad solicitante: Japón.
Dirección: 1, TOYOTA-CHO TOYOTA-SHI, AICHI-KEN, 471-8571 JAPON.
Inventor/es: Takahashi,Hideaki.
Fecha de Publicación: .
Fecha Solicitud PCT: 20 de Marzo de 1998.
Clasificación PCT:
- B60R21/20 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B60 VEHICULOS EN GENERAL. › B60R VEHICULOS, EQUIPOS O PARTES DE VEHICULOS, NO PREVISTOS EN OTRO LUGAR (prevención, limitación o extinción de incendios especialmente adaptadas a los vehículos A62C 3/07). › B60R 21/00 Disposiciones o equipamientos sobre los vehículos para proteger a los ocupantes o a los peatones o para evitar ser dañados en caso de accidente o de otros riesgos de la circulación (cinturones o arneses de seguridad en los vehículos B60R 22/00; asientos construidos para proteger al ocupante de los efectos de las fuerzas de aceleración anormales, p. ej. asientos anticolisión o asientos de seguridad, B60N 2/42; disposiciones para absorber la energía en los volantes de dirección de vehículos B62D 1/11; disposiciones para absorber la energía en las columnas de dirección de vehículos B62D 1/19). › Disposiciones para almacenar el elemento inflable en su condición de no uso o deshinchada; Disposición o montaje de módulos de air bag o de sus componentes.
Países PCT: Alemania, España, Francia, Reino Unido, Italia.
PDF original: ES-2363035_T3.pdf
Fragmento de la descripción:
Antecedentes de la invención
Convencionalmente, se ha conocido una estructura como un elemento interior de un vehículo que presenta una parte de puerta para airbag, tal como un tablero de instrumentos, u n tapizado de puerta, un montante central y elementos similares, la cual se describe en la solicitud de patente japonesa abierta al público (JP-A) nº 8-192666.
En el tablero de instrumentos que presenta la parte de puerta para airbag dada a conocer en la publicación anteriormente mencionada, se conforman en una sola pieza, mediante un moldeo denominado de inyección doble (por doble inyección), una parte de cuerpo principal de dicho tablero de instrumentos y la parte de puerta para airbag, en el que la puerta para airbag (una parte de apertura) se moldea por inyección con un elastómero termoplástico, una vez que una parte de cuerpo principal del tablero de instrumentos que presenta una parte de apertura para la puerta para airbag se haya moldeado por inyección con una resina termoplástica. Además, como una estructura conocida popularmente, existe un tablero de instrumentos al cual se acopla posteriormente una puerta para airbag independiente (moldeado por inyección con un elastómero termoplástico).
Sin embargo, en el tablero de instrumentos que presenta la parte de puerta para airbag mencionada anteriormente, en el caso en que la totalidad del tablero de instrumentos se construya a partir de la misma resina sin sustituir la resina de la parte de puerta para airbag por la resina de la parte de cuerpo principal, según las características de la resina en la parte de cuerpo principal, el grado de elasticidad de la resina en la parte de cuerpo principal es 6 a 7 veces mayor que el grado de elasticidad de la resina (TPO) en la parte de puerta para airbag y la resistencia a la tracción en la parte de cuerpo principal es 1,5 a 2 veces mayor que la resistencia a la tracción en la parte de puerta para airbag: de este modo, la fuerza de rotura de una parte por la expansión formada en la parte de puerta para airbag, una parte de rotura en forma de H (una parte de rasgado), por ejemplo, se hace mayor en el caso del mismo espesor, de manera que resulta difícil que la parte de puerta para airbag se expansione, y además, una parte de bisagra puede romperse durante la expansión. Si con el fin de resolver este problema, el espesor de la resina en la parte de rotura se realiza demasiado delgado, se generan un mal relleno, un tacto de bidón de aceite y una deformación. Particularmente, en un tablero de instrumentos de resina endurecida, puesto que aparece desigualdad en una periferia de la parte delgada en un lado del aspecto exterior debido a una contracción por soldadura, una ondulación y efectos similares, se baja la calidad del aspecto del exterior.
Además, con el fin de conseguir un estado en que tanto una línea de la parte de rotura como una periferia exterior de la parte de puerta para airbag sean completamente invisibles desde el lado de aspecto exterior (un tipo invisible), existe un procedimiento para hacer la parte de rotura gruesa durante el moldeo y a continuación cortar dicha parte de rotura por medio de un procedimiento posterior. Sin embargo, en este procedimiento resulta muy difícil hacer la línea de la parte de rotura invisible en tanto se mantiene una fuerza de rotura predeterminada. Es decir, cuando el espesor de la resina se hace delgado, la línea y la ondulación en la parte de rotura se aprecian desde el lado de aspecto exterior en el caso en que se disponga una ranura de alivio, de manera que la calidad del aspecto exterior no puede mantenerse, y el espesor de la resina no puede hacerse suficientemente delgado.
Cuando es difícil expansionar la parte de puerta debido a una mayor fuerza de rotura requerida durante la expansión en la parte de rotura (parte de rasgado), que está formada en dicha parte de puerta para airbag, y con el fin de mejorar ésta se hace el espesor de la resina en la parte de rotura demasiado delgado, la parte delgada se hace visible desde un lado exterior y de este modo se deteriora la calidad del aspecto exterior; también se genera esta deficiencia con respecto a: una parte de rotura de un elemento interior de un vehículo automóvil (elemento interior de vehículo) tal como un tablero de instrumentos, tapizado de puerta, montante central, o similar, en la que el elemento interior se conforma en una sola pieza según un moldeo por doble inyección, utilizando distintas resinas para la parte de cuerpo principal del elemento interior de vehículo y para la parte de airbag; y una parte de rotura de un elemento interior de vehículo en la que el elemento interior de vehículo se obtiene montando en una sola pieza la parte de puerta para airbag y la parte de cuerpo principal del tablero de instrumentos por medio de un gancho de bloqueo, un tornillo o similar, tras moldear de manera independiente la parte de puerta para airbag y la parte de cuerpo principal del tablero de instrumentos.
Por lo que se refiere a las tecnologías relacionadas con la presente invención, existen: la solicitud de patente japonesa abierta (JP-A) nº 3-281457 y nº 7-179161 en la cual el esfuerzo se concentra en una capa espumada y en una piel en un tablero de instrumentos con espumado integral de puerta durante un periodo inicial de expansión, la solicitud de patente japonesa abierta (JP-A) nº 2-147452 en la cual se forma un bordón a lo largo de una parte de rasgado en una puerta de resina acoplada posteriormente, la solicitud de patente japonesa abierta (JP-A) nº 5185898 en la que se dispone una hoja en un extremo distal de una pieza de inserción de chapa metálica de puerta en un tablero de instrumentos espumado integral de puerta, la solicitud de patente japonesa abierta (JP-A) nº 7291078 en la cual una parte de bisagra se refuerza en un tablero de instrumentos duro obtenido moldeando en una sola pieza una parte de puerta y un cuerpo principal del tablero de instrumentos, la solicitud de patente japonesa abierta (JP-A) nº 8-290749 en la que una parte de bisagra se refuerza en un tablero de instrumentos de piel obtenido moldeando en una sola pieza un elemento de base de puerta y un elemento de base de tablero de instrumentos, la solicitud de patente japonesa abierta (JP-A) nº 2-283546 en la que se conforma de manera íntegra una nervadura que aplica la máxima fuerza de corte a una parte de rasgado de una puerta independiente, la solicitud de patente japonesa abierta (JP-A) nº 2-109848 en la que en una tapa de molde, se conforma una línea delgada en una capa de resina para que rodee una parte abierta y una línea de soldadura en la línea delgada, la solicitud de patente japonesa abierta (JP-A) nº 7-291078 en la que se calafatea térmicamente un elemento de refuerzo en una cara posterior de una parte de puerta en un tablero de instrumentos de resina y se forma una entalla en una línea de desgarro de la parte de puerta, y la solicitud de patente japonesa abierta (JP-A) nº 8-20040 en la cual se inyecta un tipo distinto de resina protegiendo una cavidad de molde metálico por medio de un núcleo de protección para realizar un reverso de núcleo inmediatamente antes de que se complete la inyección.
El documento EP-A-0748722 da a conocer un elemento de revestimiento según el preámbulo de la reivindicación 1 y un procedimiento según el preámbulo de la reivindicación 6.
Sumario
La presente invención se ha realizado teniendo en consideración los hechos mencionados anteriormente, y un objetivo de la presente invención consiste en obtener un elemento interior para un vehículo automóvil que presente una parte de puerta para airbag en la que la calidad del aspecto exterior no esté deteriorada y la fuerza de rotura de una parte de rotura en la parte de puerta para airbag puede reducirse a un valor deseado incluso en el caso de moldeo de la parte de puerta para airbag y una parte de cuerpo principal del elemento de revestimiento para el vehículo automóvil con la misma resina.
Por lo tanto, está previsto un elemento de revestimiento tal como se define mediante las características de la reivindicación 1. Además, está previsto un procedimiento tal como se define mediante las características de la reivindicación 6.
Un primer aspecto de la presente invención comprende: una parte de rasgado conformada en la parte de puerta para airbag; y unos medios de empuje para empujar una parte en ambos lados o en un lado de la parte de puerta para airbag que presentan entre los mismos una parte central de la parte de rasgado cuando se infla un cuerpo de bolsa del airbag.
Por lo tanto, una carga de choque del cuerpo de bolsa del airbag se concentra en la parte... [Seguir leyendo]
Reivindicaciones:
1. Elemento de revestimiento para un vehículo automóvil que presenta una parte de puerta para airbag (20), en el que:
dicho elemento de revestimiento comprende
un lado superior como una parte del tablero de instrumentos (10),
un lado inferior dirigido a una caja de airbag (14),
una parte delgada que forma una parte de rasgado (24) cuando se expande la parte de puerta para airbag (20), no observándose una línea de la parte de rasgado (24) desde el lado superior,
caracterizado porque presenta
un límite de fluidización de la resina (25) previsto en el lado inferior de la parte de rasgado (24), siendo dicho límite de fluidización de la resina (25) un límite entre dos partes de resina (150A, 150B) que fluyen juntas tras iniciar su solidificación y tras finalizar el llenado de las resinas en su molde.
2. Elemento de revestimiento para un vehículo automóvil que presenta una parte de puerta para airbag según la reivindicación 1, en el que una parte de cuerpo principal (22) y la parte de puerta para airbag (20) del elemento de revestimiento para el vehículo automóvil formadas de manera íntegra o separada se forman a partir de la misma resina según un moldeo por inyección.
3. Elemento de revestimiento para un vehículo automóvil que presenta una parte de puerta para airbag según la reivindicación 1, en el que una parte de cuerpo principal (22) y la parte de puerta para airbag (20) del elemento de revestimiento para el vehículo automóvil están formadas de manera íntegra utilizando distintas resinas según un moldeo por doble inyección.
4. Elemento de revestimiento para un vehículo automóvil que presenta una parte de puerta para airbag según la reivindicación 1, en el que una parte de cuerpo principal (20) de un elemento de base (60) y la parte de puerta para airbag (20) del elemento de revestimiento para el vehículo automóvil, que se forman de manera íntegra o separada, están formadas utilizando la misma resina según el moldeo por inyección, presentando dicho elemento de base (60) una parte de puerta para airbag (20) recubierta por una piel (62) que presenta una parte de rasgado (64) o que carece de la misma.
5. Elemento de revestimiento para un vehículo automóvil que presenta una parte de puerta para airbag según la reivindicación 1, en el que una parte de cuerpo principal (20) de un elemento de base (60) y la parte de puerta para airbag (20) en el elemento de revestimiento para el vehículo automóvil, que se forman de manera íntegra o separada, utilizan la misma resina según el moldeo por inyección, estando recubierto dicho elemento de base por una piel (62) que presenta una parte de rasgado (64), y estando formada una capa de espuma (63) entre dicha piel
(62) y dicho elemento de base (60).
6. Procedimiento de formación de un elemento interior de un vehículo automóvil que presenta una parte de puerta para airbag según cualquiera de las reivindicaciones 1 a 5, en el que
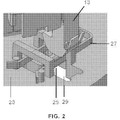
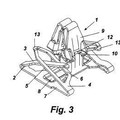
una cavidad (134) se separa en la parte de rasgado (24), llevando un núcleo de deslizamiento (140) que presenta un extremo distal (140A) conformado en forma sustancialmente triangular a entrar en contacto con un molde fijo (130) o en la proximidad del mismo, estando caracterizado el procedimiento porque
en este estado se inyecta una resina en cada una de las cavidades separadas, desplazando dicho núcleo de deslizamiento (130) una distancia predeterminada (L) hacia atrás todavía en el interior de la cavidad (134) tras haberse iniciado la solidificación y tras haber finalizado el llenado de la resina en el molde, siendo posible controlar una resistencia a la rotura de la parte de rasgado con una combinación de una presión de mantenimiento y una sincronización del reverso de núcleo aproximadamente tras haber finalizado el llenado, y el espesor en la periferia de la parte de rasgado.
7. Procedimiento de formación de un elemento interior para un vehículo automóvil que presenta una parte de puerta para airbag según la reivindicación 6, en el que la parte de cuerpo principal (22) y la parte de puerta para airbag (20) del elemento de revestimiento para el vehículo automóvil formadas de manera íntegra o separada se forman a partir de la misma resina según un moldeo por inyección.
8. Procedimiento de formación de un elemento interior para un vehículo automóvil que presenta una parte de puerta para airbag según la reivindicación 6, en el que una parte de cuerpo principal (22) y la parte de puerta para airbag
(20) del elemento de revestimiento para el vehículo automóvil están formadas de manera íntegra utilizando diferentes resinas según un moldeo por inyección doble.
9. Procedimiento de formación de un elemento interior para un vehículo automóvil que presenta una parte de puerta para airbag según la reivindicación 6, en el que una parte de cuerpo principal (22) de un elemento de base (60) y la parte de puerta para airbag (20) del elemento de revestimiento para el vehículo automóvil, que están formadas de manera íntegra o separada, se forman utilizando la misma resina según el moldeo por inyección, presentando dicho elemento de base (60) una parte de puerta para airbag (20) recubierta por una piel (62) que presenta una parte de rasgado (64) o que carece de la misma.
10. Procedimiento de formación de un elemento interior para un vehículo automóvil que presenta una parte de puerta para airbag según la reivindicación 6, en el que una parte de cuerpo principal (22) de un elemento de base (60) y la parte de puerta para airbag (20) en el elemento de revestimiento para el vehículo automóvil, que están formadas de manera íntegra o separada, utilizan la misma resina según un moldeo por inyección, estando recubierto dicho elemento de base por una piel (62) que presenta una parte de rasgado (64), y estando formada una capa de espuma
(63) entre dicha piel (62) y dicho elemento de base (60).
11. Procedimiento de formación de un elemento interior para un vehículo automóvil que presenta una parte de puerta para airbag según la reivindicación 6, en el que dicha sincronización del reverso de núcleo se establece tras haber finalizado dicho llenado.
12. Procedimiento de formación de un elemento interior para un vehículo automóvil que presenta una parte de puerta para airbag según la reivindicación 6, en el que dicha presión de mantenimiento tras finalizar el llenado se reduce, separándola en varias etapas, y dicha sincronización del reverso de núcleo se establece después de una segunda etapa de la presión de mantenimiento.
Patentes similares o relacionadas:
Disposición de conexión para conectar un módulo de airbag que aloja un airbag activable con un elemento de soporte de un vehículo, del 24 de Julio de 2019, de SMP Deutschland GmbH: Disposición de conexión para conectar un módulo de airbag que aloja un airbag activable con un elemento de soporte de un vehículo, que comprende - una barra […]
Clip para airbag, del 18 de Julio de 2016, de ILLINOIS TOOL WORKS INC.: Clip para airbag, del tipo de clips que se utilizan en la fijación de airbags, por ejemplo airbags laterales o de cortina, de los que están formados por un cuerpo del […]
Proceso de fabricación de una piel de material compuesto para partes del habitáculo para airbag integrado, del 19 de Noviembre de 2014, de Kem One: Proceso de fabricación de una piel de material compuesto para partes del habitáculo para un airbag integrado que comprende una capa dúctil y una capa frágil, en la que […]
Cajón para puerta de maletero y puerta de maletero de vehículo con elementos de seguridad, del 19 de Marzo de 2014, de COMPAGNIE PLASTIC OMNIUM: Cajón para puerta de maletero de vehículo, que comprende una pared que tiene una superficie interna prevista para dirigirse hacia el […]
 Airbag de rodillas con columna, del 21 de Octubre de 2013, de TOYOTA JIDOSHA KABUSHIKI KAISHA: Una columna de dirección que comprende un dispositivo de airbag de rodillas montado en columna dispuesto en el interior de una cubierta […]
Airbag de rodillas con columna, del 21 de Octubre de 2013, de TOYOTA JIDOSHA KABUSHIKI KAISHA: Una columna de dirección que comprende un dispositivo de airbag de rodillas montado en columna dispuesto en el interior de una cubierta […]
 Dispositivo de fijación con elementos autocentradores para fijar un módulo de airbag a un vehículo automotor, del 27 de Mayo de 2013, de DALPHI METAL ESPAÑA, S.A.: Un dispositivo de fijación para fijar un módulo de airbag en un vehículo automotor por medio de miembrosde cooperación situados dentro de […]
Dispositivo de fijación con elementos autocentradores para fijar un módulo de airbag a un vehículo automotor, del 27 de Mayo de 2013, de DALPHI METAL ESPAÑA, S.A.: Un dispositivo de fijación para fijar un módulo de airbag en un vehículo automotor por medio de miembrosde cooperación situados dentro de […]
 Dispositivo para una fijación rápida mejorada de un módulo de airbag en el volante de dirección, del 22 de Marzo de 2013, de DALPHI METAL ESPAÑA, S.A.: Un dispositivo de fijación rápida de un módulo de airbag en un volante de dirección, que comprende:
- dos resaltes situados en el módulo de airbag, y […]
Dispositivo para una fijación rápida mejorada de un módulo de airbag en el volante de dirección, del 22 de Marzo de 2013, de DALPHI METAL ESPAÑA, S.A.: Un dispositivo de fijación rápida de un módulo de airbag en un volante de dirección, que comprende:
- dos resaltes situados en el módulo de airbag, y […]
 PERFECCIONAMIENTOS EN LAS PATAS DE CLIPS DE FIJACIÓN, del 10 de Diciembre de 2012, de ILLINOIS TOOL WORKS INC.: Perfeccionamientos en las patas de flexión de clips de fijación, del tipo de los que se utilizan para la fijación de accesorios a paneles y/o de fijación […]
PERFECCIONAMIENTOS EN LAS PATAS DE CLIPS DE FIJACIÓN, del 10 de Diciembre de 2012, de ILLINOIS TOOL WORKS INC.: Perfeccionamientos en las patas de flexión de clips de fijación, del tipo de los que se utilizan para la fijación de accesorios a paneles y/o de fijación […]