DISPOSITIVO TRANSPORTADOR Y SEGMENTO DE TRANSPORTE AUTOMATICO PARA CUERPOS CILINDRICOS.
Dispositivo transportador para cuerpos cilíndricos (2), como preformas para cuerpos huecos,
que presentan al menos un cuello (5), en un segmento de transporte, en donde el dispositivo transportador (1) comprende un elemento de transporte giratorio y los cuerpos cilíndricos (2) son guiados por el elemento de transporte en dos lados opuestos, siendo el elemento de transporte un transportador de cadena, que presenta dos cuerdas flexibles perfiladas (7, 8) con al menos una lámina exterior elástica, estando cada una de las cuerdas perfiladas (7, 8) realizadas en forma de cuerda continua, extendiéndose paralelamente entre sí ambas cuerdas perfiladas (7, 8) en la zona de guía (9) para los cuerpos cilíndricos (2) y estando dispuestas con un espacio intermedio (10) entre sí, estando conformada en cada una de las cuerdas perfiladas (7, 8) en el lado (16, 20) de la lámina enfrentado al espacio intermedio (10), una ranura de guía (11, 13) respectivamente, que se extiende paralelamente al eje longitudinal de la cuerda perfilada (7, 8) y pudiendo ser inmovilizadas en estas dos ranuras (11, 13), zonas parciales del cuello (5) del cuerpo cilíndrico (2), caracterizado porque la sección transversal de las cuerdas perfiladas (7, 8) está realizada de manera simétrica y en cada uno de al menos dos lados entre sí opuestos está dispuesta una ranura (11, 12; 13, 14), interactuando con los rodillos de guía (26), ranuras (12, 14) orientadas extendiéndose hacia fuera del espacio intermedio (10), presentando estos rodillos de guía (26) un cuello radial (29) en la lámina periférica y enganchando parcialmente este cuello (29) en estas ranuras (12, 14)
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E07405330.
Solicitante: M. TANNER AG.
Nacionalidad solicitante: Suiza.
Dirección: LANGGSTRASSE 19,8308 ILLNAU.
Inventor/es: TANNER,MARCEL.
Fecha de Publicación: .
Fecha Solicitud PCT: 22 de Noviembre de 2007.
Fecha Concesión Europea: 2 de Junio de 2010.
Clasificación Internacional de Patentes:
- B29C49/42B
- B65G15/14 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65G DISPOSITIVOS DE TRANSPORTE O ALMACENAJE, p. ej. TRANSPORTADORES PARA CARGAR O BASCULAR, SISTEMAS TRANSPORTADORES PARA TALLERES O TRANSPORTADORES NEUMATICOS DE TUBOS (embalajes B65B; manipulación de material delgado o filiforme, p. ej. hojas de papel o fibras B65H; grúas B66C; aparatos de elevación o arrastre,p. ej. montacargas, B66D; dispositivos para elevar o bajar mercancías para carga y descarga, p. ej. carretillas elevadoras, B66F 9/00; vaciado de botellas, jarras, latas, barricas, barriles o contendores similares, no previstos en otro lugar, B67C 9/00; distribución o trasvase de líquidos B67D; llenado o descarga de contenedores para gases licuados, solidificados o comprimidos F17C; sistemas de conducción para fluídos F17D). › B65G 15/00 Transportadores que tienen superficies portantes de cargas sin fin, es decir, cintas rodantes u otros sistemas equivalentes, a los que se transmite el esfuerzo de tracción por medios diferentes de los elementos de accionamiento sin fin de igual configuración (que tienen superficies que transportan la carga formadas por eslabones longitudinales interconectados B65G 17/06). › siendo la carga transportada entre las correas.
Clasificación PCT:
- B29C49/42 B […] › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 49/00 Moldeo por soplado, es decir, soplando una preforma o un parisón en un molde por obtener la forma deseada; Aparatos a este efecto. › Elementos constitutivos, detalles o accesorios; Operaciones auxiliares.
- B65G15/14 B65G 15/00 […] › siendo la carga transportada entre las correas.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
Dispositivo transportador y segmento de transporte automático para cuerpos cilíndricos.
El presente invento trata de un dispositivo transportador para cuerpos cilíndricos, como preformas para cuerpos huecos, que presentan al menos un cuello, en un segmento de transporte, en donde el dispositivo transportador comprende un elemento de transporte giratorio y los cuerpos cilíndricos son guiados por el elemento de transporte en dos lados opuestos, como así también un segmento de transporte automático para el transporte de cuerpos cilíndricos, como preformas, que presentan al menos un cuello entre un dispositivo de alimentación para cuerpos cilíndricos desordenados y un dispositivo de transferencia para los cuerpos cilíndricos, con al menos un dispositivo auxiliar para controlar o para realizar otras medidas de tratamiento en los cuerpos cilíndricos, estando este dispositivo dispuesto entre el dispositivo de alimentación y el dispositivo de transferencia.
Dispositivo transportador para cuerpos cilíndricos, como preformas y segmentos de transporte automáticos en líneas de producción para el transporte de cuerpos cilíndricos, como por ejemplo, preformas con forma de tubo, se conocen en distintas ejecuciones, por ejemplo por la EP 0 377 353. Por este documento se conoce una línea de producción automatizada para la fabricación de cuerpos huecos a partir de cuerpos cilíndricos, especialmente preformas termoplásticas con forma de tubo. Las preformas están abiertas en un extremo y presentan en esta zona del extremo al menos un cuello de forma anular y eventualmente otros cuellos como así también un racor roscado. En la línea de producción, las preformas deben ser transportadas por un dispositivo de alimentación para preformas desordenadas hacia un dispositivo formador, en este caso para el moldeo por soplado, de los productos terminados. Entre los dos dispositivos para la colocación de las preformas en un dispositivo transportador y para su recepción por parte de un dispositivo transportador se han dispuesto otros dispositivos auxiliares, por ejemplo, dispositivos de control, dispositivos de limpieza y/o un dispositivo de calefacción. En el dispositivo de alimentación se separan las preformas de manera generalmente conocida y se llevan a una posición aproximadamente vertical. Con ello, las preformas quedan apoyadas con el cuello de forma anular sobre dos rieles de desplazamiento, dispuestos con una cierta distancia entre sí. Debido a la gravedad, las preformas cuelgan de los rieles de desplazamiento en este espacio intermedio. Con ello, las preformas no están fijadas en su posición, ni presentan las distancias necesarias entre sí en las estaciones de procesamiento. Las preformas tampoco son transportadas de manera forzada por la instalación, ya que entre los dispositivos no existe un dispositivo transportador impulsado. Para poder mover las preformas desde el dispositivo de alimentación en dirección a los otros dispositivos, los rieles de desplazamiento se han dispuesto de manera inclinada, de modo que las preformas se muevan por gravedad en dirección al dispositivo siguiente. En el ingreso a uno de los dispositivos auxiliares o a un dispositivo formador, las preformas de los dispositivos de posicionamiento, como así también de los dispositivos transportadores, deben ser acogidas, para que los correspondientes procesos de producción puedan ejecutarse correctamente. A la salida del dispositivo auxiliar, las preformas deben colocarse nuevamente sobre los rieles de desplazamiento, donde siguen siendo empujadas por las preformas siguientes a través de la línea de producción. Esta disposición conocida requiere varios dispositivos transportadores y de posicionamiento adicionales separados entre sí, que deben estar conectados y sincronizados entre sí por medio de controles costosos. No obstante, el desplazamiento de las preformas sobre los rieles de desplazamiento, por gravedad y/o mediante los empujadores o bien mediante las preformas siguientes es delicado y produce una y otra vez interrupciones en el dispositivo transportador y con ello, tiempos muertos en la línea de producción. Mediante el dispositivo transportador aquí descrito, tampoco es posible transportar las preformas hacia arriba, de manera vertical o inclinada.
Por la DE 2 314 794 se conocen otros dispositivos transportadores para este tipo de líneas de producción, mediante los cuales pueden transportarse también hacia arriba de manera inclinada o vertical cuerpos con diferentes formas, por ejemplo, cuerpos cilíndricos en forma de botellas. Estos dispositivos transportadores constan de un transportador de cadena con dos cintas transportadoras de cadena paralelas, que están dispuestas entre sí a una distancia determinada. Los eslabones de la cadena de las dos cintas transportadoras de cadena están equipados con elementos portantes elásticos con laminillas. Los cuerpos cilíndricos se colocan entre estas dos cintas transportadoras de cadena y se sostienen mediante las laminillas. Sin embargo, no están fijadas entre sí, ni en la posición de su eje longitudinal ni en su distancia. También en líneas de producción con preformas para la fabricación de cuerpos huecos, se conoce el uso de un transportador de cadena de este tipo. En el dispositivo formador y en dispositivos auxiliares ocasionales, por ejemplo, en un dispositivo de medición o en un dispositivo de limpieza, deben disponerse también en este dispositivo transportador, dispositivos de recepción y de transporte, que reciban las preformas a una distancia correcta respecto al dispositivo transportador, que sostengan las preformas en la ubicación y posición correctas de su eje longitudinal y que las transporten por medio del dispositivo auxiliar. En el lado de salida del dispositivos auxiliar, las preformas deben traspasarse nuevamente a otro dispositivo transportador. En este dispositivo transportador se necesitan además costosos equipos adicionales para posicionar, sostener y trasportar las preformas, como así también los controles correspondientes. A menudo, en las zonas de transición entre el dispositivo transportador y el dispositivo auxiliar pueden aparecer fallos. No es posible realizar un traspaso directo de las preformas al dispositivo formador. También aquí las preformas deben alinearse correctamente y organizarse entre sí a la distancia correcta, utilizando equipos complementarios, lo que implica además, un esfuerzo adicional. Las cintas transportadoras de cadena constan además de muchas piezas individuales con elementos de unión, que las hacen más delicadas. Los elementos deben estar lubricados, lo que produce una suciedad significativa e implica consecuentemente mayores esfuerzos de limpieza. Pero también las piezas transportadas pueden ensuciarse.
La US 5 853 080 muestra un dispositivo transportador para botellas, que posee dos correas giratorias en forma de dos cuerdas perfiladas flexibles como elemento de transporte. En la zona de guía de las botellas se extienden paralelamente las dos cuerdas perfiladas, que están dispuestas con una distancia determinada entre sí. El lado de las cuerdas perfiladas orientado de manera opuesta respecto a las botellas posee una ranura, en la que se engancha un cuello en las botellas. Las cuerdas perfiladas son guiadas en bloques de sujeción que se sostienen de manera rígida en un bastidor del dispositivo transportador. Estos bloques de sujeción poseen canales, que comprenden el perfil de sección transversal de las cuerdas perfiladas. Las cuerdas perfiladas están conducidas de manera deslizable en estos canales y, con ello están siempre expuestas a la carga de la fricción dinámica. Este problema de rozamiento actúa de manera particularmente negativa en las zonas, en las que las cuerdas perfiladas se tuercen y retornan hacia atrás. Durante este giro alrededor de un arco, por ejemplo de 180º, surgen fuerzas muy elevadas en dirección al centro del arco y las fuerzas de rozamiento son muy grandes. Sin embargo, también la colocación de las cuerdas perfiladas en los bloques de sujeción implica dificultades y un gran esfuerzo. Para ello, los bloques de sujeción deben separarse y atornillarse nuevamente entre sí, tras la colocación de la cuerda perfilada. Este proceso es también necesario, cuando deben reemplazarse cuerdas perfiladas defectuosas. Además, los elementos de transporte en forma de dos cuerdas flexibles perfiladas pueden disponerse sólo en un plano, y no es posible una divergencia de este plano. Este dispositivo transportador no es adecuado para el transporte de cuerpos huecos, como por ejemplo, preformas que deben transportarse a altas velocidades. A dichas velocidades, el rozamiento y el desgaste de las cuerdas perfiladas es muy grande.
El objetivo del presente invento es crear un...
Reivindicaciones:
1. Dispositivo transportador para cuerpos cilíndricos (2), como preformas para cuerpos huecos, que presentan al menos un cuello (5), en un segmento de transporte, en donde el dispositivo transportador (1) comprende un elemento de transporte giratorio y los cuerpos cilíndricos (2) son guiados por el elemento de transporte en dos lados opuestos, siendo el elemento de transporte un transportador de cadena, que presenta dos cuerdas flexibles perfiladas (7, 8) con al menos una lámina exterior elástica, estando cada una de las cuerdas perfiladas (7, 8) realizadas en forma de cuerda continua, extendiéndose paralelamente entre sí ambas cuerdas perfiladas (7, 8) en la zona de guía (9) para los cuerpos cilíndricos (2) y estando dispuestas con un espacio intermedio (10) entre sí, estando conformada en cada una de las cuerdas perfiladas (7, 8) en el lado (16, 20) de la lámina enfrentado al espacio intermedio (10), una ranura de guía (11, 13) respectivamente, que se extiende paralelamente al eje longitudinal de la cuerda perfilada (7, 8) y pudiendo ser inmovilizadas en estas dos ranuras (11, 13), zonas parciales del cuello (5) del cuerpo cilíndrico (2), caracterizado porque la sección transversal de las cuerdas perfiladas (7, 8) está realizada de manera simétrica y en cada uno de al menos dos lados entre sí opuestos está dispuesta una ranura (11, 12; 13, 14), interactuando con los rodillos de guía (26), ranuras (12, 14) orientadas extendiéndose hacia fuera del espacio intermedio (10), presentando estos rodillos de guía (26) un cuello radial (29) en la lámina periférica y enganchando parcialmente este cuello (29) en estas ranuras (12, 14).
2. Dispositivo transportador para cuerpos cilíndricos (2) según la reivindicación 1, caracterizado porque las cuerdas perfiladas (7, 8) presentan una sección transversal aproximadamente cuadrada y en cada una de las cuatro superficies laterales (16-19; 20-23) está realizada una ranura.
3. Dispositivo transportador para cuerpos cilíndricos (2) según una de las reivindicaciones 1 a 2, caracterizado porque las cuerdas perfiladas (7, 8) están realizadas en un material elástico.
4. Dispositivo transportador para cuerpos cilíndricos (2) según una de las reivindicaciones 1 a 3, caracterizado porque las cuerdas perfiladas (7, 8) presentan un núcleo orientado longitudinalmente (15) para asegurar una descarga de tracción.
5. Dispositivo transportador para cuerpos cilíndricos (2) según una de las reivindicaciones 1 a 4, caracterizado porque los cuerpos cilíndricos (2) se sostienen en el espacio intermedio (10) entre las dos cuerdas perfiladas (7, 8) y una zona parcial del cuello (5) del cuerpo cilíndrico (2) engancha en las ranuras (11, 13) de las cuerdas perfiladas (7, 8) como así también una zona parcial (24) del cuerpo cilíndrico (2) colindante con el cuello (5) entre las superficies laterales opuestas (16, 20) a las cuerdas perfiladas (7, 8).
6. Dispositivo transportador para cuerpos cilíndricos (2) según una de las reivindicaciones 1 a 5 caracterizado porque las cuerdas perfiladas (7, 8) en las zonas parciales de dispositivo transportador (1) están conducidas en perfiles de guía (30, 31), los cuales conforman otros elementos de guía.
7. Dispositivo transportador para cuerpos cilíndricos (2) según una de las reivindicaciones 1 a 6, caracterizado porque alrededor de las cuerdas perfiladas (7, 8) se ha dispuesto un dispositivo de ajuste (37) para los elementos de guía (26, 27, 30, 31) de las cuerdas perfiladas (7, 8) y porque mediante este dispositivo (37) los elementos de guía (26, 27, 30, 31) y con ello las cuerdas perfiladas (7, 8) pueden desplazarse transversalmente respecto a la dirección axial (25) de las preformas (2).
8. Dispositivo transportador para cuerpos cilíndricos (2) según una de las reivindicaciones 1 a 7, caracterizado porque en una zona parcial del dispositivo transportador (1), el espacio intermedio (10) entre las cuerdas perfiladas (7, 8) está agrandado para eyectar cuerpos cilíndricos defectuosos (2) del dispositivo transportador (1).
9. Dispositivo transportador para cuerpos cilíndricos (2) según la reivindicación 6, caracterizado porque los perfiles de guía (30, 31) están soportados de manera elástica.
10. Dispositivo transportador para cuerpos cilíndricos (2) según la reivindicación 6, caracterizado porque en los perfiles de guía (30, 31) se han dispuesto rodillos de soporte giratorios (35, 36) y las cuerdas perfiladas (7, 8) en el lado (17, 21) alejado del espacio intermedio (10) se apoyan en dichos rodillos de soporte (35, 36).
11. Dispositivo transportador para cuerpos cilíndricos (2) según la reivindicación 3, caracterizado porque el material elástico es un plástico del grupo de los poliuretanos.
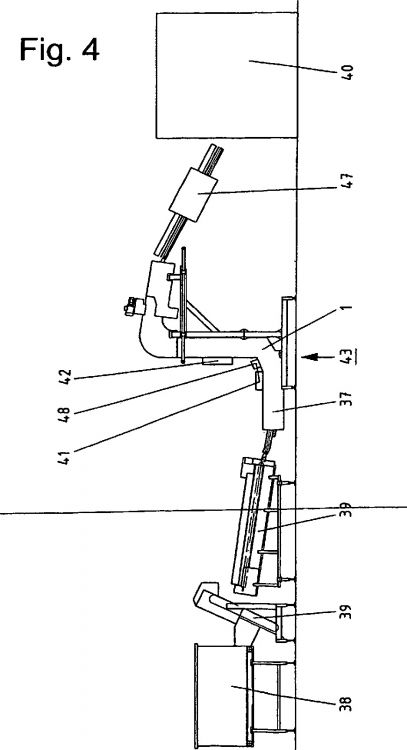
12. Segmento de transporte automático (43) para el transporte de cuerpos cilíndricos (2) como preformas, que presentan al menos un cuello (5), entre un dispositivo de alimentación (38, 39) para los cuerpos cilíndricos desordenados (2), y un dispositivo de transferencia (47) para los cuerpos cilíndricos (2), con al menos un dispositivo auxiliar (41, 42) para inspección o para otras medidas de tratamiento de los cuerpos cilíndricos (2), en donde dicho dispositivo (41, 42) está dispuesto entre el dispositivo de alimentación (38, 39) y el dispositivo de transferencia (47), teniendo un dispositivo transportador continuo (1) para las preformas (2), que presenta dos cuerdas flexibles perfiladas (7, 8) giratorias, caracterizado porque las cuerdas perfiladas (7, 8) del dispositivo transportador (1) presentan en al menos dos lados entre sí opuestos respectivamente, una ranura (11, 12; 13, 14) y no están interrumpidos en la zona del dispositivo auxiliar o de los dispositivos auxiliares (41, 42), extendiéndose las ranuras (12, 14) orientadas hacia fuera del espacio intermedio (10), interactuando con los rodillos de guía (26), presentando estos rodillos de guía (26) sobre su lámina periférica, un cuello radial (29) y enganchando este cuello (29) parcialmente en las ranuras (12, 14) mencionadas, extendiéndose el dispositivo transportador (1) de manera horizontal, vertical y/o inclinada y con ello los cuerpos cilíndricos (2) están enganchado siempre en la misma posición y ubicación respecto al dispositivo transportador (1) y el dispositivo transportador (1) forma simultáneamente el dispositivo de posicionamiento para las preformas (2) en al menos un dispositivo auxiliar (41, 42).
13. Segmento de transporte automático (43) según la reivindicación 12, caracterizado porque el dispositivo auxiliar (41, 42) está dispuesto como dispositivo anexo respecto al elemento transportador (1).
14. Segmento de transporte automático (43) según la reivindicación 12 o 13, caracterizado porque el dispositivo auxiliar (41, 42) no presenta dispositivos de posicionamiento adicionales para los cuerpos cilíndricos (2).
15. Segmento de transporte automático (43) según una de las reivindicaciones 12 a 14, caracterizado porque el dispositivo transportador (1) forma un segmento de transporte ininterrumpido y continuo entre el dispositivo de alimentación (38, 39) y el dispositivo de transferencia (47), y dicho segmento de transporte no presenta espacios de retención para cuerpos cilíndricos (2).
16. Segmento de transporte automático (43) según una de las reivindicaciones 12 a 15, caracterizado porque los cuerpos cilíndricos (2) están fijados en la posición correcta y con una distancia definida entre sí en el dispositivo transportador (1).
17. Segmento de transporte automático (43) según una de las reivindicaciones 12 a 16, caracterizado porque las dos cuerdas perfiladas flexibles (7, 8) del dispositivo transportador (1) están realizadas respectivamente como cuerda continua giratoria y las cuerdas (7, 8) en la zona del segmento de transporte (43) para los cuerpos cilíndricos (2) que está formada por el dispositivo transportador (1) están dispuestas de manera aproximadamente paralela y con un espacio intermedio (10) entre sí, en donde los cuerpos cilíndricos (2) se posicionan y se sostienen en dicho espacio intermedio (10).
18. Segmento de transporte automático (43) según una de las reivindicaciones 12 a 17, caracterizado porque el dispositivo transportador (1) está dispuesto en un dispositivo de ajuste (37) y dicho dispositivo de ajuste (37) presenta medios para desplazar las dos cuerdas giratorias (7, 8), transversalmente respecto a la dirección axial (25) del cuerpo cilíndrico (2).
Patentes similares o relacionadas:
Aparato de transferencia para un final de línea de una plegadora-encoladora, del 3 de Julio de 2019, de VEGA S.r.l: Aparato de transferencia para un final de línea de una plegadora-encoladora para cajas de cartón, que comprende un lecho de transferencia […]
Máquina de desplazamiento de recipientes delante de unos puestos de control, del 13 de Febrero de 2019, de HCV 2: Máquina para llevar a desfilar, según un sentido dado, unos recipientes delante de al menos un puesto de control, incluyendo esta máquina: […]
Dispositivo y procedimiento para descargar porciones de embutido, del 3 de Mayo de 2017, de ALBERT HANDTMANN MASCHINENFABRIK GMBH & CO. KG: Dispositivo para descargar porciones de embutido con un primer equipo de transporte para transportar las porciones de embutido en […]
Procedimiento para el agrupamiento de artículos para formar barras de artículos y dispositivo de agrupamiento, así como máquina de embalaje con el mismo, del 1 de Marzo de 2017, de THEEGARTEN-PACTEC GMBH & CO. KG: Procedimiento para la formación de barras de artículos (2.04; 3.04; 5; G) a partir de artículos individuales (P; 6), en particular para embalajes de barras, […]
Dispositivo de recogida y prensado de una máquina de pegado de cajas plegables, del 30 de Noviembre de 2016, de Masterwork Machinery Co., Ltd: Dispositivo de recogida y prensado de una máquina de pegado de cajas plegables con dos cintas transportadoras circulantes de la anchura de máquina, […]
Dispositivo para fabricar y/o procesar paneles, del 21 de Septiembre de 2016, de Kaindl Invest GmbH: Dispositivo para fabricar o/y procesar paneles, que comprende una unidad de transporte para transportar paneles a lo largo de un trayecto […]
 Correa para el transporte de botellas, del 2 de Marzo de 2016, de KRONES AG: Correa para el transporte de botellas en una máquina para tratamiento, particularmente una máquina inspeccionadora, con una correa de transmisión […]
Correa para el transporte de botellas, del 2 de Marzo de 2016, de KRONES AG: Correa para el transporte de botellas en una máquina para tratamiento, particularmente una máquina inspeccionadora, con una correa de transmisión […]
 Transportador de cintas inclinado para productos a granel, del 24 de Febrero de 2016, de VHV ANLAGENBAU GMBH: Transportador de cintas inclinado para productos a granel sueltos, con una primera cinta de transporte y una segunda cinta de transporte asignada a ésta como cinta de […]
Transportador de cintas inclinado para productos a granel, del 24 de Febrero de 2016, de VHV ANLAGENBAU GMBH: Transportador de cintas inclinado para productos a granel sueltos, con una primera cinta de transporte y una segunda cinta de transporte asignada a ésta como cinta de […]