Dispositivo y procedimiento para la soldadura por arco sumergido con arco eléctrico con una carcasa para polvo que presenta una conducción de alimentación de polvo y una conducción de evacuación de polvo.
Dispositivo para la soldadura por arco sumergido con arco eléctrico con un depósito colector de polvo (43),
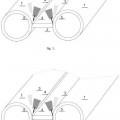
undepósito de almacenamiento de polvo (41), una cabeza de soldadura (10) y una carcasa para polvo (11), estandodispuesta una parte de la cabeza de soldadura (10) con electrodo de soldadura (4) dentro de la carcasa para polvo(11), estando abierta la carcasa para polvo (11) por lo demás cerrada en el lado orientado a la pieza de trabajo (20)y estando conectada a la carcasa para polvo (11) una conducción de alimentación de polvo (42), caracterizadoporque
a la carcasa para polvo (11) está conectada una conducción de evacuación de polvo (44), y la conducción deevacuación de polvo (44) está dirigida hacia el depósito colector de polvo (43), que está unido con el depósito dealmacenamiento de polvo (41) y está conectado a la conducción de alimentación de polvo (42), estando unido eldepósito colector de polvo (43) con una unidad que genera una presión negativa (50) a través de un manguera (51).
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E09013710.
Solicitante: KJELLBERG FINSTERWALD SCHWEISSTECHNIK UND VERSCHLIESSSCHUTZSYSTEME GMBH.
Nacionalidad solicitante: Alemania.
Dirección: Stockumer Strasse 28 58453 Witten ALEMANIA.
Inventor/es: KRINK,VOLKER, JÜNGLING,RONALD, KLOSHEK,ALEXANDER, MICHAILOV,VESSELIN.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B23K9/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › B23K 9/00 Soldadura o corte por arco voltaico (soldadura eléctrica por escoria B23K 25/00; transformadores de soldadura H01F; generadores de soldadura H02K). › Soldadura de juntas continuas; Soportes; Piezas insertadas.
- B23K9/18 B23K 9/00 […] › Soldadura por arco sumergido.
- B23K9/32 B23K 9/00 […] › Accesorios (conexiones a tierra H01R).
PDF original: ES-2402139_T3.pdf
Fragmento de la descripción:
Dispositivo y procedimiento para la soldadura por arco sumergido con arco eléctrico con una carcasa para polvo que presenta una conducción de alimentación de polvo y una conducción de evacuación de polvo La invención se refiere a un dispositivo y a un procedimiento para la soldadura por arco sumergido con arco eléctrico de acuerdo con el preámbulo de las reivindicaciones 1 y 9 (véase, por ejemplo, el documento SU 469 554) . La soldadura por arco sumergido se utiliza de múltiples formas para la soldadura de recargue y para la soldadura de unión. Se trata de un procedimiento de soldadura por arco eléctrico, en el que el arco eléctrico se forma entre el electrodo de soldadura fusible y la pieza de trabajo a soldar en una sopladura de escoria cubierta por polvo de soldadura fundido, la caverna de soldadura. Como aditivo de soldadura sirven electrodos de soldadura en forma de alambres o bandas, así como distintos polvos de soldadura.
El electrodo de alambre o de banda del que puede realizarse su seguimiento se transporta mediante un sistema de avance hasta la posición de soldadura de una zona de trabajo en la pieza de trabajo, que se encuentra bajo una capa de polvo. El polvo de soldadura llega normalmente desde un depósito de almacenamiento dispuesto por encima de la cabeza de soldadura por medio de la fuerza de la gravedad hasta la posición de soldadura. Un tubo de contacto de corriente transmite la corriente eléctrica de soldadura al electrodo de soldadura respectivo. Durante el proceso de soldadura, la escoria formada protege el arco eléctrico y el material de soldadura líquido frente a las influencias de la atmósfera.
A este respecto es desventajoso que sea adecuado casi exclusivamente para la soldadura en las posiciones PA y PB según la norma DIN EN ISO 6947, es decir, sólo en posiciones a nivel de suelo o ligeramente inclinadas. No es posible la soldadura en otras posiciones, tales como por ejemplo por encima de la cabeza, en sentido ascendente (PF) y en sentido descendente (PG) . La posición PC (transversal) representa la única excepción, pero sólo puede realizarse con una construcción auxiliar costosa. El polvo de soldadura no fundido excesivo, que permanece sobre el cordón de soldadura después del proceso de soldadura debe retirarse de nuevo, por ejemplo aspirarse.
Para la soldadura en posiciones que se encuentran por encima del depósito de almacenamiento de polvo, o para poder puentear mayores separaciones entre el depósito de polvo y el punto de soldadura, existe la posibilidad de utilizar sistemas de transporte de aire comprimido. También en este caso debe retirarse de nuevo el polvo de soldadura no fundido y en exceso, que permanece sobre el cordón de soldadura, después del proceso de soldadura. También esta variante de procedimiento es adecuada sólo para la soldadura en las posiciones habituales.
Una desventaja adicional de ambas variantes de procedimiento es que el polvo de soldadura se transporta adicionalmente también sin pieza de trabajo existente y de este modo aparecen pérdidas de polvo.
Para la soldadura por arco sumergido también en otras posiciones se conoce por el documento DE 38 91 330 T1 transportar el polvo de soldadura con ayuda de mecanismos transportadores mecánicos, por ejemplo tornillos sin fin, hasta el punto de soldadura. En el caso de este dispositivo de soldadura por encima de la cabeza está presente una tolva dispuesta de forma articulada sobre un eje para el polvo de soldadura. La tolva está provista de una cubeta, que con su parte abierta mira a la pieza de trabajo a soldar. En la misma está integrado un mecanismo transportador de tornillo sin fin accionado mediante un motor controlado para alimentar y presionar el polvo de soldadura. A través de la cubeta pasa una boquilla del soplete, en cuya proximidad está dispuesto un dispositivo conformador de cordón sobre la superficie superior de la parte abierta de la cubeta. Con el accionamiento controlado del mecanismo transportador de tornillo sin fin está unido un transmisor para el nivel del polvo de soldadura, que varía la velocidad de giro del tornillo sin fin dentro de un intervalo de tiempo predeterminado. El transmisor del nivel del polvo de soldadura se encuentra en el borde delantero en la dirección de avance de soldadura de la cubeta en la proximidad del propio eje longitudinal y está realizado en forma de un convertidor de corrientes parásitas. El dispositivo supervisa y mantiene constante el nivel de polvo de soldadura predeterminado gracias al control existente del mecanismo transportador de tornillo sin fin accionado, alimentándose a la cubeta en cada caso una cantidad de polvo de soldadura determinada.
Esto tiene la desventaja de que el depósito de almacenamiento de polvo se acarrea, lo que lleva a una forma constructiva y masa grandes de la instalación y, por lo tanto, limita la flexibilidad. Además puede utilizarse exclusivamente para soldadura por encima de la cabeza.
Por el documento FR 1 262 252 A2 se conoce un dispositivo para la soldadura por arco sumergido adicional, en el que se utiliza una cabeza de soldadura con una carcasa para polvo. El polvo llega a través de un depósito de polvo a la carcasa para polvo en la que se realiza la soldadura. A partir de la carcasa para polvo se conduce de vuelta a través de una conducción adicional hacia el depósito de polvo. A esta conducción está conectada una conducción con la que se consigue una presión elevada en esta conducción. El polvo se evacua entonces con el uso del efecto Venturi a partir de la carcasa para polvo y se transporta con presión elevada hacia el depósito de polvo.
Los documentos JP 58 020379 A y SU 1 547 993 A1 se refieren asimismo en cada caso a un dispositivo para la soldadura por arco sumergido, en la que se alimenta un polvo sobre una superficie.
Es objetivo de la invención poder utilizar la soldadura por arco sumergido con arco eléctrico de manera flexible y para todas la posiciones de soldadura.
De acuerdo con la invención este objetivo se soluciona con un dispositivo, que presenta las características de la reivindicación 1. A este respecto puede trabajarse con un procedimiento de acuerdo con la reivindicación 9. Configuraciones y perfeccionamientos ventajosos de la invención pueden conseguirse las características señaladas en reivindicaciones dependientes.
Partiendo de soluciones técnicas conocidas, en la invención, un electrodo de soldadura del que puede realizarse su seguimiento, que está dirigido a través de una cabeza de soldadura, y la pieza de trabajo están conectados a una fuente de corriente de soldadura. Entre los dos se forma un arco eléctrico que quema al menos por zonas en el polvo de soldadura. En cambio, en la invención, una parte de la cabeza de soldadura con electrodo de soldadura está dispuesta dentro de una carcasa para polvo. La carcasa para polvo está cerrada por lo demás en el lado que apunta a la pieza de trabajo. En la dirección de las piezas de trabajo a procesar está presente una abertura de tamaño suficiente. A la carcasa para polvo está conectada una conducción de alimentación de polvo y una conducción de evacuación de polvo. A la conducción de evacuación de polvo está conectado un dispositivo de generación de una presión negativa. De este modo puede alimentarse polvo de soldadura a la cámara de polvo. El polvo de soldadura en exceso llega con ayuda de presión negativa a través de la conducción de evacuación de polvo de nuevo a partir de la carcasa para polvo y puede utilizarse de nuevo, dado que es posible una alimentación en circulación.
Está presente un depósito colector de polvo, al que se transporta el polvo de soldadura evacuado a partir de la carcasa para polvo. Desde allí llega hasta un depósito de almacenamiento de polvo y a partir del mismo se recircula a través de la conducción de alimentación de polvo de nuevo a la carcasa para polvo. En la carcasa para polvo están presentes conexiones para la conducción de alimentación de polvo y la conducción de evacuación de polvo. Ambas conducciones estarán formadas de manera flexible, por ejemplo como mangueras.
Las conexiones estarán dispuestas diametralmente opuestas entre sí en la carcasa de polvo, mediante lo cual el polvo de soldadura puede mantenerse en la carcasa para polvo en cantidad suficiente y para el proceso de soldadura con suficiente tiempo.
También mediante el apoyo de elementos de obturación puede presionarse la carcasa para polvo con la presión negativa reinante en el interior contra la pieza de trabajo a procesar y mantenerse sobre la misma. De este modo no puede salir polvo de soldadura y perderse en vano. Si aparecen faltas de hermeticidad, se aumenta la presión interna en la carcasa para polvo. Esto puede supervisarse... [Seguir leyendo]
Reivindicaciones:
1. Dispositivo para la soldadura por arco sumergido con arco eléctrico con un depósito colector de polvo (43) , un depósito de almacenamiento de polvo (41) , una cabeza de soldadura (10) y una carcasa para polvo (11) , estando dispuesta una parte de la cabeza de soldadura (10) con electrodo de soldadura (4) dentro de la carcasa para polvo (11) , estando abierta la carcasa para polvo (11) por lo demás cerrada en el lado orientado a la pieza de trabajo (20) y estando conectada a la carcasa para polvo (11) una conducción de alimentación de polvo (42) , caracterizado porque
a la carcasa para polvo (11) está conectada una conducción de evacuación de polvo (44) , y la conducción de evacuación de polvo (44) está dirigida hacia el depósito colector de polvo (43) , que está unido con el depósito de almacenamiento de polvo (41) y está conectado a la conducción de alimentación de polvo (42) , estando unido el depósito colector de polvo (43) con una unidad que genera una presión negativa (50) a través de un manguera (51) .
2. Dispositivo de acuerdo con la reivindicación 1, caracterizado porque las conexiones (11a, 11b) de conducción de alimentación de polvo (42) y conducción de evacuación de polvo (44) están dispuestas diametralmente opuestas entre sí en la carcasa para polvo (11) .
3. Dispositivo de acuerdo con una de las reivindicaciones anteriores, caracterizado porque en superficies frontales que apuntan en la dirección de la pieza de trabajo de la carcasa para polvo (11) están presentes elementos de obturación.
4. Dispositivo de acuerdo con una de las reivindicaciones anteriores, caracterizado porque en la carcasa para polvo (11) está dispuesto un sensor de presión.
5. Dispositivo de acuerdo con la reivindicación 5, caracterizado porque el sensor de presión es un sensor de presión diferencial.
6. Dispositivo de acuerdo con una de las reivindicaciones anteriores, caracterizado porque en el depósito de almacenamiento de polvo (41) está presente una conexión (41a) para un gas adicional para el transporte de polvo.
7. Dispositivo de acuerdo con una de las reivindicaciones anteriores, caracterizado porque la carcasa para polvo
(11) en la dirección del eje de avance en el interior tiene mayor longitud que anchura en perpendicular a la dirección del eje de avance.
8. Dispositivo de acuerdo con una de las reivindicaciones anteriores, caracterizado porque la conexión (11b) para la conducción de evacuación de polvo (44) presenta una mayor separación con respecto a la superficie de pieza de trabajo que la conexión (11a) para la conducción de alimentación de polvo (42) .
9. Procedimiento para la soldadura por arco sumergido con arco eléctrico, en el que se alimenta polvo de soldadura a una zona de trabajo en una carcasa para polvo (11) , caracterizado porque polvo de soldadura en exceso se evacua por medio de presión negativa a partir de la carcasa para polvo (11) hacia un depósito colector de polvo (43) , generándose la presión negativa con una unidad que genera una presión negativa (50) , estando unida la unidad que genera una presión negativa (50) con el depósito colector de polvo (43) a través de un manguera, de modo que la presión en el interior de la carcasa para polvo (11) se mantiene mayor que la presión en el depósito colector de polvo (43) .
10. Procedimiento de acuerdo con la reivindicación 8 o 9, caracterizado porque en la carcasa para polvo (11) se ajusta una presión, que es de 0, 1 a 0, 9 bar (0, 01 a 0, 09 MPa) menor que la presión del entorno.
11. Procedimiento de acuerdo con una de las reivindicaciones 8 a 10, caracterizado porque la presión en el interior de la carcasa para polvo (11) se mantiene menor que la presión en el depósito de almacenamiento de polvo (41) .
12. Procedimiento de acuerdo con una de las reivindicaciones 8 a 11, caracterizado porque la presión en el interior de la carcasa para polvo (11) determina la presión respectiva determinada para la regulación de la unidad de generación de la presión negativa (50) y/o se utiliza para la desconexión del proceso de soldadura.
13. Procedimiento de acuerdo con una de las reivindicaciones 8 a 12, caracterizado porque para el transporte de polvo hasta la carcasa para polvo (11) se utiliza un gas inerte comprimido.
Patentes similares o relacionadas:
Procedimiento para producir un anillo soldado, del 8 de Abril de 2020, de Oetiker Schweiz AG: Procedimiento para producir un anillo soldado, en el que una banda con una longitud correspondiente a la circunferencia del anillo es doblada para formar un anillo y soldada en […]
Método de soldadura por arco sumergido en tándem de acero CSEF con alto contenido en Cr, del 18 de Marzo de 2020, de KABUSHIKI KAISHA KOBE SEIKO SHO (KOBE STEEL, LTD.): Un método de soldadura por arco sumergido en tándem de un acero ferrítico de alto contenido en Cr con resistencia a la fluencia mejorada (CSEF), en el que contenido de Cr de este […]
Método de producir una construcción en forma de placa con una estructura de doble pared, del 4 de Abril de 2018, de Uponor Infra Oy: Un método de producir una construcción en forma de placa que tiene una estructura de doble pared, en el que - varios perfiles alargados de material termoplástico, […]
Método de soldeo eléctrico por un electrogas, con varios electrodos, para chapas de acero gruesas y método de soldeo eléctrico circunferencial por un electrogas, con varios electrodos, para tuberías de acero, del 9 de Noviembre de 2016, de NIPPON STEEL & SUMITOMO METAL CORPORATION: Un método de soldeo eléctrico por un electrogas, con varios electrodos, que comprende: disponer extremos de chapas de acero gruesas que se han de soldar, […]
Método para la formación de junta de soldadura por arco en ángulo y junta de soldadura por arco en ángulo, del 3 de Agosto de 2016, de NIPPON STEEL & SUMITOMO METAL CORPORATION: Un método para formar una junta soldada por arco en ángulo soldando por arco en ángulo al menos una región parcial de porciones de esquina, que son regiones de borde de una porción […]
Método, sistema y software para la generación de múltiples contornos de paso y por lo tanto el control de una máquina soplete de control numérico (NC) para cortar una parte con la preparación de la soldadura, del 15 de Julio de 2015, de FAGAN, MATTHEW: Método de controlar una máquina de control numérico (CN) que tiene una sola herramienta de corte para cortar de una lámina una pieza con […]
Antorcha de soldadura por arco metálico con gas para ranura estrecha, del 3 de Diciembre de 2014, de J.RAY MCDERMOTT, S.A: Una antorcha de soldadura por arco metálico con gas para ranura estrecha , que comprende: un bloque de potencia que tiene conexiones para electricidad, alambre […]
 Procedimiento de soldadura de elementos para la industria eléctrica, en particular de paneles de pared sellados de calderas utilizando soldadura MIG/MAG y láser, del 30 de Julio de 2014, de Energoinstal S.A: Procedimiento de soldadura de elementos para la industria eléctrica, en particular de paneles de pared sellados de calderas y generadores de vapor, […]
Procedimiento de soldadura de elementos para la industria eléctrica, en particular de paneles de pared sellados de calderas utilizando soldadura MIG/MAG y láser, del 30 de Julio de 2014, de Energoinstal S.A: Procedimiento de soldadura de elementos para la industria eléctrica, en particular de paneles de pared sellados de calderas y generadores de vapor, […]