Dispositivo para recoger artículos de una estación de suministro y depositar los artículos en blísteres correspondientes de una tira de blísteres.
Dispositivo para recoger artículos de una estación de suministro y depositar los artículos en blísteres correspondientes de una tira de blísteres,
que comprende:
al menos un grupo de unidades (102, 302, 402) de agarre activadas por depresión, estando conformada cada una de las unidades (102, 302, 402) con un formato específico para recibir y retener un artículo (2, 2A, 2B) correspondiente que tiene una disposición y orientación predeterminadas;
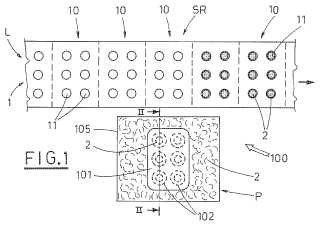
elementos (103, 303) de conexión de las unidades (102, 302, 402) de agarre a una cabeza (101, 410A, 401B) operativa, colocándose las unidades (102, 302, 402) de agarre en relación con una colocación de los blísteres (11, 11A, 11B) correspondientes previstos en la tira (1) de blísteres;
elementos (104) para mover la cabeza operativa en trayectos de ida y vuelta, respectivamente entre la estación de suministro (P) de los artículos (2, 2A, 2B) y una estación de liberación (R) de los artículos (2, 2A, 2B) en los blísteres correspondientes de la tira (1) de blísteres;
elementos de habilitación que se activan en relación de fase con los elementos (104) de movimiento, para activar las unidades (102, 302, 402) de agarre en la estación de suministro (P), unidades (102, 302, 402) de agarre que toman un número de artículos (2, 2A, 2B) igual a un número de las unidades (102, 302, 402) de agarre, y para desactivar las unidades (102, 302, 402) de agarre en la estación de liberación con un desenganche de los artículos (2, 2A, 2B) de las unidades (102, 302, 402) de agarre y una caída de los artículos (2, 2A, 2B) en los blísteres correspondientes de la tira (1) de blísteres;
estando caracterizado el dispositivo (100, 200, 300, 400) porque:
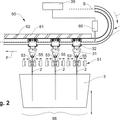
incluye elementos (201) de transporte para su interposición entre una cabeza (101, 401A, 401B) operativa relativa y la tira (10) de blísteres, antes de llenar los blísteres, para guiar los artículos (2, 2A, 2B) liberados por las unidades (102, 302, 402) de agarre para adoptar una orientación predeterminada en un plano horizontal, orientación que coincide con una orientación de blísteres (11, 1A, 11B) subyacentes relativos de la tira (10) de blísteres, y porque los elementos (201) de transporte están asociados a medios de activación, que definen, para los elementos (201) de transporte, una posición de trabajo descendida (W), en la que las secciones (202B) de salida inferiores están inmediatamente por encima de los blísteres (11, 11A, 11B), y una posición de descanso elevada (Y), en la que las secciones (202B) de salida inferiores están distanciadas de los blísteres (11, 11A, 11B).
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E08102349.
Solicitante: MARCHESINI GROUP S.P.A..
Nacionalidad solicitante: Italia.
Dirección: VIA NAZIONALE, 100 40065 PIANORO (BOLOGNA) ITALIA.
Inventor/es: MONTI, GUISEPPE.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B65B35/38 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65B MAQUINAS, APARATOS, DISPOSITIVOS O PROCEDIMIENTOS DE EMBALAJE DE OBJETOS O MATERIALES; DESEMBALAJE (dispositivos para la colocación en paquetes y el prensado de puros A24C 1/44; dispositivos para tensar y fijar ataduras adaptadas para ser soportadas por el objeto u objetos a fijar B25B 25/00; colocación de cierres en botellas, tarros o recipientes análogos B67B 1/00 - B67B 6/00; limpieza, llenado y cierre simultáneo de botellas B67C 7/00; vaciado de botellas, jarras, latas, cubas, barriles o contenedores similares B67C 9/00). › B65B 35/00 Suministro, alimentación, disposición u orientación de artículos a ser empaquetados. › que funcionan por succión.
- B65B5/10 B65B […] › B65B 5/00 Embalaje de objetos individuales en receptáculo o recipientes, p. ej. sacos, bolsas, cajas, cartones, latas, tarros. › Llenado de receptáculos o recipientes, progresivamente o por etapas sucesivas, introduciendo sucesivamente los objetos o capas de objetos.
- B65B5/12 B65B 5/00 […] › Introducción sucesiva de objetos, de forma o dimensiones diferentes, en posiciones predeterminadas, p. ej. productos de confitería.
PDF original: ES-2379865_T3.pdf
Fragmento de la descripción:
Dispositivo para recoger artículos de una estación de suministro y depositar los artículos en blísteres correspondientes de una tira de blísteres.
Sector de la técnica
La invención se refiere al sector técnico de las máquinas automáticas, de funcionamiento por etapas o continuas, para envasar productos tales como píldoras, comprimidos y similares en blísteres de una tira termoconformada, para obtener envases conocidos como envases tipo blíster.
En las máquinas anteriores, conocidas como máquinas de envases tipo blíster en un diseño de construcción común para muchas realizaciones, se incluye una primera línea operativa en la que la tira lisa se desenrolla de un carrete y se lleva a una estación de conformación en la que se fabrican los blísteres mediante impresión térmica; a continuación, la tira termoconformada avanza hacia una estación de relleno en la que se seleccionan, ordenan y suministran los productos a elementos de inserción, que rellenan cada blíster, situándose habitualmente un único producto en un único blíster.
Aguas abajo de la estación de relleno están situadas estaciones adicionales en las que la tira termoconformada, con los blísteres rellenos, se sella, controla, corta para separar un envase tipo blíster de otro; los envases tipo blíster formados de manera apropiada se suministran a continuación a una estación de salida, mientras que los defectuosos se desvían a una estación de rechazo.
En la máquina de envases tipo blíster, la estación de relleno es particularmente importante, y así es la solución técnica usada para realizar los elementos de inserción.
Estado de la técnica
La técnica anterior comprende diversas formas de realización para los elementos de inserción.
Una solución conocida comprende disponer, inmediatamente por encima de la tira de blísteres, una especie de bandeja de fondo abierto en la que los productos se suministran sueltos y de manera abundante y se hace que entren en los blísteres subyacentes en desplazamiento, mediante la fuerza de la gravedad y con la ayuda de medios para garantizar la entrada de un único producto por blíster, su disposición correcta dentro del blíster y una distribución preferida de los artículos en la bandeja, en mayores cantidades aguas arriba y menores cantidades aguas abajo.
Esta solución tiene la ventaja de que no incluye elementos conformados de manera especial ni en relación con el producto ni con la disposición u orientación de los blísteres en el envase tipo blíster, de modo que al cambiar la forma y disposición de los blísteres no se requiere ninguna sustitución de componentes.
La inserción de los productos en los blísteres ha demostrado en sí misma ser mejor cuando los productos tienen forma de disco que cuando son alargados; en este último caso, aumentan las dificultades de inserción si los blísteres están dispuestos transversalmente con respecto a la dirección de avance de la cinta termoconformada; además, la nueva clasificación aumentada requerida de los productos en la bandeja ha demostrado en sí misma ser desventajosa con respecto a la integridad de algunos tipos de píldoras, es decir, las que son más frágiles que otras.
Una solución conocida adicional describe cómo ordenar los productos en una dirección hacia una serie de canales, dispuestos de manera alineada con las filas correspondientes de células que se desplazan por debajo y se abren justo por encima de la superficie superior de la tira termoconformada.
Una fila de productos se forma en cada conducto del canal, fila que se retiene en la parte inferior mediante la tira termoconformada, en las zonas entre un blíster y otro, mientras se permite la liberación de un producto, por la fuerza de la gravedad, con el paso de cada una de las concavidades que definen los blísteres.
En variantes de la solución anterior, se incluyen elementos de interceptación en la base de las filas de productos en los canales, elementos que se abren en relación de fase con el paso de los blísteres.
Esta solución requiere un sistema complejo de planos de vibración para suministrar a los canales, realizados con una forma adecuada, que por tanto tienen que reemplazarse con cada cambio de formato del producto.
La conformación de los canales, específica para cada formato de producto, no evita una obstrucción con la consiguiente parada del descenso de las píldoras; esta obstrucción es más o menos frecuente según la forma de los propios productos; además, la solución muestra mayor funcionalidad, con productos alargados, si los blísteres se disponen en paralelo a la dirección de avance de la tira termoconformada.
Otra solución enseña el uso de una tira maestra en la que los blísteres se realizan con la misma forma y disposición que la tira termoconformada.
La tira maestra discurre con una trayectoria en anillo cerrado en la que se definen una rama superior y una rama inferior, estando la rama inferior enfrentada y por encima de la tira termoconformada, en relación de fase con la misma, de modo que los blísteres se alinean entre sí en la zona de trayectoria común.
Los productos se insertan en los blísteres de la tira maestra en la rama superior; los blísteres se mantienen en la base y se sitúan en comunicación con una fuente de depresión que aplica una depresión a los mismos, para retener los productos insertados tanto en el tramo de conexión curvado como en una parte de la rama inferior, hasta un punto predeterminado en el que se detiene la aspiración, permitiendo la caída del producto en los blísteres subyacentes correspondientes de la cinta termoconformada.
En una solución adicional (véase el documento WO2005/075293) la tira maestra está dotada de blísteres conformados que están ubicados en el lado de la cinta con blísteres, en perpendicular a la misma.
Los productos se insertan en los blísteres de la tira maestra en la zona de la misma que está más alejada de la cinta termoconformada, y cuando los productos alcanzan la zona más próxima se retiran por aspiración por medio de una cabeza que tiene múltiples elementos de agarre, soportados por un brazo robótico que puede transferir la cabeza sobre la cinta termoconformada para permitir la deposición de los productos en sus blísteres.
Si la cinta termoconformada se activa de manera continua, el brazo robótico puede mover la cabeza para seguir la tira por un tramo suficiente para permitir la descarga de los productos.
Las soluciones con la tira maestra tienen la ventaja de preparar los productos de manera óptima para su inserción en los respectivos blísteres, eliminando de la línea los problemas que pueden estar relacionados con formas de productos especiales y/o la disposición de los blísteres en la cinta termoconformada, que pueden llevar a dificultades de inserción, limitando así el riesgo de tener blísteres defectuosos; una desventaja, sin embargo, es que hay una mayor complejidad de elementos, haciendo que sean más caros y que el sistema sea excesivamente rígido, dando todo esto como resultado intervenciones largas y laboriosas para configurar la máquina para un cambio de formato de producto y/o el cambio del envase tipo blíster.
El documento EP 239 547 muestra un dispositivo de recogida para envasar artículos por succión.
Las soluciones descritas de la técnica anterior muestran aspectos tanto ventajosos como desventajosos que hacen que sea preferible una u otra según el momento, según necesidades especiales. Sin embargo, todas carecen de la flexibilidad operativa suficiente requerida para el mejor aprovechamiento de la máquina cuando cambian los requisitos de producción, en particular cuando cambia el formato de los artículos y la disposición mutua de los blísteres en la tira de blísteres.
Las soluciones descritas anteriormente pueden usarse tanto con máquinas activadas por etapas como con máquinas continuas; la velocidad de las últimas representa una variable adicional que puede modificar, de maneras obviamente diferentes, la funcionalidad operativa de las soluciones.
Objeto de la invención
Un objetivo de la presente invención es por tanto proporcionar un dispositivo para recoger artículos de una estación de suministro y depositar los artículos en blísteres correspondientes de una tira con blísteres, conformado de modo que su funcionamiento no se vea influido por el formato de los productos y/o... [Seguir leyendo]
Reivindicaciones:
1. Dispositivo para recoger artículos de una estación de suministro y depositar los artículos en blísteres correspondientes de una tira de blísteres, que comprende:
al menos un grupo de unidades (102, 302, 402) de agarre activadas por depresión, estando conformada cada una de las unidades (102, 302, 402) con un formato específico para recibir y retener un artículo (2, 2A, 2B) correspondiente que tiene una disposición y orientación predeterminadas;
elementos (103, 303) de conexión de las unidades (102, 302, 402) de agarre a una cabeza (101, 410A, 401B) operativa, colocándose las unidades (102, 302, 402) de agarre en relación con una colocación de los blísteres (11, 11A, 11B) correspondientes previstos en la tira (1) de blísteres;
elementos (104) para mover la cabeza operativa en trayectos de ida y vuelta, respectivamente entre la estación de suministro (P) de los artículos (2, 2A, 2B) y una estación de liberación (R) de los artículos (2, 2A, 2B) en los blísteres correspondientes de la tira (1) de blísteres;
elementos de habilitación que se activan en relación de fase con los elementos (104) de movimiento, para activar las unidades (102, 302, 402) de agarre en la estación de suministro (P) , unidades (102, 302, 402) de agarre que toman un número de artículos (2, 2A, 2B) igual a un número de las unidades (102, 302, 402) de agarre, y para desactivar las unidades (102, 302, 402) de agarre en la estación de liberación con un desenganche de los artículos (2, 2A, 2B) de las unidades (102, 302, 402) de agarre y una caída de los artículos (2, 2A, 2B) en los blísteres correspondientes de la tira (1) de blísteres;
estando caracterizado el dispositivo (100, 200, 300, 400) porque:
incluye elementos (201) de transporte para su interposición entre una cabeza (101, 401A, 401B) operativa relativa y la tira (10) de blísteres, antes de llenar los blísteres, para guiar los artículos (2, 2A, 2B) liberados por las unidades (102, 302, 402) de agarre para adoptar una orientación predeterminada en un plano horizontal, orientación que coincide con una orientación de blísteres (11, 1A, 11B) subyacentes relativos de la tira (10) de blísteres, y porque los elementos (201) de transporte están asociados a medios de activación, que definen, para los elementos (201) de transporte, una posición de trabajo descendida (W) , en la que las secciones (202B) de salida inferiores están inmediatamente por encima de los blísteres (11, 11A, 11B) , y una posición de descanso elevada (Y) , en la que las secciones (202B) de salida inferiores están distanciadas de los blísteres (11, 11A, 11B) .
2. Dispositivo para recoger artículos de una estación de suministro y depositar los artículos en blísteres correspondientes de una tira de blísteres según la reivindicación 1, caracterizado porque se incluye un número de unidades de agarre siendo el número igual a un número de los blísteres en un envase tipo blíster de la tira de blísteres, y porque las unidades de agarre se colocan en relación con la colocación de los blísteres (11, 11A, 11B) correspondientes previstos en la tira (1) de blísteres.
3. Dispositivo para recoger artículos de una estación de suministro y depositar los artículos en blísteres correspondientes de una tira de blísteres según la reivindicación 1, caracterizado porque se prevén cabezas (401A, 402B) operativas, dispuestas en serie y dotadas de grupos relativos de unidades (402) de agarre y destinadas a insertar sucesivamente artículos (2, 2A, 2B) que son diferentes entre sí en blísteres (11A, 11B) correspondientes de la tira de blísteres.
4. Dispositivo para recoger artículos de una estación de suministro y depositar los artículos en blísteres correspondientes de una tira de blísteres según la reivindicación 3, caracterizado porque los blísteres definen un envase tipo blíster.
5. Dispositivo para recoger artículos de una estación de suministro y depositar los artículos en blísteres correspondientes de una tira de blísteres según la reivindicación 1, caracterizado porque los elementos (201) de transporte están constituidos por una placa en la que están previstos conductos (202) en forma de embudo, coaxiales con los blísteres (11, 11A, 11B) , mostrando cada uno de los conductos (202) en forma de embudo una sección (202A) de entrada superior que tiene un área mayor que una unidad (102, 302, 402) de agarre correspondiente, y una sección (202B) de salida inferior conformada con un formato que concuerda con el blíster (11, 11A, 11B) correspondiente y con una orientación del mismo con respecto a un plano horizontal.
6. Dispositivo para recoger artículos de una estación de suministro y depositar los artículos en blísteres correspondientes de una tira de blísteres según la reivindicación 1 ó 2 ó 3 ó 4 ó 5, caracterizado porque las unidades (102, 302, 402) de agarre comprenden cada una un cuerpo alargado, que discurre en una dirección descendente con un eje vertical y conformado en la parte inferior para definir un asiento (102A) que tiene una forma y un tamaño que coinciden con una forma y tamaño de los artículos (2, 2A, 2B) , y una orientación en un plano horizontal que corresponde a una orientación de un blíster (11, 11A, 11B) relativo de la tira (10) de blísteres.
7. Dispositivo para recoger artículos de una estación de suministro y depositar los artículos en blísteres correspondientes de una tira de blísteres según la reivindicación 6, caracterizado porque están previstos respectivamente conductos longitudinales en el cuerpo de las unidades de agarre, estando previsto uno de los conductos longitudinales para cada una de las unidades de agarre, conductos que se abren en los asientos (102A) y soportan los elementos de habilitación.
8. Dispositivo para recoger artículos de una estación de suministro y depositar los artículos en blísteres correspondientes de una tira de blísteres según la reivindicación 1, caracterizado porque los elementos (103) de conexión son fijos y soportan el grupo de unidades (102, 402) de agarre, que están sujetas a los mismos.
9. Dispositivo para recoger artículos de una estación de suministro y depositar los artículos en blísteres correspondientes de una tira de blísteres según la reivindicación 1, caracterizado porque al menos una bandeja
(105) está ubicada en la estación de suministro (P) , al menos una bandeja (105) en la que se alimentan de manera suelta los artículos (2, 2A, 2B) , formando un montón de artículos (2) en el que en parte se introducen las unidades (102, 302, 402) de agarre activadas por depresión, soportadas por una cabeza operativa relativa activada por los elementos (104) de movimiento.
10. Dispositivo para recoger artículos de una estación de suministro y depositar los artículos en blísteres correspondientes de una tira de blísteres según la reivindicación 9, caracterizado porque en la bandeja (105) están presentes unos elementos, elementos que mantienen un nivel predeterminado de los artículos (2, 2A, 2B) , nivel que es homogéneo a lo largo de toda la bandeja (105) .
11. Dispositivo para recoger artículos de una estación de suministro y depositar los artículos en blísteres correspondientes de una tira de blísteres según la reivindicación 9, caracterizado porque los elementos (104) de movimiento confieren un movimiento horizontal de una entidad y dirección predeterminadas a la cabeza (101, 401A, 401 B) operativa, en una relación de fase con la inserción de las unidades (102, 302, 402) de agarre en el montón de artículos (2, 2A, 2B) para facilitar el enganche espontáneo de los artículos (2, 2A, 2B) en los asientos (102A) .
12. Dispositivo para recoger artículos de una estación de suministro y depositar los artículos en blísteres correspondientes de una tira de blísteres según la reivindicación 1 u 11, caracterizado porque los elementos (104) de movimiento están constituidos por al menos un brazo robótico que funciona a lo largo de ejes cartesianos y que tiene movimientos electrónicamente controlados.
13. Dispositivo para recoger artículos de una estación de suministro y depositar los artículos en blísteres correspondientes de una tira de blísteres según la reivindicación 1 u 11, caracterizado porque los elementos (104) de movimiento están constituidos por al menos un brazo robótico que tiene movimientos antropomórficos electrónicamente controlados.
14. Dispositivo para recoger artículos de una estación de suministro y depositar los artículos en blísteres correspondientes de una tira de blísteres según la reivindicación 1 ó 2 ó 3, caracterizado porque la estación de suministro (P) comprende al menos un alimentador (305) , alimentador (305) en el que se ordenan los artículos (2, 2A, 2B) , unos al lado de otros, en filas paralelas que tienen una misma distancia entre ejes que las filas de los blísteres (11, 11A, 11B) presentes en la tira (10) de blísteres, estando retenidas las filas de artículos (2, 2A, 2B) frente a un tope (305A) frontal presente en el alimentador (305) .
15. Dispositivo para recoger artículos de una estación de suministro y depositar los artículos en blísteres correspondientes de una tira de blísteres según la reivindicación 14, caracterizado porque los elementos (303) de conexión están dotados de medios motorizados, destinados a variar la distancia entre ejes de las unidades (302) de agarre relativas, según las direcciones de recorrido de las respectivas filas de artículos (2, 2A, 2B) en el alimentador
(305) y la tira (10) de blísteres, entre un valor mínimo de distancia entre ejes, identificado por los artículos (2, 2A, 2B) en contacto entre sí en el alimentador (305) y un valor máximo de distancia entre ejes, identificado por los blísteres (11, 11A, 11B) en la tira (10) de blísteres.
16. Dispositivo para recoger artículos de una estación de suministro y depositar los artículos en blísteres correspondientes de una tira de blísteres según la reivindicación 15, caracterizado porque en la dirección de recorrido de las filas de artículos (2, 2A, 2B) en el alimentador (305) , las unidades (302) de agarre muestran un tamaño menor que un tamaño de los artículos (2, 2A, 2B) .
17. Dispositivo para recoger artículos de una estación de suministro y depositar los artículos en blísteres correspondientes de una tira de blísteres según una cualquiera de las reivindicaciones anteriores, caracterizado porque están presentes unos medios de control, asociados a la cabeza (101) operativa, para verificar la presencia, en las unidades (102, 302, 402) de agarre, de un artículo (2, 2A, 2B) correspondiente tras una fase de recogida del mismo.
18. Dispositivo para recoger artículos de una estación de suministro y depositar los artículos en blísteres correspondientes de una tira de blísteres según la reivindicación 17, caracterizado porque los medios de control son de tipo de medición por depresión.
Patentes similares o relacionadas:
 Procedimiento para la apertura automática de un medio de soporte, así como un dispositivo para la realización del procedimiento, del 24 de Junio de 2020, de FERAG AG: Procedimiento para la apertura automática de medios de soporte y la puesta a disposición de los medios de soporte en medios auxiliares de carga y de transporte […]
Procedimiento para la apertura automática de un medio de soporte, así como un dispositivo para la realización del procedimiento, del 24 de Junio de 2020, de FERAG AG: Procedimiento para la apertura automática de medios de soporte y la puesta a disposición de los medios de soporte en medios auxiliares de carga y de transporte […]
Casete de medicamentos y aparato automático de empaquetado de medicamentos con el mismo, del 27 de Mayo de 2020, de JVM Co., Ltd: Un casete de medicamentos para suministrar automáticamente medicamentos de acuerdo con la información de la prescripción, comprendiendo el casete de medicamentos : un […]
MÁQUINA DE EMPAQUETADO DE TUBOS CILÍNDRICOS Y PROCESO DEEMPAQUETADO, del 11 de Marzo de 2020, de AKYUREK KARDESLER TARIM URUNLERI MAKINALARI TASIMACILIK VE MADENCILIK SANAYI TICARET LIMITED SIRKETI, SUCURSAL EN ESPAÑA: Máquina de empaquetado de tubos cilíndricos y proceso de empaquetado que se lleva a efecto con dicha máquina, destinada a introducir un conjunto de tubos […]
Máquina encajadora de monodosis, del 11 de Marzo de 2020, de IMASDE EXTREMADURA S.L: La máquina encajadora de monodosis está diseñada para realizar el encajado de envases de tipo monodosis de distintos formatos en cajas vacías […]
 Un dispositivo de transporte para transportar un elemento de recipiente para recibir artículos farmacéuticos desde una máquina contadora hasta el interior de recipientes de avance continuo, del 29 de Enero de 2020, de MARCHESINI GROUP S.P.A.: Un dispositivo de transporte para transportar un elemento (TC) de recipiente para recibir y transferir artículos, caracterizado por que comprende:
[…]
Un dispositivo de transporte para transportar un elemento de recipiente para recibir artículos farmacéuticos desde una máquina contadora hasta el interior de recipientes de avance continuo, del 29 de Enero de 2020, de MARCHESINI GROUP S.P.A.: Un dispositivo de transporte para transportar un elemento (TC) de recipiente para recibir y transferir artículos, caracterizado por que comprende:
[…]
Dispositivo de envasado de blíster y procedimiento de envasado de blíster, del 11 de Diciembre de 2019, de JVM Co., Ltd: Dispositivo de envasado de blíster que comprende: un bastidor ; una tolva principal unida al bastidor y configurada para recibir comprimidos; un módulo […]
Máquina empaquetadora para morriones de alambre, del 20 de Noviembre de 2019, de GEFIN, S.R.L.: Una máquina empaquetadora para morriones de alambre en contenedores que tienen formas diferentes y predeterminadas, incluyendo: - una estructura de […]
Máquina de embalar, del 20 de Noviembre de 2019, de Mad Automation SRL: Máquina de embalar que comprende: - un transportador de entrada para transportar productos para su embalaje a lo largo de una dirección de desplazamiento […]