DISPOSITIVO DE TRANSFERENCIA RETRAIBLE PARA APARATO DE MEDICION.
Procedimiento de medición de productos que comprende:
desplazamiento de un producto dispuesto en múltiples filas en una dirección de transporte a una primera velocidad de transporte para transferir sobre un mecanismo (22) de transporte de producto que se desplaza en la dirección de transporte a una segunda velocidad de transporte mayor que la primera velocidad de transporte;
caracterizado por:
apoyar el primer producto sobre el mecanismo (22) de transporte de productos con una barra (52ba) de medición que se desplaza en la dirección del transporte a la primera velocidad de transporte hasta un grupo de producto que incluye varias filas de la corriente continua de producto haya sido transferido al mecanismo (22) de transporte de productos, en cuyo momento el grupo de producto sobre el mecanismo (22) de transporte de producto puede acelerar para igualar la segunda velocidad de transporte
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E06022466.
Solicitante: DOUGLAS MACHINE, INC.
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 3404 IOWA STREET,ALEXANDRIA, MN 56308.
Inventor/es: WAGNER, PAUL, PETERMAN,THOMAS, FLODING,DANIEL, PAZDERNIK,IRVAN, SCHOENECK,RICHARD.
Fecha de Publicación: .
Fecha Solicitud PCT: 26 de Marzo de 2003.
Fecha Concesión Europea: 19 de Agosto de 2009.
Clasificación Internacional de Patentes:
- B65B35/40B
- B65G47/08D4
Clasificación PCT:
- B65G47/08 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65G DISPOSITIVOS DE TRANSPORTE O ALMACENAJE, p. ej. TRANSPORTADORES PARA CARGAR O BASCULAR, SISTEMAS TRANSPORTADORES PARA TALLERES O TRANSPORTADORES NEUMATICOS DE TUBOS (embalajes B65B; manipulación de material delgado o filiforme, p. ej. hojas de papel o fibras B65H; grúas B66C; aparatos de elevación o arrastre,p. ej. montacargas, B66D; dispositivos para elevar o bajar mercancías para carga y descarga, p. ej. carretillas elevadoras, B66F 9/00; vaciado de botellas, jarras, latas, barricas, barriles o contendores similares, no previstos en otro lugar, B67C 9/00; distribución o trasvase de líquidos B67D; llenado o descarga de contenedores para gases licuados, solidificados o comprimidos F17C; sistemas de conducción para fluídos F17D). › B65G 47/00 Dispositivos para manipular objetos o materiales asociados con los transportadores; Métodos de empleo de los dispositivos. › espaciando o agrupando los objetos durante la alimentación (durante el transporte por el transportador B65G 47/28).
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre.
Fragmento de la descripción:
Dispositivo de transferencia retraible para aparato de medición.
Antecedentes
La presente invención se refiere, en general, a un aparato y procedimientos para medir un producto de una corriente continua hacia el interior de un grupo de productos y/o modelo de envase, particularmente para aparato y procedimientos de medición que no requieren ventanas entre el producto de la corriente continua, más particularmente a un aparato y procedimientos de medición los cuales son versátiles para medir una amplia variedad de productos, tales como latas, botellas de plástico, jarras, cartones, lotes o bandejas, y específicamente a un aparato y procedimientos de medición donde el producto se mide moviendo un dispositivo de transferencia desde debajo de un grupo de productos colocado encima de un transportador por barrido.
En una operación de envasado típica, el producto llega a una máquina de envasado en una corriente continua. Es necesario separar el producto en grupos de manera que pueden ser tratados posteriormente, tal como colocándolos en un patrón de envase y/o envasado en un sobreenvase de película o una envoltura corrugada. Las Patentes de EE. UU. Números 4.832.178 y 5.201.823 representan una manera de medir productos utilizando pasadores, los cuales se insertan entre producto en carriles. Sin embargo, se debe apreciar que dicho aparato de medición de pasadores puede ser utilizado solamente para productos que presenta ventanas entre productos. Además, dicho aparato de medición de pasador incluye pasadores, rieles y soportes entre cada carril de producto que son componentes móviles, múltiples, de alto desgaste y son muy difíciles y costosos de cambiar entre productos diferentes. Otros diseños de medición que controlan el producto desde el lado o la parte superior requieren también muchas partes, son complejos y son difíciles de ajustar.
La Patente EE. UU. Número 5.667.055 discute otra manera de alineamiento y/o espaciamiento longitudinal y agrupamiento de filas de artículos organizados de manera transversal.
Así, continúa existiendo una necesidad de aparato y procedimientos para medir productos que no sufran de las deficiencias de aparatos de medición de la técnica anterior, especialmente los aparatos de medición de pasador anteriores. En particular, dichos aparato y procedimientos deben ser suficientemente versátiles para medir en una amplia variedad de tamaños y formas de producto incluso productos que no tiene ventanas entre productos que delimitan el producto y pueda ser cambiado entre tamaños y formas de producto diferentes con mínimo esfuerzo o coste, que sea de desgaste relativamente bajo y que esté relativamente libre de problemas.
Sumario
La presente invención propone un procedimiento para medir productos como se expone en la reivindicación 1 y un aparato para medir productos como se establece en la reivindicación 4.
A título de ejemplo se describirá ahora una realización de la presente invención haciendo referencia a los dibujos adjuntos, en los que:
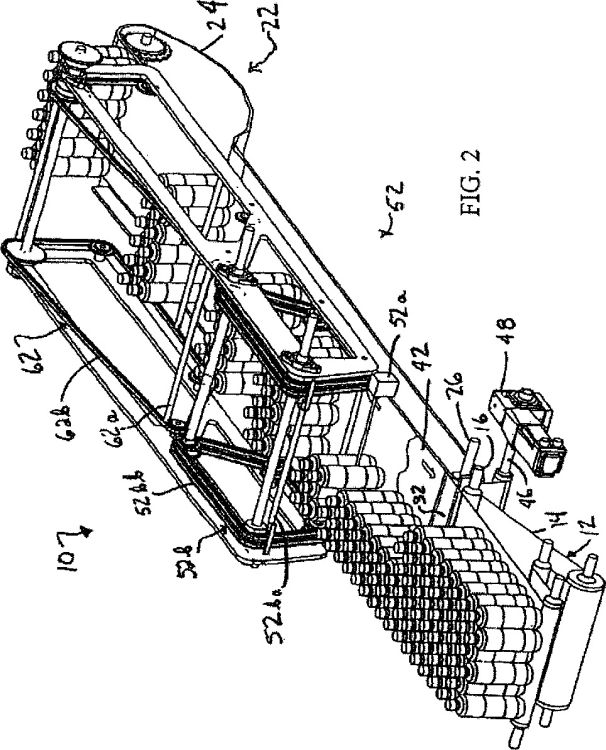
Las Figuras 1 y 2 muestran vistas en perspectiva, parciales de un aparato de medición que utiliza procedimientos preferentes de acuerdo con la presente invención, estando partes y producto eliminados para mostrar detalles constructivos, extendiéndose el dispositivo en su posición extendida y replegada, respectivamente.
Todas las Figuras están dibujadas para facilidad de explicación solamente; las extensiones de las Figuras con respecto al número, posición, relación y dimensiones de las partes que forman la modalidad preferente serán explicadas o estarán dentro de la pericia de la técnica después de que se haya leído y entendido la siguiente descripción. Además, las dimensiones exactas y proporciones dimensionales para conformar una fuerza, peso, resistencia y requisitos similares específicos estarán dentro igualmente de la pericia de la técnica después de que se haya leído y entendido la siguiente descripción.
Cuando se usan, en las diferentes figuras de los dibujos, los mismos numerales usados designan las mismas similares partes. Además, cuando se usan en la presente los términos "lateral", "extremo", "fondo", "primero", "segundo", "lateralmente", "longitudinalmente", "fila", "columna" y términos similares, se debe entender que estos términos tienen referencia solamente con la estructura mostrada en los dibujos como sería evidente para quien observe los dibujos y se utilizan solamente para facilitar la descripción de la realización.
Un aparato para medir producto y en particular un aparato que recoge y separa grupos de producto en preparación para varios tipos de envasado de la forma más preferente se muestra en los dibujos y se designa generalmente con 10. Genéricamente, el aparato 10 incluye un primer y un segundo mecanismos de transporte de producto que son impulsados independiente para desplazar producto en una dirección de transporte. En la forma más preferente, la dirección de transporte del primero y del segundo mecanismos de transporte de producto son colineales entre sí, transfiriéndose el producto desde el primer mecanismo de transporte de producto donde se amontonan juntos hacia el segundo mecanismo de transporte de producto donde se separan, típicamente en grupos. Sin embargo, se debe reconocer que el primero y el segundo mecanismos de transporte de producto podrían tener otros arreglos incluyendo linealmente paralelos, perpendiculares o en un ángulo de anidado de producto anidado. En la forma más preferente, el primer mecanismo de transporte de producto se muestra como un transportador 12 de medición a velocidades variables tal como por un servomotor. En la forma preferente, el transportador 12 incluye una banda sin fin 14 que incluye una carrera superior que se extiende entre un rodillo corriente arriba y un rodillo 16 corriente abajo. Se debe caer en la cuenta de que el transportador 12 puede incluir uno o más rodillos adicionales, uno o más de los rodillos 16 que se hacen girar por un servomotor para causar el movimiento de la banda 14.
En la forma más preferente, el segundo mecanismo de transporte de producto se muestra como un transportador 22 de barrido que está impulsado por separado del transportador 12 y típicamente en una manera continua tal como por un servomotor. En la forma preferente, el transportador 22 incluye una banda sin fin 24 que incluye una carrera superior entre un rodillo 26 corriente arriba y un rodillo corriente abajo. Se debe tener en cuenta que el transportador 22 puede incluir uno o más rodillos adicionales, uno o más de los rodillos 26 que se hacen girar por un servomotor para causar movimiento de la banda 24. En la forma más preferente, las carreras superiores de las bandas 14 y 24 están en el mismo plano y posiblemente la carrera superior de la banda 24 que está paralela a, pero ligeramente más abajo que la corrida superior de la banda 14.
Debido a las secciones transversales circulares de los rodillos 16 y 26 en la forma más preferente, se crea un espacio entre las bandas 14 y 24. En la forma preferente, una placa 32 de transferencia estacionaria, plana, se extiende entre las carreras superiores de las bandas 14 y 24 generalmente entre el punto medio de los rodillos 16 y 26. Así, el producto guía es empujado por la corriente continua que se hace avanzar por el transportador 12 sobre y pasando la placa 32 de transferencia en una manera descrita después en la presente.
El aparato 10 incluye un dispositivo 42 de transferencia de producto sobre el cual está soportado producto y, en la forma preferente, tiene una superficie superior de un tamaño por el cual el fondo del producto está soportado y, en la forma más preferente, para recibir un producto que tiene hileras múltiples y columnas múltiples. El dispositivo 42 de transferencia es móvil entre una posición extendida y una posición replegada. El dispositivo 42 se extiende sobre el transportador 22 en la posición extendida y, en la forma preferente, se extiende también sobre el transportador 22 más allá de la placa 32 de transferencia en la posición replegada. En la forma más preferente, el dispositivo 42 está en la forma de una pieza delgada de material flexible tal como una banda que requiere soporte externo para permitir que el producto sea soportado en la misma. Así, en la forma preferente, el dispositivo 42 en la forma de una pieza delgada de material acopla y está soportado por la banda 24 para permitir que el producto sea soportado sobre el dispositivo 42. En la forma preferente, el dispositivo 42 se mueve desde su posición extendida hasta su posición replegada teniendo su extremo corriente arriba asegurado a la...
Reivindicaciones:
1. Procedimiento de medición de productos que comprende:
caracterizado por:
2. El procedimiento de la reivindicación 1, con transporte de la corriente continua de producto que comprende el transporte de la corriente continua de producto desde otro mecanismo (12) de transporte de producto sobre un dispositivo (42) de transferencia y desde el dispositivo (42) de transferencia al mecanismo (22) de transporte de producto, transportándose la corriente continua de producto sobre el dispositivo (42) de transferencia que comprende el transporte de la corriente continua de producto sobre el dispositivo (42) de transferencia que tiene un borde anterior que está dentado para representar un borde anterior inferior de producto que no es linealmente recto.
3. El procedimiento de la reivindicación 1 con transporte de la corriente continua de producto que comprende el transporte de la corriente continua de producto desde otro mecanismo (12) de transporte de producto sobre un dispositivo (42) de transferencia y desde el dispositivo (42) de transferencia al mecanismo (22) de transporte de producto, transportándose la corriente continua de producto sobre el dispositivo (42) de transferencia que comprende el transporte de la corriente continua de producto sobre el dispositivo (42) de transferencia que es móvil entre una posición retraída y una posición extendida situada sobre el mecanismo (22) de transporte de productos, siendo transferido el producto desde el dispositivo (42) de transferencia cuando el dispositivo (42) de transferencia se desplaza desde la posición extendida a la posición retraída, comprendiendo el transporte de la corriente continua de producto sobre el dispositivo (42) de transferencia el transporte de la corriente continua de productos sobre el mecanismo (42) de transferencia en forma de una pieza fina de material flexible.
4. Aparato de medición de producto que comprende, en combinación:
caracterizado por:
5. El aparato de la reivindicación 4 que comprende además, en combinación:
6. El aparato de la reivindicación 4 que comprende además, en combinación:
Patentes similares o relacionadas:
PROCEDIMIENTO DE AGRUPAMIENTO DE PRODUCTOS DE TIPO FRASCOS U OTROS, del 14 de Noviembre de 2011, de SIDEL PARTICIPATIONS: Procedimiento de agrupamiento de productos de tipo frascos u otros de sección ovalada, por ejemplo , para formar un lote con vistas a una gestión por medios apropiados, productos […]
 DISPOSITIVO DE FORMACION DE LOTES DE CANTIDADES VARIABLES DE OBJETOS PARA UNA CAPA QUE SE DEBE PALETIZAR, del 16 de Marzo de 2010, de OCME S.R.L.: Dispositivo de formación de lotes de cantidades variables de objetos para una capa de paletización, que comprende por lo menos una primera estación […]
DISPOSITIVO DE FORMACION DE LOTES DE CANTIDADES VARIABLES DE OBJETOS PARA UNA CAPA QUE SE DEBE PALETIZAR, del 16 de Marzo de 2010, de OCME S.R.L.: Dispositivo de formación de lotes de cantidades variables de objetos para una capa de paletización, que comprende por lo menos una primera estación […]
 MECANISMO DE MORDAZAS PARA DESPLAZAMIENTO DE PRODUCTOS EN LINEA, del 4 de Enero de 2010, de UAR BARCELONA, S.L.: Mecanismo de mordazas para desplazamiento de productos en línea, formado por dos partes (1a) y (1b) idénticas y simétricas o unitarias contra una superficie lisa, cada una […]
MECANISMO DE MORDAZAS PARA DESPLAZAMIENTO DE PRODUCTOS EN LINEA, del 4 de Enero de 2010, de UAR BARCELONA, S.L.: Mecanismo de mordazas para desplazamiento de productos en línea, formado por dos partes (1a) y (1b) idénticas y simétricas o unitarias contra una superficie lisa, cada una […]
 PROCEDIMIENTOS Y APARATO PARA SUPRIMIR AGUJEROS DE CONFIGURACIONES DE PRODUCTOS IMBRICADOS, del 16 de Noviembre de 2009, de DOUGLAS MACHINE, INC.: Procedimiento para suprimir agujeros en configuraciones de productos imbricados que comprende: el transporte de al menos un primer flujo […]
PROCEDIMIENTOS Y APARATO PARA SUPRIMIR AGUJEROS DE CONFIGURACIONES DE PRODUCTOS IMBRICADOS, del 16 de Noviembre de 2009, de DOUGLAS MACHINE, INC.: Procedimiento para suprimir agujeros en configuraciones de productos imbricados que comprende: el transporte de al menos un primer flujo […]
Aparato y método para envasar bolsitas, del 3 de Junio de 2020, de Universal Pack S.r.l: Aparato para el envasado de bolsitas que comprende: - una unidad de envasado primaria configurada para suministrar dichas bolsitas […]
MÁQUINA PALETIZADORA DE ENVASES Y PROCEDIMIENTO DE UTILIZACIÓN DE LA MISMA, del 30 de Abril de 2020, de AND & OR RESEARCH, S.L.U: Máquina paletizadora de envases y su procedimiento de utilización para conseguir la máxima compactación de los envases en bateas. La máquina comprende un bastidor, en […]
Procedimiento y dispositivo para evitar envases vacíos, del 29 de Abril de 2020, de GEA Food Solutions Germany GmbH (100.0%): Procedimiento para evitar envases vacíos , en el que n ≥ 2 productos alimenticios se cortan al menos parcialmente al mismo tiempo, con un dispositivo de corte en lonchas […]
Dispositivo de relevo, del 13 de Noviembre de 2019, de TOYO JIDOKI CO., LTD.: Un dispositivo de relevo que comprenda: una primera sección de transporte que transporta una pluralidad de objetos a transportar, continuamente […]