DISPOSITIVO PARA PROPORCIONAR ASPEREZA A LAS SUPERFICIES, PARTICULARMENTE EN LA MECANIZACION DE PLACAS DE MATERIAL DURO.
Dispositivo para la formación de marcas dispuestas de manera uniforme sobre una superficie sustancialmente plana o curva (S) de un producto (P),
que comprende:
- una estructura de soporte (2) para los productos (P) que se están mecanizando, con una parte de alimentación de entrada (3) y una parte de alimentación de salida (4);
- unos medios (5) para alimentar los productos (P) que se van a mecanizar a lo largo de un plano de soporte (Pi) en una dirección longitudinal (X) y con un paso de alimentación predeterminado (p);
- una pluralidad de herramientas (8) para mecanizar los productos (P), definiendo cada una de dichas herramientas (8) un eje de mecanizado (W) que interseca dicha superficie plana (S);
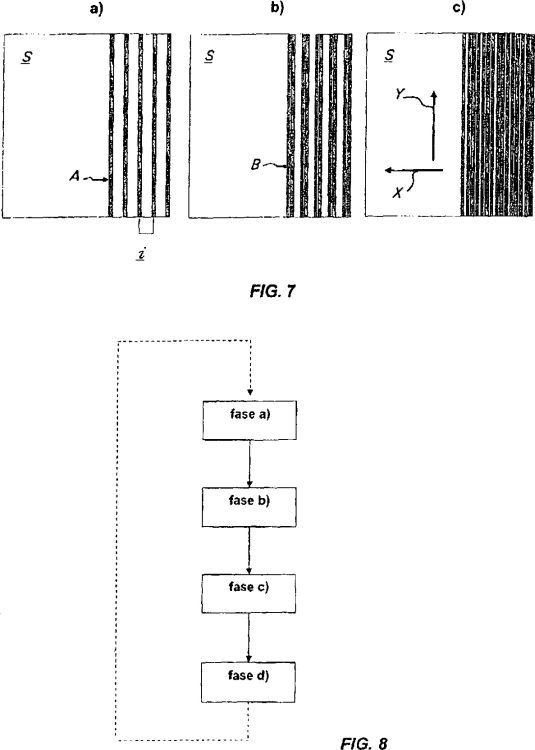
- unos medios de control (9) para dicha pluralidad de herramientas de mecanizado (8), en el que dichas herramientas (8) presentan distancias centro a centro (i) predeterminadas entre sí a lo largo de dicha dirección longitudinal (X), que están relacionadas con dicho paso de alimentación (p), siendo dichas distancias centro a centro (i) directamente proporcionales a la magnitud de dicho paso de alimentación (p) e inversamente proporcionales al número (n) de cada herramienta (8) de dicha pluralidad, comprendiendo dichos medios de control (9) unos medios (10) para trasladar dicha pluralidad de herramientas (8) en una dirección transversal (Y 1) esencialmente perpendicular a dicha dirección longitudinal (X) de manera que se evite cualquier repetición de golpes en un mismo punto del producto (P); caracterizado porque dichos medios de traslación (10) comprenden por lo menos un bloque portador (12) sobre el que se monta dicha pluralidad de herramientas (8), funcionando dicho por lo menos un bloque portador (12) en una dirección esencialmente paralela a dicha dirección transversal (Y1) sin movimiento a lo largo de dicha dirección longitudinal (X), comprendiendo además dichos medios de traslación una pluralidad de correderas de soporte (14) para cada una de dichas herramientas (8) que se deben montar en dicho por lo menos un bloque portador (12), presentando dicho por lo menos un bloque portador (12) por lo menos una guía (15) que se puede acoplar de manera deslizante mediante dichas correderas de soporte (14) para ajustar dichas distancias centro a centro (i) y proporcionar diferentes valores de las mismas apropiados para el mecanizado correcto sin la repetición de golpes sobre el mismo punto del producto (P)
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E06012847.
Solicitante: LOVATO, CLAUDIO.
Nacionalidad solicitante: Italia.
Dirección: VIA BARBARANI 12,37123 VERONA.
Inventor/es: LOVATO,CLAUDIO.
Fecha de Publicación: .
Fecha Solicitud PCT: 22 de Junio de 2006.
Fecha Concesión Europea: 5 de Agosto de 2009.
Clasificación Internacional de Patentes:
- B28D1/26 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B28 TRABAJO DEL CEMENTO, DE LA ARCILLA O LA PIEDRA. › B28D TRABAJO DE LA PIEDRA O DE MATERIALES SIMILARES A LA PIEDRA (máquinas o procedimientos de explotación de minas o canteras E21C). › B28D 1/00 Trabajo de la piedra o de los materiales análogos, p. ej. ladrillos, hormigón, no previsto en otro lugar; Máquinas, dispositivos, herramientas a este efecto (trabajo fino de las perlas, joyas, cristales B28D 5/00; trabajo con muela o pulido B24; dispositivos o medios para desgastar o acondicionar el estado de superficies abrasivas B24B 53/00). › por herramientas de percusión, p. ej. por medio de cinceles u otras herramientas dotadas de una arista cortante (máquinas portátiles de percusión B25D).
Clasificación PCT:
- B28D1/26 B28D 1/00 […] › por herramientas de percusión, p. ej. por medio de cinceles u otras herramientas dotadas de una arista cortante (máquinas portátiles de percusión B25D).
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
Dispositivo para proporcionar aspereza a las superficies, particularmente en la mecanización de placas de material duro.
Campo de la invención
La presente invención se refiere a la mecanización de piedras y similar y, particularmente, se refiere a un dispositivo para la formación de un patrón de marcas de superficie en superficies planas o curvas, especialmente para el mecanizado de superficies de placas de material duro o similares, como por ejemplo es conocido a partir del documento EP 0422610, que muestra un dispositivo según el preámbulo de la reivindicación 1.
Antecedentes de la invención
Tal como resulta conocido, los procesos de mecanizado como el abujardado, ranurado, cincelado u otros, en la superficie de productos de un material relativamente duro, como mármol, hormigón o piedra en general, que normalmente presentan una forma de plato, se llevan a cabo para añadir un efecto estético o funcional específico al producto, que no se podría obtener por medio de otros procesos. Estos procesos pueden añadir varios grados de aspereza a la superficie del producto, haciendo así posible la formación de un patrón o textura particular en el mismo.
En las soluciones según la técnica anterior, por ejemplo normalmente se realiza, el abujardado utilizando una herramienta específica accionada por un pistón, conocida como bujarda, que puede estar formada en distintos tipos de aleaciones de acero. La herramienta está constituida por un vástago conectado a un elemento de golpeo específico provisto de una cantidad de elementos puntiagudos o biselados predeterminados en su cara de golpeo. Las puntas generalmente están dispuestas de manera uniforme en la cara de la herramienta y se pueden proporcionar en distintas cantidades dependiendo de su tamaño y del tamaño de la herramienta. Así, el efecto estético se obtiene golpeando repetidamente la superficie del producto con la bujarda.
El abujardado, así como el desplazamiento de la placa, se pueden llevar a cabo de forma manual o automática por medio de máquinas de abujardado especiales.
Una desventaja aparente de la solución manual es la dificultad y la lentitud del proceso de mecanizado. Además, la presión de golpeo de la herramienta impartida por el operario no siempre resulta la adecuada como para conseguir el efecto deseado.
Por otro lado, el mecanizado automático se lleva a cabo en líneas específicas en las que se alimenta la placa por medio de rodillos o bandas y se golpea con uno o más martillos normalmente accionados por aire, que golpean contra la misma a alta presión. Los martillos están montados en un brazo que puede ser estacionario o se puede desplazar transversalmente con respecto a la dirección de alimentación del producto que se está mecanizando.
Una desventaja aparente de estas soluciones es que las herramientas de mecanizado golpean el producto en la línea en patrones repetitivos de un tipo. Así, aunque el proceso de mecanizado sea más rápido que en las soluciones manuales, sigue siendo bastante lento, debido a que es posible que la herramienta golpee en una punta varias veces. Además, esta operación en realidad evita la formación de patrones específicos en la superficie mecanizada, lo que afecta la calidad estética del producto final.
Con el fin de superar una o más de dichas desventajas, se han propuesto diversas soluciones de mecanizado.
El documento JP10151620 da a conocer un dispositivo de abujardado para su uso con materiales duros, particularmente mármoles, que comprende un brazo de soporte accionado por un dispositivo de control, y con una única herramienta acoplada al mismo. Aunque esta solución supera parcialmente el problema asociado con la falta de control, todavía adolece de la desventaja aparente de llevar a cabo el mecanizado mediante una única herramienta. Como resultado, el proceso sigue siendo demasiado lento y no proporciona un rendimiento optimizado.
El documento EP0422610 da a conocer un dispositivo provisto de un quemador con una pluralidad de boquillas flameantes o de una pluralidad de herramientas de abujardado para el tratamiento de la superficie de placas, moviéndose en dicho dispositivo las herramientas de manera que se realicen disposiciones de marcado sucesivas sobre la superficie plana, bien en posiciones desplazadas sin uniones, o en posiciones sobrepuestas.
Sin embargo, esta solución adolece de la desventaja aparente de que las marcas realizadas por el quemador son sustancialmente continuas a lo largo de una dirección transversal con respecto a la dirección de alimentación de las placas. Por lo tanto, los patrones resultantes son repetitivos y la calidad estética del producto final se sigue viendo afectada. Además, el tratamiento por flameado no permite un control sencillo y preciso de la forma de marcado.
Se conoce otro dispositivo de abujardado a partir del documento DE19953239, que da a conocer un dispositivo provisto de patrones no controlados sobre la superficie que se va a tratar.
Sumario de la invención
El objetivo de la presente invención consiste en superar las desventajas mencionadas anteriormente, proporcionando un procedimiento para la formación de un patrón predeterminado de marcado en superficies planas o curvadas, particularmente en el mecanizado de la superficie de placas de material duro, o similares, que resulte altamente eficiente y presente un coste efectivo.
Un objetivo en particular consiste en proporcionar un procedimiento que permita formar marcas dispuestas uniformemente sobre la superficie del producto que se está mecanizando.
Otro objetivo de la invención consiste en proporcionar un procedimiento que optimice los tiempos de mecanizado del producto individual, acelerando así el proceso en general.
Otro objetivo consiste en proporcionar un procedimiento que permita llevar a cabo el mecanizado de un modo controlado.
Todavía otro objetivo consiste en proporcionar un procedimiento que permita la obtención de un producto acabado que resulte agradable estéticamente.
Otro objetivo importante consiste en proporcionar un dispositivo para llevar a cabo dicho procedimiento.
Estos y otros objetivos, que se expondrán a continuación, se consiguen gracias a un dispositivo para la formación de marcas dispuestas de modo uniforme sobre una superficie sustancialmente plana o curvada de un producto, que comprende una estructura de soporte para los productos que se están mecanizando, con una parte de entrada de alimentación y una parte de salida de alimentación, unos medios para alimentar los productos que se van a mecanizar en un plano de soporte en una dirección longitudinal y con un paso de alimentación predeterminado, una pluralidad de herramientas para mecanizar los productos, definiendo cada una de dichas herramientas un eje de mecanizado que intersecciona dicha superficie plana, y medios de control para dicha pluralidad de herramientas de mecanizado.
Las herramientas presentan distancias centro a centro entre sí predeterminadas en dicha dirección longitudinal, siendo distancias centro a centro relacionadas con dicho paso de alimentación, directamente proporcionales a la magnitud de dicho paso de alimentación e inversamente proporcionales a la cantidad de cada herramienta de dicha pluralidad, comprendiendo dichos medios de control medios para trasladar dicha pluralidad de herramientas en una dirección transversal esencialmente perpendicular a dicha dirección longitudinal, de manera que se evite cualquier repetición de golpeo en un mismo punto del producto (P).
De acuerdo con la invención, dichos medios de traslación comprenden por lo menos un bloque portador en el que se monta dicha pluralidad de herramientas, funcionando dicho por lo menos un bloque portador en una dirección esencialmente paralela a dicha dirección transversal sin movimiento a lo largo de dicha dirección longitudinal, comprendiendo además dichos medios de traslación una pluralidad de correderas de soporte para cada una de dichas herramientas que se montarán en dicho por lo menos un bloque portador, estando dicho por lo menos un bloque portador provisto de por lo menos una guía que se puede acoplar de manera que permita su deslizamiento mediante dichas correderas de soporte para regular dichas distancias centro a centro y proporcionar diferentes valores de las mismas adecuados para el mecanizado adecuado sin repetición de los golpes en el mismo punto del producto.
Gracias a esta configuración particular, el dispositivo según la invención permite formar marcas...
Reivindicaciones:
1. Dispositivo para la formación de marcas dispuestas de manera uniforme sobre una superficie sustancialmente plana o curva (S) de un producto (P), que comprende:
- - una estructura de soporte (2) para los productos (P) que se están mecanizando, con una parte de alimentación de entrada (3) y una parte de alimentación de salida (4);
- - unos medios (5) para alimentar los productos (P) que se van a mecanizar a lo largo de un plano de soporte (p) en una dirección longitudinal (X) y con un paso de alimentación predeterminado (p);
- - una pluralidad de herramientas (8) para mecanizar los productos (P), definiendo cada una de dichas herramientas (8) un eje de mecanizado (W) que interseca dicha superficie plana (S);
- - unos medios de control (9) para dicha pluralidad de herramientas de mecanizado (8),
en el que dichas herramientas (8) presentan distancias centro a centro (i) predeterminadas entre sí a lo largo de dicha dirección longitudinal (X), que están relacionadas con dicho paso de alimentación (p), siendo dichas distancias centro a centro (i) directamente proporcionales a la magnitud de dicho paso de alimentación (p) e inversamente proporcionales al número (n) de cada herramienta (8) de dicha pluralidad, comprendiendo dichos medios de control (9) unos medios (10) para trasladar dicha pluralidad de herramientas (8) en una dirección transversal (Y1) esencialmente perpendicular a dicha dirección longitudinal (X) de manera que se evite cualquier repetición de golpes en un mismo punto del producto (P);
caracterizado porque dichos medios de traslación (10) comprenden por lo menos un bloque portador (12) sobre el que se monta dicha pluralidad de herramientas (8), funcionando dicho por lo menos un bloque portador (12) en una dirección esencialmente paralela a dicha dirección transversal (Y1) sin movimiento a lo largo de dicha dirección longitudinal (X), comprendiendo además dichos medios de traslación una pluralidad de correderas de soporte (14) para cada una de dichas herramientas (8) que se deben montar en dicho por lo menos un bloque portador (12), presentando dicho por lo menos un bloque portador (12) por lo menos una guía (15) que se puede acoplar de manera deslizante mediante dichas correderas de soporte (14) para ajustar dichas distancias centro a centro (i) y proporcionar diferentes valores de las mismas apropiados para el mecanizado correcto sin la repetición de golpes sobre el mismo punto del producto (P).
2. Dispositivo según la reivindicación 1, caracterizado porque dichos medios de alimentación (5) comprenden una superficie móvil (6) para desplazar el producto (P) a lo largo de dicha dirección longitudinal (X).
3. Dispositivo según la reivindicación 1, caracterizado porque dichos medios de traslación (10) están concebidos para trasladar dicha pluralidad de herramientas (8) en dicha dirección transversal (Y1) con movimientos (s) de una anchura predeterminada.
4. Dispositivo según la reivindicación 1, caracterizado porque cada herramienta (8) de dicha pluralidad comprende un elemento de soporte (16) que se extiende en dicha dirección de trabajo (W) y un elemento de golpeo (17) con una cara inferior (18) que presenta una dimensión (D) esencialmente paralela a dicha dirección de alimentación longitudinal (X) del producto (P).
5. Dispositivo según la reivindicación anterior, caracterizado porque dicho valor de la distancia centro a centro (i) no es menor que dicha dimensión (D) de dicha cara inferior (18).
6. Dispositivo según la reivindicación anterior, caracterizado porque dicho valor de la distancia centro a centro (i) es directamente proporcional a la dimensión longitudinal (D) de cada herramienta (8) de dicha pluralidad.
7. Dispositivo según la reivindicación anterior, caracterizado porque dicho valor de la distancia centro a centro (i) está dimensionada según el algoritmo siguiente:
en el que k es un coeficiente experimental de un valor predeterminado, preferentemente de 0 a 50.
8. Dispositivo según la reivindicación 1, caracterizado porque dichos medios de control (9) comprenden una unidad lógica (13) para establecer y ajustar dicho paso de alimentación (p) y dicho movimiento transversal (s).
9. Dispositivo según la reivindicación 1, caracterizado porque dichos medios de control (9) comprenden una pluralidad de accionadores (21) asociados con cada una de dichas herramientas (8) para transmitir a las mismas un movimiento de funcionamiento a lo largo de dicha dirección de trabajo (W).
10. Dispositivo según la reivindicación anterior, caracterizado porque dichos accionadores (21) son del tipo neumático, siendo dicho movimiento de funcionamiento esencialmente perpendicular a dicha superficie móvil (6).
11. Dispositivo según la reivindicación 4, caracterizado porque dichos elementos de golpeo (17) presentan por lo menos un elemento especialmente conformado (19) en sus caras inferiores (18) respectivas, que está adaptado para interactuar mediante deformación superficial con el producto (P) dispuesto sobre dicha superficie móvil (6).
Patentes similares o relacionadas:
 PROCEDIMIENTO Y DISPOSITIVO PARA ENVEJECER PIEDRAS ARTIFICIALMENTE, del 17 de Diciembre de 2009, de BAUSTOFFWERKE GEBHART & SOHNE GMBH & CO. KG: Procedimiento para envejecer piedras artificialmente, particularmente piedras de hormigón, ladrillos clínker y piedras naturales, siendo colocadas las piedras […]
PROCEDIMIENTO Y DISPOSITIVO PARA ENVEJECER PIEDRAS ARTIFICIALMENTE, del 17 de Diciembre de 2009, de BAUSTOFFWERKE GEBHART & SOHNE GMBH & CO. KG: Procedimiento para envejecer piedras artificialmente, particularmente piedras de hormigón, ladrillos clínker y piedras naturales, siendo colocadas las piedras […]
MAQUINA LABRADORA DE PIZARRA., del 1 de Febrero de 2001, de VEGA PEREZ,MARCELINO: 1. Máquina labradora de pizarra a partir de bloques regulares o irregulares, caracterizada porque incluye una bancada de apoyo del bloque a cortar en placas, existiendo […]
MAQUINA-HERRAMIENTA PARA LIMPIEZA DE SUPERFICIES DE HORMIGON Y SIMILARES., del , de PRODUCTOS REFRACTARIOS ASTURIANOS PARA LA SIDERURGIA, S.A. (PRASID, S.A.): Máquina-herramienta para limpieza de superficies de hormigón y similares. Se fundamenta en la utilización de un cabezal operativo , a base […]
CORTE DE MATERIALES QUEBRADIZOS., del 1 de Octubre de 1996, de S.R.A. DEVELOPMENTS LIMITED: UN METODO DE CORTE DE MATERIALES FRAGILES COMPRENDE LA APLICACION A LA SUPERFICIE DE UNA PIEZA DE TRABAJO DE UNA HERRAMIENTA PUNTEADORA, APLICANDO VIBRACIONES DE ALTA […]
DISPOSITIVO PARA CORTAR Y LEVANTAR CUERPOS PLASTICOS, ESPECIALMENTE CUERPOS DE HORMIGON LIGERO., del 1 de Abril de 1994, de HEBEL AKTIENGESELLSCHAFT: SPOSITIVO PARA CORTAR Y LEVANTAR CUERPOS DE HORMIGON LIGERO Y OTROS CUERPOS PLASTICOS, CON LECHO DE CORTE, PRESENTANDO HENDIDURAS LONGITUDINALES […]
DISPOSITIVO PARA CORTAR UN BLOQUE DE HORMIGON POROSO., del 1 de Abril de 1994, de HEBEL AKTIENGESELLSCHAFT: DISPOSITIVO PARA CORTAR UN BLOQUE DE HORMIGON POROSO TODAVIA PLASTICO, EN DOS PLANOS DE CORTE QUE TRANSCURREN PERPENDICULARMENTE ENTRE SI, CON […]
METODO Y DISPOSITIVO PARA LA ELABORACION DE UNA CALZADA., del 1 de Enero de 1994, de JOSEPH VOGELE AG: EN UN METODO PARA HACER RUGOSA UNA CALZADA, EN LA QUE LOS ELEMENTOS RUGOSOS SE MUEVEN A LO LARGO DE LA CALZADA Y SE IMPULSAN PERIODICAMENTE, SE MUEVEN HACIA […]
DISPOSITIVO DE TRATAMIENTO SUPERFICIAL PARA PIEZAS DE HORMIGÓN PREFABRICADO, del 22 de Agosto de 2011, de METALURGICA POYATOS, S.A.: 1. Dispositivo de tratamiento superficial para piezas de hormigón prefabricado, del tipo que actúa sobre la superficie de dichas piezas de hormigón mediante […]