Dispositivo para la realización de ranuras de debilitamiento en una lámina o cubierta.
Dispositivo para la realización de ranuras de debilitamiento en una lámina o cubierta que comprende:
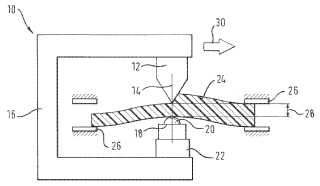
una cuchilla de corte (12, 12’, 12’’), un soporte (20, 40, 40’, 66, 92) dispuesto frente a la cuchilla de corte (12, 12’, 12’’), pudiéndose disponer la lámina o cubierta (24) entre el soporte (20, 40, 40’, 66, 92) y la cuchilla de corte (12, 12’, 12’’) y apoyarse contra el soporte (20, 40, 40’, 66, 92), y la cuchilla de corte (12, 12’, 12’’) está realizada relativamente móvil respecto a la lámina o cubierta (24), caracterizado porque está previsto un sensor (62, 94) para detectar la posición del soporte (20, 40, 40’, 66, 92) en el eje de corte, está previsto un sensor (54) para detectar la posición de la cuchilla de corte (12, 12’, 12’’) en el eje de corte, está previsto un dispositivo de control y regulación (56) que recibe de cada uno de los sensores (62, ; 94; 54) una señal correspondiente, y porque está previsto un accionamiento de ajuste (50, 104) para el ajuste de la cuchilla de corte (12, 12’, 12’’) en el eje de corte; la unidad de control y regulación (56) está realizada para la determinación de la distancia entre la punta de la cuchilla de corte (12, 12’, 12’’) y el soporte (20, 40, 40’, 66, 92), y la unidad de control y regulación (56) está realizada para la generación de una señal de ajuste dependiendo de las señales del sensor para la detección de la posición del soporte (62, 94) y la señal de ajuste es proporcionada al accionamiento de ajuste (50, 104) .
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2007/052412.
Solicitante: KRAUSSMAFFEI TECHNOLOGIES GMBH.
Nacionalidad solicitante: Alemania.
Dirección: KRAUSS-MAFFEI-STRASSE 2 80997 MUNCHEN ALEMANIA.
Inventor/es: SCHUEPPSTUHL,THORSTEN.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B26D3/08 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B26 HERRAMIENTAS MANUALES DE CORTE; CORTE; SEPARACION. › B26D CORTE; DETALLES COMUNES A LAS MAQUINAS DE PERFORACION, PUNZONADO, CORTE, O CORTE CON SACABOCADOS (disgregación por medio de cuchillos u otros elementos cortantes o desgarrantes que transforman el material en fragmentos B02C 18/00; corte mediante chorros de fluidos abrasivos B24C 5/02; herramientas manuales de corte B26B). › B26D 3/00 Corte de una pieza caracterizado por la naturaleza del corte; Equipo a este efecto. › Corte superficial en la superficie de la pieza sin levantamiento de materia, p. ej. entalladura, incisión.
PDF original: ES-2390683_T3.pdf
Fragmento de la descripción:
Dispositivo para la realización de ranuras de debilitamiento en una lámina o cubierta
La presente invención se refiere a un dispositivo para la realización de ranuras de debilitamiento en una lámina o cubierta según el preámbulo de la reivindicación 1. Un dispositivo de este tipo se muestra en el documento DE 20314281 U1.
Para determinados ámbitos de aplicación es necesario realizar ranuras de debilitamiento en elementos planos que, por ejemplo, pueden definir un lugar de rotura controlada. Un ámbito de aplicación es la fabricación de cuadros de mandos para automóviles con un airbag integrado, en los que al abrirse el airbag se rompe el cuadro de mandos en el lugar designado, en particular los lugares de debilitamiento, para que pueda salir el airbag. Con el concepto “lámina” o “cubierta” empleado en la presente solicitud se deben entender cubiertas de plástico, láminas o piezas de trabajo planas análogas, en las que el objetivo es cortar el material por una cara de modo que se produzca un espesor de pared residual definido, independiente del espesor de pared que eventualmente fluctúe localmente, así como las tolerancias de un movimiento relativo de la herramienta a la pieza de trabajo guiado por robot. Precisamente en el caso de realización de un debilitamiento en las cubiertas de cuadros de mandos de automóviles en la zona del airbag, que deben ser considerados como componentes de seguridad, es muy importante una alta precisión de la ranura, una alta seguridad de procedimiento y una buena documentación del procedimiento.
Un dispositivo conocido para la realización de tales ranuras de debilitamiento está representado esquemáticamente en la Fig. 7. Así, en el caso de un dispositivo de corte 100 correspondiente, una cuchilla de corte 102 es conducida a través de una mesa de soporte 108 sobre la que está dispuesta una pieza de trabajo 110 que se va a debilitar a lo largo de determinadas líneas. Debido a la distancia de la punta de la cuchilla de corte 102 a la mesa de soporte 108, al mover la cuchilla de corte 102 se produce una ranura en la pieza de trabajo 110, quedando un espesor de pared residual que está caracterizado con el símbolo de referencia 112. En el caso presente, la cuchilla de corte 102 puede ser movida en la dirección del eje de corte hacia la mesa de soporte y lejos de ella por medio de un motor de ajuste 104 y un accionamiento de husillo 106. Para controlar y regular la profundidad del corte de la herramienta de corte se emplea un sensor 118 que mide la distancia (símbolo de referencia 116) a la mesa de soporte 108 realizada metálica. La referencia geométrica (símbolo de referencia 114) entre la señal de sensor y el espesor de pared residual es utilizada como referencia en el preludio del procedimiento, por ejemplo por un proceso de calibración único. La señal recibida puede ser utilizada para el control del corte realizado o para la regulación de la profundidad de corte durante el propio proceso de corte.
El déficit principal de esta disposición consiste en que el sensor está dispuesto desplazado respecto al eje de corte. Por este distanciamiento, en particular en caso de contornos de corte tridimensionales, son determinados valores de distancia erróneos entre la punta de corte y la mesa de soporte que no corresponden a la situación real en la herramienta de corte. En base a valores de medida posiblemente erróneos no puede por tanto ser realizado un movimiento de compensación correspondiente, con lo que las ranuras no son realizadas precisamente con seguridad de procedimiento.
Otro dispositivo para la realización de una ranura es conocido por el documento US 4, 517, 872. Allí está prevista una rueda de corte que es conducida en un brazo y atraviesa una banda dispuesta sobre una tira que se apoya contra un soporte. Es decisivo aquí que sea la banda y no la tira la que sea atravesada. Esto es diferente del presente problema en el que un material debe ser debilitado.
El objeto de la presente invención es indicar un dispositivo con el contenido genérico expuesto en el que pueda ser producido con exactitud el debilitamiento deseado con un espesor de pared residual predeterminado.
Este objeto se lleva a cabo por las características mencionadas en la reivindicación 1.
De acuerdo con ello, un objeto que se puede encontrar en la presente invención es que está previsto un dispositivo con el que la distancia entre la cuchilla de corte y un soporte puede ser realizada constante a lo largo del eje de corte. Si la distancia entre el soporte y la cuchilla de corte es constante y la lámina se apoya continuamente contra el soporte, esto sólo puede conducir de forma infalible a un espesor de pared residual constante.
Para ello es posible ajustar entre sí ambos elementos, que eventualmente son graduables entre sí, de manera que esté siempre asegurado el espesor de pared residual predefinido mencionado antes. Para este fin, en cada caso en el eje de corte se va a detectar la posición del soporte y/o la posición de la cuchilla de corte. Las dos posiciones pueden ser llevadas a un dispositivo de control y regulación, que a partir de ellas determina la distancia entre la punta de la cuchilla de corte y el soporte. En correspondencia a esta señal, un accionamiento puede ser controlado para la cuchilla de corte o el soporte o eventualmente también para ambos dispositivos, de modo que en un procedimiento de regulación esté asegurada la distancia para conseguir un espesor de pared residual deseado. Es característica aquí de nuevo la distancia fija en la prolongación del eje de corte.
Para conseguir un efecto de corte, la cuchilla de corte y la lámina o cubierta deben ser movidas relativamente entre sí. Por tanto, o bien la cuchilla de corte sola o la lámina o la cubierta sola, o bien también los dos elementos al mismo tiempo pueden ser movidos uno hacia otro.
Para introducir líneas de debilitamiento en un material realizadas de forma discrecional puede ser ventajoso que la cuchilla de corte esté realizada giratoria en torno a su eje de corte. En este caso si se produce una variación respectiva de la dirección entre la cuchilla de corte y la pieza de trabajo, la cuchilla de corte se puede ajustar siempre de forma deseada para la realización de una ranura óptima. El estribo en este caso puede ser sujeto a la muñeca del robot mediante una rueda libre y un sustentador de momentos en una posición de giro fija independiente del giro de la herramienta o del eje 6. En este caso el apoyo antagonista se puede realizar como esfera móvil para posibilitar un movimiento en la dirección de corte de la cuchilla. Gracias a esta medida el estribo puede ser mantenido en una posición que permite un acceso óptimo a la pieza de trabajo.
Naturalmente puede estar previsto al mismo tiempo también un accionamiento de giro adicional para el giro de la cuchilla de corte (por ejemplo, como eje de robot externo) que sea ajustado en correspondencia a la variación de la dirección. Igualmente es posible sustituir el sustentador de momentos y la esfera por un rodillo móvil que sea montado sobre un accionamiento de giro adicional y sincronizado.
Otra forma de realización está caracterizada porque la cuchilla de corte opuesta al soporte comprende un dispositivo palpador integral que cuando la cubierta o lámina está introducida es desplazado hacia atrás contra un tope y cuando falta la cubierta o lámina es desplazado a depositarse en la cuchilla de corte. La zona de desplazamiento entre las dos posiciones que se acaban de describir es determinada por medio de un sensor. Esta realización es especialmente interesante cuando se quiere averiguar si la cuchilla de corte está dañada en su punta delantera. Si, por ejemplo, la punta de la cuchilla de corte está partida, entonces la zona de desplazamiento sería mayor que el espesor de pared residual deseado y en base a la desviación se podría concluir o bien una regulación errónea o también una cuchilla de corte dañada.
A continuación se explicará en detalle la invención en virtud de varios ejemplos de realización con referencia a los dibujos adjuntos. Los dibujos muestran en:
Fig. 1, un alzado lateral esquemático de una herramienta de corte según una primera forma de realización, Fig. 2, un alzado lateral esquemático de una herramienta de corte según una segunda forma de realización, Fig. 3, una representación esquemática de una herramienta de corte según la invención, Fig. 4, una representación esquemática de una herramienta de... [Seguir leyendo]
Reivindicaciones:
1. Dispositivo para la realización de ranuras de debilitamiento en una lámina o cubierta que comprende: una cuchilla de corte (12, 12’, 12’’) , un soporte (20, 40, 40’, 66, 92) dispuesto frente a la cuchilla de corte (12, 12’, 12’’) , pudiéndose disponer la lámina o cubierta (24) entre el soporte (20, 40, 40’, 66, 92) y la cuchilla de corte (12, 12’, 12’’) y apoyarse contra el soporte (20, 40, 40’, 66, 92) , y la cuchilla de corte (12, 12’, 12’’) está realizada relativamente móvil respecto a la lámina o cubierta (24) , caracterizado porque está previsto un sensor (62, 94) para detectar la posición del soporte (20, 40, 40’, 66, 92) en el eje de corte, está previsto un sensor (54) para detectar la posición de la cuchilla de corte (12, 12’, 12’’) en el eje de corte, está previsto un dispositivo de control y regulación (56) que recibe de cada uno de los sensores (62, ; 94; 54) una señal correspondiente, y porque está previsto un accionamiento de ajuste (50, 104) para el ajuste de la cuchilla de corte (12, 12’, 12’’) en el eje de corte; la unidad de control y regulación (56) está realizada para la determinación de la distancia entre la punta de la cuchilla de corte (12, 12’, 12’’) y el soporte (20, 40, 40’, 66, 92) , y la unidad de control y regulación (56) está realizada para la generación de una señal de ajuste dependiendo de las señales del sensor para la detección de la posición del soporte (62, 94) y la señal de ajuste es proporcionada al accionamiento de ajuste (50, 104) .
2. Dispositivo según la reivindicación 1, caracterizado porque entre la cuchilla de corte (12, 12’, 12’’) y el soporte (20, 40, 40’, 66, 92) está realizado un acoplamiento mecánico (16, 80, 80’, 80’’) .
3. Dispositivo según una de las reivindicaciones anteriores, caracterizado porque un dispositivo de desplazamiento
(74) para la realización del movimiento relativo de la lámina o cubierta (24) y la cuchilla de corte (12, 12’, 12’’) se aplica directa o indirectamente a la cuchilla de corte (12, 12’, 12’’) que está realizada para el movimiento de la cuchilla de corte (12, 12’, 12’’) .
4. Dispositivo según una de las reivindicaciones anteriores, caracterizado porque un dispositivo de desplazamiento para la realización del movimiento relativo de la lámina o cubierta (24) y la cuchilla de corte (12, 12’, 12’’) se aplica directa o indirectamente a la cubierta o lámina (24) o a una fijación para la cubierta o la lámina que está realizada para el movimiento de la cubierta o lámina.
5. Dispositivo según una de las reivindicaciones anteriores, caracterizado porque la cuchilla de corte (12, 12’, 12’’) está realizada giratoria en torno a su eje de corte.
6. Dispositivo según una de las reivindicaciones anteriores, caracterizado porque está previsto un accionamiento de giro (76) para el giro de la cuchilla de corte (12, 12’, 12’’) .
7. Dispositivo según una de las reivindicaciones anteriores, caracterizado porque el soporte (20, 40, 40’, 66, 92) situado frente a la cuchilla de corte (12, 12’, 12’’) comprende un dispositivo palpador integral que cuando la cubierta
o lámina (24) está insertada es movido hacia atrás contra un tope y cuando falta la película o lámina puede ser desplazado para depositarse en la cuchilla de corte (12, 12’, 12’’) , siendo determinado el rango de desplazamiento por medio de un sensor (62) .
Patentes similares o relacionadas:
Tenazas para cortar losas o azulejos, del 1 de Julio de 2020, de BREVETTI MONTOLIT S.P.A.: Tenazas de grabado para azulejos o losas realizadas en material duro, que comprende un par de piezas de palanca (1a, 1b) articuladas entre […]
Aparato de marcado y rebanado, del 22 de Enero de 2020, de Gunntech Manufacturing, Inc: Un aparato para cortar una pieza de trabajo , comprendiendo el aparato : un par de rieles separados : un carro de cuchillas enganchado de […]
Máquina de conversión elevada para la conversión de materiales en modelos de empaquetado, del 8 de Enero de 2020, de Packsize, LLC: Una máquina de conversión utilizada para convertir material plegado en acordeón en moldes de empaquetado para su ensamblaje en cajas u otro empaquetado, […]
Método para producir un elemento de cápsula, y elemento de cápsula, del 27 de Noviembre de 2019, de SACMI COOPERATIVA MECCANICI IMOLA SOCIETA' COOPERATIVA: Un método para producir un elemento de una cápsula, estando destinada la cápsula a contener un producto que tiene al menos un componente que se puede extraer […]
DISPOSITIVO DE PRECORTE DE ENVASES, del 8 de Noviembre de 2019, de INDUSTRIAS TECNOLÓGICAS DE MECANIZACIÓN Y AUTOMATIZACIÓN, S.A: Dispositivo de precorte de envases: que comprende una placa matriz y una placa porta punzones provista de unos cuchillos superiores […]
Máquina de conversión, del 6 de Noviembre de 2019, de Packsize, LLC: Una máquina de conversión usada para convertir material en lámina en plantillas de embalaje para ensamblarlas en cajas u otro embalaje, comprendiendo […]
Dispositivo automatizado vaciador de bolsas de producto sanguíneo congelado, del 14 de Agosto de 2019, de GRIFOLS WORLDWIDE OPERATIONS LIMITED: Dispositivo automatizado vaciador de bolsas de producto sanguíneo congelado, que comprende: - un extractor para el producto; - una tolva para recibir producto; […]
 Procedimiento y sistema para el tratamiento previo de cartón, del 28 de Junio de 2019, de Highcon Systems Ltd: Un sistema de tratamiento previo de cartón, que comprende:
un módulo de ranurar para crear en un cartón ranuras alrededor de […]
Procedimiento y sistema para el tratamiento previo de cartón, del 28 de Junio de 2019, de Highcon Systems Ltd: Un sistema de tratamiento previo de cartón, que comprende:
un módulo de ranurar para crear en un cartón ranuras alrededor de […]