DISPOSITIVO Y PROCEDIMIENTO PARA LA ORIENTACIÓN DE LA POSICIÓN DE PIEZAS DE FORMA DE PLACA.
Dispositivo para la orientación de la posición de piezas (12) de forma de placa,
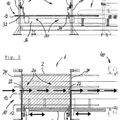
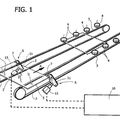
en especial, pletinas de chapa metálica, con un dispositivo (13) transportador continuo para el transporte de piezas (12) de forma de placa; con un dispositivo (15) óptico de medición, coordinado con el dispositivo (13) transportador continuo, para la determinación de la posición actual al menos de una determinada pieza (12) de forma de placa, y comparación de la posición actual determinada con una posición teórica depositada, así como para la determinación de la desviación de la posición actual, de la posición teórica; con un dispositivo (20) de mando acoplado con el dispositivo (15) óptico de medición, para el mando de una unidad (19) de posicionamiento, de tal manera que al menos una determinada pieza (12) de forma de placa, cuya desviación de la posición teórica se determinó, se pueda recibir en un zona de recepción, mediante la unidad (19) de posicionamiento, y se pueda depositar en posición exacta en una zona definida de deposición, de conformidad con la posición teórica, para el ulterior transporte en el dispositivo (13) transportador continuo
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2008/001944.
Solicitante: SCHULER AUTOMATION GMBH & CO. KG.
Nacionalidad solicitante: Alemania.
Dirección: LOUIS-SCHULER-STRASSE 1 91093 HESSDORF ALEMANIA.
Inventor/es: DÖRNER,Reiner, POTTIEZ,Joachim.
Fecha de Publicación: .
Fecha Solicitud PCT: 12 de Marzo de 2008.
Clasificación Internacional de Patentes:
- B21D43/00B
- B21D43/10B
- B21D43/11 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 43/00 Dispositivos de alimentación, de alineamiento o de almacenado combinados con aparatos para trabajar o tratar la chapa, tubos o perfiles, dispuestos en estos aparatos o especialmente adaptados para ser utilizados en asociación con estos aparatos; Asociación de dispositivos de corte con estos aparatos (dispositivos de corte asociados a las herramientas, ver los grupos previstos para estas herramientas). › para la alimentación de materias en forma de hojas o bandas.
- B23Q7/18 B […] › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23Q PARTES CONSTITUTIVAS, DISPOSITIVOS O ACCESORIOS DE MAQUINAS HERRAMIENTAS, p. ej. DISPOSITIVOS PARA COPIAR O CONTROLAR (herramientas del tipo utilizado en tornos o máquinas de agujerear B23B 27/00 ); MAQUINAS HERRAMIENTAS DE UTILIZACION GENERAL, CARACTERIZADAS POR LA ESTRUCTURA DE CIERTAS PARTES CONSTITUTIVAS O DISPOSITIVOS; COMBINACIONES O ASOCIACIONES DE MAQUINAS PARA TRABAJAR EL METAL NO DESTINADAS A UN TRABAJO EN PARTICULAR. › B23Q 7/00 Dispositivos para la manipulación de piezas, especialmente combinados a las máquinas-herramientas o dispuestos en estas máquinas o especialmente concebidos para ser utilizados en relación con estas máquinas, p. ej. para el transporte, la carga, la colocación, la descarga, la selección (incorporados a los husillos de trabajo B23B 13/00, B23B 19/02; para tornos automáticos o semiautomáticos B23B 15/00). › Orientación de las piezas en los transportadores.
- B25J9/00P
- B25J9/00T
- B25J9/16V1
Clasificación PCT:
- B21D43/00 B21D […] › Dispositivos de alimentación, de alineamiento o de almacenado combinados con aparatos para trabajar o tratar la chapa, tubos o perfiles, dispuestos en estos aparatos o especialmente adaptados para ser utilizados en asociación con estos aparatos; Asociación de dispositivos de corte con estos aparatos (dispositivos de corte asociados a las herramientas, ver los grupos previstos para estas herramientas).
- B21D43/11 B21D 43/00 […] › para la alimentación de materias en forma de hojas o bandas.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
PDF original: ES-2360386_T3.pdf
Fragmento de la descripción:
La invención se refiere a un dispositivo y a un procedimiento para la orientación de la posición de piezas de forma de placa, en especial, de pletinas de chapa metálica.
En los llamados trenes de prensas es necesario para la obtención de un rendimiento alto, que mediante un dispositivo transportador continuo se transfieran las pletinas transportadas de chapa metálica en posición correcta, es decir, en una determinada posición teórica, a una estación, en especial, se inserten en una prensa siguiente de conformación. Para ello se conoce determinar la posición actual de las pletinas transportadas de chapa metálica, mediante un dispositivo óptico de medición, y compararla con una posición teórica depositada. A partir de la comparación del valor actual / teórico se determina una desviación de la posición teórica que se corrige haciendo que una unidad de manipulación, por ejemplo un robot, reciba las pletinas de chapa metálica cuya desviación de la posición teórica se determinó, las posicione en la posición teórica y en posición correcta las transfiera a la estación siguiente en la dirección de transferencia, en especial, las inserte en la prensa de conformación.
Aquí la unidad de manipulación tiene que superar dos funciones diferentes, a saber, tiene que transportar las piezas del dispositivo transportador continuo a la prensa de conformación, y por otra parte tiene que realizar una orientación de la posición de las piezas de forma de placa. Esto es ineficaz, y en último término conduce a largas duraciones del ciclo.
Por el estado actual de la técnica se conoce asimismo prever dispositivos mecánicos de centrado que están dispuestos en el dispositivo transportador continuo, y llevan las piezas transportadas de forma de placa a una posición centrada. Aquí se trabaja según el tipo de una esclusa mecánica, es decir, las piezas que llegan, se llevan por contacto a la posición centrada correcta. La orientación de la posición no es aquí muy exacta, puesto que con independencia de la posición actual de las piezas que llegan de forma de placa, estas se centran siempre de la misma manera. Además, aquí no es posible llevar un número elevado de piezas. Por el documento DE 198 09 184 A1 se conoce un dispositivo para el posicionamiento de pletinas, utilizable en relación con una prensa. Aquí se transfieren las pletinas de chapa metálica desde una posición actual de llegada, a una posición teórica necesaria para la inserción en la prensa. El dispositivo de posicionamiento contiene una base horizontal de apoyo para la pletina que mediante una unidad de accionamiento, se puede accionar en un movimiento bidimensional de desplazamiento, y en un movimiento de giro. Por encima de la base de apoyo existe un sistema de cámara para el registro óptico de la posición actual de la pletina, y al que está coordinada una unidad de ordenador que compara la posición actual con la posición teórica, y manda los dispositivos de accionamiento, de manera que la pletina llegue a la posición teórica.
Por lo tanto es misión de la invención crear un dispositivo del tipo citado al comienzo, y un procedimiento para la orientación de la posición de piezas de forma de placa, con los que sea posible en forma sencilla un posicionado exacto de piezas de forma de placa y, además, se pueda elevar el número de ciclos, con los que se transfieren las piezas de forma de placa a una estación siguiente.
Esta misión se resuelve mediante un dispositivo para la orientación de la posición de piezas de forma de placa, con las notas características de la reivindicación 1 independiente, y mediante un procedimiento para la orientación de la posición de piezas de forma de placa, con las notas características de la reivindicación 5 independiente.
Según la invención está previsto un dispositivo para la orientación de la posición de piezas de forma de placa, en especial, de pletinas de chapa metálica, con un dispositivo transportador continuo para el transporte de piezas de forma de placa; con un dispositivo óptico de medición, coordinado con el dispositivo transportador continuo, para la determinación de la posición actual al menos de una determinada pieza de forma de placa, y comparación de la posición actual determinada con una posición teórica depositada, así como para la determinación de la desviación de la posición actual, de la posición teórica; con un dispositivo de mando acoplado con el dispositivo óptico de medición, para el mando de una unidad de posicionamiento, de tal manera que al menos una determinada pieza de forma de placa, cuya desviación de la posición teórica se determinó, se pueda recibir en un zona de recepción, mediante la unidad de posicionamiento, y se pueda depositar en posición exacta en una zona definida de deposición, de conformidad con la posición teórica, para el ulterior transporte en el dispositivo transportador continuo.
Mediante el dispositivo de posicionamiento, las piezas de forma de placa se pueden orientar en su posición teórica, y después se transfieren en posición correcta a una estación siguiente en la dirección de transferencia, en especial se insertan en posición correcta, mediante una unidad de manipulación montada a continuación, en una prensa de conformación. El dispositivo de posicionamiento sirve pues exclusivamente para posicionar u orientar la posición de piezas de forma de placa, en la posición teórica. En comparación con el antes citado estado actual de la técnica, en el que la unidad de manipulación tiene que cumplir dos funciones, a saber, transferencia de piezas y orientación de la posición, en el dispositivo según la invención está realizada una separación funcional. De este modo están simplificados, el mando y los ciclos de movimiento, de manera que se puede aumentar el número de ciclos o el rendimiento específico en piezas de forma de placa.
En forma especialmente preferente, la unidad de posicionamiento presenta al menos un robot. Con especial preferencia, el al menos un robot está configurado como robot articulado de ejes múltiples.
En un perfeccionamiento de la invención, el dispositivo óptico de medición presenta un sistema de cámara para la toa de imagen de la posición actual de la al menos una determinada pieza de forma de placa. De este modo es posible un registro rápido de la posición actual.
El dispositivo transportador continuo presenta por conveniencia, al menos una cinta transportadora para el transporte de piezas de forma de placa.
La invención comprende, además, un procedimiento para la orientación de la posición de piezas de forma de placa, con las notas características de la reivindicación 5 independiente.
El procedimiento según la invención para la orientación de la posición de piezas de forma de placa, se desarrolla con las siguientes etapas: ⎯ Transporte de piezas de forma de placa sobre un dispositivo transportador continuo. ⎯ Determinación de la posición actual al menos de una determinada pieza de forma de placa en el dispositivo
transportador continuo, mediante un dispositivo óptico de medición, y comparación de la posición actual de
terminada, con una posición teórica depositada. ⎯ Determinación de la desviación de la posición actual, de la posición teórica. ⎯ Recepción de la al menos una determinada pieza de forma de placa, cuya desviación de la posición teórica se
determinó, en una zona de recepción mediante una unidad de posicionamiento, y deposición en posición
exacta, correspondiente a la posición teórica, de la pieza de forma de placa, sobre el dispositivo trasportador
continuo en una zona definida de deposición. ⎯ Ulterior transporte de la al menos una pieza de forma de placa.
Como ya se ha dicho antes, mediante la unidad de posicionamiento que sirve exclusivamente para poner piezas de forma de placa en su posición teórica, se puede crear una gran flexibilidad y, además, obtener una gran productividad en piezas de forma de placa.
En especial en el empleo de al menos un robot, la flexibilidad se puede aumentar todavía más. Por ejemplo, al menos una pieza de forma de placa se puede depositar en una posición angular modificada respecto a la orientación original. Así pues aquí la posición teórica va acompañada con la modificación de la posición angular. En especial, es posible depositar al menos una pieza de forma de placa, girada 90º en el plano horizontal, respecto a la orientación original.
Reivindicaciones:
1. Dispositivo para la orientación de la posición de piezas (12) de forma de placa, en especial, pletinas de chapa metálica, con un dispositivo (13) transportador continuo para el transporte de piezas (12) de forma de placa; con un dispositivo (15) óptico de medición, coordinado con el dispositivo (13) transportador continuo, para la determinación de la posición actual al menos de una determinada pieza (12) de forma de placa, y comparación de la posición actual determinada con una posición teórica depositada, así como para la determinación de la desviación de la posición actual, de la posición teórica; con un dispositivo (20) de mando acoplado con el dispositivo (15) óptico de medición, para el mando de una unidad (19) de posicionamiento, de tal manera que al menos una determinada pieza (12) de forma de placa, cuya desviación de la posición teórica se determinó, se pueda recibir en un zona de recepción, mediante la unidad (19) de posicionamiento, y se pueda depositar en posición exacta en una zona definida de deposición, de conformidad con la posición teórica, para el ulterior transporte en el dispositivo (13) transportador continuo.
2. Dispositivo según la reivindicación 1, caracterizado porque la unidad (19) de posicionamiento presenta al menos un robot (21; 21a; 21b).
3. Dispositivo según la reivindicación 2, caracterizado porque el al menos un robot (21; 21a, 21b) está configurado como robot articulado de ejes múltiples.
4. Dispositivo según alguna de la reivindicaciones precedentes, caracterizado porque el dispositivo (15) óptico de medición presenta un sistema (17) de cámara para la toma de la imagen de la posición actual de la al menos una determinada pieza (12) de forma de placa.
5. Procedimiento para la orientación de la posición de piezas (12) de forma de placa, el procedimiento con las siguientes etapas: ⎯ Transporte de piezas (12) de forma de placa sobre un dispositivo (13) transportador continuo. ⎯ Determinación de la posición actual al menos de una determinada pieza (12) de forma de placa en el dispositi
vo (13) transportador continuo, mediante un dispositivo (15) óptico de medición, y comparación de la posición
actual determinada, con una posición teórica depositada.
⎯ Determinación de la desviación de la posición actual, de la posición teórica.
⎯ Recepción de la al menos una determinada pieza (12) de forma de placa, cuya desviación de la posición teóri
ca se determinó, en una zona de recepción mediante una unidad (19) de posicionamiento, y deposición en posición exacta, correspondiente a la posición teórica, de la pieza (12) de forma de placa, sobre el dispositivo
(13) trasportador continuo en una zona definida de deposición. ⎯ Ulterior transporte de la al menos una pieza (12) de forma de placa.
6. Procedimiento según la reivindicación 5, caracterizado porque la al menos una pieza (12) de forma de placa se deposita en una posición angular modificada respecto a la orientación original.
7. Procedimiento según la reivindicación 6, caracterizado porque la al menos una pieza (12) de forma de placa se deposita girada 90º en el plano horizontal respecto a la orientación original.
8. Procedimiento según una de las reivindicaciones 5 a 7, caracterizado porque la zona de deposición para la pieza de forma de placa, corresponde a la zona de recepción.
9. Procedimiento según una de las reivindicaciones 5 a 7, caracterizado porque la zona de deposición y la zona de recepción, difieren una de otra.
10. Procedimiento según una de las reivindicaciones 5 a 9, caracterizado porque al menos dos piezas (12) de forma de placa dispuestas una junto a otra, se reciben al mismo tiempo, se orientan al mismo tiempo en la respectiva posición teórica, y se depositan al mismo tiempo.
11. Procedimiento según una de las reivindicaciones 5 a 9, caracterizado porque al menos dos piezas (12) de forma de placa dispuestas alineadas una tras otra, se reciben al mismo tiempo, se orientan al mismo tiempo en la respectiva posición teórica, y se depositan al mismo tiempo.
12. Procedimiento según una de las reivindicaciones 5 a 11, caracterizado porque la unidad (19) de posicionamiento presenta al menos un robot (21; 21a, 21b).
13. Procedimiento según la reivindicación 12, caracterizado porque en el al menos un robot (21; 21a, 21b) se trata de un robot articulado de ejes múltiples.
14. Procedimiento según una de las reivindicaciones 5 a 13, caracterizado porque está previsto un único robot (21) que orienta piezas (12) aisladas de forma de placa, o varias piezas (12) de forma de placa, al mismo tiempo, en la respectiva posición teórica.
15. Procedimiento según una de las reivindicaciones 5 a 13, caracterizado porque están previstos varios robots (21a, 21b) que orientan al mismo tiempo piezas (12) aisladas de forma de placa, o varias piezas (12) de forma de placa, al mismo tiempo, en la respectiva posición teórica.
Patentes similares o relacionadas:
Máquina amoladora para elementos en forma de placa, particularmente baldosas y placas de cerámica, piedras naturales, vidrio o similares, del 4 de Septiembre de 2019, de ANCORA S.P.A: Máquina para amolar elementos en forma de lámina, particularmente baldosas y losas hechas de material cerámico, piedras naturales, vidrio o similares, […]
Dispositivo de suministro para una máquina de mecanizado de formato y/o aplicación de cantos, máquina de mecanizado de formato y/o aplicación de cantos así como procedimiento, del 20 de Abril de 2016, de HOMAG GmbH: Dispositivo de suministro para una máquina de mecanizado de formato y/o aplicación de cantos, con: una unidad de transporte para mover […]
PROCEDIMIENTO PARA LA FABRICACION DE PIEZAS MECANIZADAS, ESPECIALMENTE DE GRUPOS MOTORES DE VEHICULOS, ASI COMO DISPOSITIVO PARA LA EJECUCION DEL PROCEDIMIENTO., del 1 de Enero de 1994, de AUDI AG: LA INVENCION SE REFIERE A UN PROCESO Y A UN DISPOSITIVO PARA EL ACABADO DE PIEZAS DE TRABAJO, EN PARTICULAR DE LAS UNIDADES IMPULSORAS DE VEHICULOS, EN UNA LINEA DE PRODUCCION. […]
DISPOSITIVO PARA LA GRADUACION POSICIONAL DE PERFILES EN CAVIDADES RESONANTES, del 1 de Enero de 1981, de DUCH GIRALT,JUAN: 1. Dispositivo para la graduación posicional de perfiles en cavidades resonantes, caracterizado esencialmente porque la parte superior de la cinta transportadora […]
 DISPOSITIVO Y PROCEDIMIENTO PARA ALINEAR PIEZAS, del 8 de Julio de 2010, de HOMAG HOLZBEARBEITUNGSSYSTEME AG: Dispositivo para alinear piezas que son preferentemente al menos en parte de madera, materiales de madera, plástico o similares, comprendiendo:
una […]
DISPOSITIVO Y PROCEDIMIENTO PARA ALINEAR PIEZAS, del 8 de Julio de 2010, de HOMAG HOLZBEARBEITUNGSSYSTEME AG: Dispositivo para alinear piezas que son preferentemente al menos en parte de madera, materiales de madera, plástico o similares, comprendiendo:
una […]
 MAQUINA PARA MECANIZAR LOS BORDES DE PLACAS DE VIDRIO, MARMOL, PIEDRA O MATERIALES CERAMICOS Y SIMILARES, del 16 de Agosto de 2007, de BIESSE S.P.A.: Máquina para mecanizar los bordes de placas de vidrio, mármol, piedra y materiales cerámicos y similares, que comprende: - unos medios para […]
MAQUINA PARA MECANIZAR LOS BORDES DE PLACAS DE VIDRIO, MARMOL, PIEDRA O MATERIALES CERAMICOS Y SIMILARES, del 16 de Agosto de 2007, de BIESSE S.P.A.: Máquina para mecanizar los bordes de placas de vidrio, mármol, piedra y materiales cerámicos y similares, que comprende: - unos medios para […]
MAQUINA PARA EL MECANIZADO DE CANTOS CON CADENA TRANSPORTADORA DE PIEZAS DE TRABAJO., del 16 de Enero de 2007, de IMA MASCHINENFABRIKEN KLESSMANN GMBH: Máquina para el mecanizado de cantos de piezas de trabajo en forma de tableros de madera o sustitutos de la madera, como piezas para […]
Línea de termoformación para fabricar productos de chapa de acero termoconformados y presotemplados, así como procedimiento de funcionamiento de la misma, del 4 de Marzo de 2020, de BENTELER AUTOMOBILTECHNIK GMBH: Línea de termoformación para fabricar productos de chapa de acero termoconformados y presotemplados, que presenta una estación de […]