DISPOSITIVO Y PROCEDIMIENTO PARA MARCAR MEDIANTE LASER UN OBJETO EN MOVIMIENTO.
Dispositivo y procedimiento para marcar mediante láser un objeto en movimiento.
Procedimiento para marcar mediante láser un objeto en movimiento, mediante un sistema láser con un haz láser con capacidad de marcado en una zona de trabajo caracterizado porque se procede a:
- obtener la posición del objeto a marcar mediante un sensor, y
- variar la velocidad del objeto a marcar en función de la posición del objeto a marcar relativa a la zona de trabajo y/o de la posición del haz láser en la zona de trabajo.
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P201030579.
Solicitante: MACSA ID, S.A..
Nacionalidad solicitante: España.
Inventor/es: VOGLER,SVEN ALEXANDER, BRAVO MONTERO,FRANCISCO.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B23K26/08 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › B23K 26/00 Trabajo por rayos láser, p. ej. soldadura, corte o taladrado. › Dispositivos que tiene un movimiento relativo entre el haz de rayos y la pieza.
- B41J2/44 B […] › B41 IMPRENTA; MAQUINAS COMPONEDORAS DE LINEAS; MAQUINAS DE ESCRIBIR; SELLOS. › B41J MAQUINAS DE ESCRIBIR; MECANISMOS DE IMPRESION SELECTIVA, es decir, MECANISMOS QUE IMPRIMEN DE OTRA MANERA QUE NO SEA POR UTILIZACION DE FORMAS DE IMPRESION; CORRECCION DE ERRORES TIPOGRAFICOS (composición B41B; impresión sobre superficies especiales B41F; marcado para el lavado B41K; raspadores, gomas o dispositivos para borrar B43L 19/00; productos fluidos para corregir errores tipográficos por recubrimiento C09D 10/00; registro en materia de medidas G01; reconocimiento o presentación de datos, marcado de soportes de registro en forma numérica, p. ej. por punzonado, G06K; aparatos de franqueo o aparatos de impresión y entrega de tiquets G07B; conmutadores eléctricos para teclados, en general H01H 13/70, H03K 17/94; codificación en relación con teclados o dispositivos similares, en general H03M 11/00; emisores o receptores para transmisión de información numérica H04L; transmisión o reproducción de imágenes o de dibujos invariables en el tiempo, p. ej. transmisiones en facsímil, H04N 1/00; mecanismos de impresión especialmente adaptados para aparatos, p. ej. para cajas-registradoras, máquinas de pesar, produciendo un registro de su propio funcionamiento, ver las clases apropiadas). › B41J 2/00 Máquinas de escribir o mecanismos de impresión selectiva caracterizados por el procedimiento de impresión o de marcado para el cual son concebidas (montaje, arreglo o disposición de los tipos o de las matrices B41J 1/00; procedimientos de marcado B41M 5/00; estructura o fabricación de las cabezas, p. ej. cabezas de variación de inducción, para el registro por magnetización o desmagnetización de un soporte de registro G11B 5/127; cabezas para la reproducción de información capacitiva G11B 9/07). › que utilizan una sola fuente de radiación, p. ej. haces luminosos o disposición de obturadores (B41J 2/475 tiene prioridad).
Fragmento de la descripción:
Dispositivo y procedimiento para marcar mediante láser un objeto en movimiento.
La presente invención hace referencia a un dispositivo para marcar mediante láser un objeto en movimiento (ya sea dicho movimiento una traslación o un giro) y al procedimiento que ejecuta dicho dispositivo.
El marcado dinámico con láser sobre objetos móviles (p. ej. un objeto situado sobre una cinta transportadora en un proceso industrial o un objeto que gira sobre sí mismo) es técnica conocida.
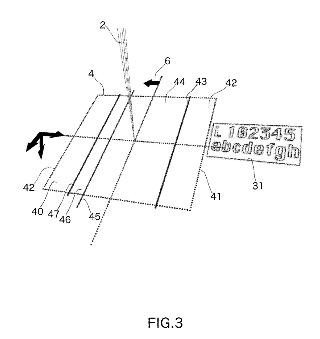
Según la técnica conocida, se dispone un sistema de marcado láser en las proximidades de una línea de producción (p. ej. una cinta transportadora) o cerca del carrusel giratorio sobre el que se coloca el objeto a imprimir. Un sistema de marcado láser 2D de tipo tradicional permite imprimir un conjunto de datos vectoriales o rasterizados sobre un área cuadrada plana. El área cuadrada sobre la cual puede imprimirse es conocida como "zona de trabajo" de la lente de escritura del láser.
La velocidad de movimiento del objeto móvil con respecto a la zona de trabajo estacionaria queda determinada por la velocidad de la línea de producción. La velocidad de la línea de producción suele estar controlada por un motor eléctrico.
De acuerdo con lo actualmente conocido, la velocidad queda fijada por las necesidades de la propia línea de producción, pero no del sistema láser, que al presentar una zona de trabajo estacionaria debe, según la técnica conocida, adaptarse a la velocidad proporcionada por la línea de producción. Así, cuando el objeto entra dentro de la zona de trabajo, el sistema comienza a marcar el producto. Si el sistema de marcado comprende un encoder de posición para obtener en tiempo real la posición del objeto a marcar, se puede permitir que la línea de producción no presente una velocidad necesariamente constante, durante el proceso de marcado, variando a lo largo del proceso. Para permitir esta variabilidad de la velocidad es necesario disponer de hardware y/o software computacional (circuito impreso dedicado, PLC) o cualquier otro medio disponible por la técnica) para corregir o transformar en tiempo real los datos vectoriales o rasterizados bidimensionales correspondientes al marcado a realizar por el láser y mover el haz de láser de manera consiguiente sobre la superficie del objeto.
El documento US 6734392 da a conocer una línea de marcado de tipo lineal en el que se dispone un sensor de velocidad cuya salida se conecta a la electrónica de control del sistema láser de marcado para alterar los parámetros de funcionamiento del láser de marcado.
El documento US 5653900 muestra un sistema de marcado de objetos cilíndricos en el que los movimientos del láser son función de la velocidad del objeto a marcar. De manera similar ocurre en el documento US 4564737A, en el que la velocidad de giro de la pieza a marcar es constante.
El documento EP 0 320 137 A da a conocer un dispositivo para grabar pantallas de impresión rotatorias, en el que el sistema láser tiene movimiento a lo largo del eje de la pantalla y se dispone un soporte móvil para que la parte a grabar se mantenga en una posición constante con respecto al cabezal del láser.
Sin embargo, esta técnica conocida no está exenta de problemas. Si la línea de producción excede una determinada velocidad ("velocidad critica") el objeto no es marcado en su totalidad debido a que abandona la zona de trabajo antes de que puedan ser marcados todos los datos vectoriales o parametrizados. Si esto se produce, un operario debe hacer disminuir manualmente la velocidad para que los productos sean marcados de manera adecuada. Los sistemas de marcado más modernos pueden proporcionar una retroalimentación o feedback de un estado de velocidad excesiva. Es decir, pueden proporcionar una señal eléctrica para indicar que el producto no puede ser marcado debido a una velocidad que sea mayor a la velocidad critica. En este caso, la línea se para y un operario debe retirar los productos no marcados de la línea y rearrancar la línea a una velocidad menor.
La presente invención tiene como objetivo dar una solución a los problemas antes expuestos.
Más en particular, la presente invención comprende un procedimiento para marcar mediante láser un objeto en movimiento mediante un sistema láser con un haz láser con capacidad de marcado en una zona de trabajo en el que se procede a:
- obtener la posición del objeto a marcar (típicamente mediante un sensor), y a:
- variar la velocidad del objeto a marcar en función de la posición del objeto a marcar relativa a la zona de trabajo y/o de la posición del haz láser en la zona de trabajo.
Por lo tanto, la presente invención da a conocer el control de la velocidad de la línea de producción (sea éste un sistema de traslación del objeto a marcar, o un sistema giratorio que hace girar el objeto a marcar sobre sí mismo) y se realiza en base a parámetros de marcado. El parámetro escogido por la invención es la posición del objeto a marcar.
En una realización preferente, cuando la zona a marcar del objeto a marcar se encuentra en la zona de trabajo del láser, es decir, durante el proceso de marcado, se puede sustituir ventajosamente el control según la posición del objeto a marcar por el control de la velocidad según la posición del haz láser dentro de la zona de trabajo. A este particular, debe tenerse en cuenta que la posición del haz láser depende del movimiento de la pieza a marcar y de los segmentos en que se divide, del motivo a marcar (datos vectoriales y/o rasterizados), más en particular de la secuenciación de los segmentos en los que se divide el marcado a realizar.
Preferentemente, si el sensor obtiene una posición del objeto a marcar tal que el siguiente punto a marcar en la pieza se encuentra fuera de la zona de trabajo del sistema láser, la citada señal de variación de velocidad hace que el sistema motor aumente la velocidad del objeto a marcar.
También preferentemente, si el sensor obtiene una posición del objeto a marcar tal que el siguiente punto a marcar en la pieza se encuentra en una primera subárea de la zona de trabajo que comprende la zona más próxima de la zona de trabajo a la zona a marcar de la pieza en relación al movimiento de la pieza a marcar, la citada señal de variación de velocidad hace que el sistema motor aumente la velocidad del objeto a marcar.
Más preferentemente, cuando el sensor obtiene una posición del objeto a marcar tal que el siguiente punto a marcar en la pieza se encuentra en una segunda subárea de la zona de trabajo adyacente a la citada primera subárea, el sistema motor mantiene (o ajusta) la velocidad del objeto a marcar.
Aun más preferentemente, cuando el sensor obtiene una posición del objeto a marcar tal que el siguiente punto a marcar en la pieza se encuentra en una tercera subárea de la zona de trabajo, la citada señal de variación hace que el sistema motor disminuya la velocidad del objeto a marcar.
De manera igualmente preferente, cuando el sensor obtiene una posición del objeto a marcar tal que el siguiente punto a marcar en la pieza se encuentra en una última subárea de trabajo que comprende la zona de la zona de trabajo más alejada a la zona a marcar de la pieza en relación al movimiento de la pieza a marcar, la citada señal de variación de velocidad hace que el sistema motor adopte la velocidad mínima de regulación.
La presente invención puede ser aplicada a todo tipo de líneas de producción que son controladas por cualquier tipo de motor eléctrico, incluyendo también líneas rotativas, en las que el objeto no se mueve de manera lineal sobre una cinta sino que gira sobre un carrusel o se hace girar sobre su propio eje (por ejemplo, marcado de anillos en joyería, marcado de cojinetes).
Según otro aspecto de la presente invención, se da a conocer un sistema de marcado, apto para llevar a cabo el procedimiento objeto de la presente invención.
En particular, la presente invención también consiste en un sistema para marcar mediante láser un objeto en movimiento, que comprende:
- un sistema láser con un haz láser con capacidad de marcado en una zona de trabajo, con un controlador,
- un sistema motor con capacidad de mover el objeto a marcar, y
- un sistema sensor para obtener la posición del objeto a marcar,
en el que,
- el sistema láser y el sistema sensor quedan...
Reivindicaciones:
1. Procedimiento para marcar mediante láser un objeto en movimiento, mediante un sistema láser con un haz láser con capacidad de marcado en una zona de trabajo caracterizado porque se procede a:
2. Procedimiento, según la reivindicación 1, caracterizado porque el objeto a marcar se traslada a lo largo de una línea.
3. Procedimiento, según la reivindicación 1, caracterizado porque el objeto a marcar rota sobre sí mismo.
4. Procedimiento, según cualquiera de las reivindicaciones 1 a 3, caracterizado porque el sistema láser es un sistema de marcado bidimensional con capacidad de movimiento del haz láser dentro de la zona de trabajo.
5. Procedimiento, según cualquiera de las reivindicaciones 1 a 3, caracterizado porque el sistema láser es un sistema de marcado tridimensional con capacidad de movimiento del haz láser dentro de la zona de trabajo.
6. Procedimiento, según cualquiera de las reivindicaciones 1 a 5, caracterizado porque el marcado a realizar es dividido en segmentos que deben marcarse secuencialmente.
7. Procedimiento, según cualquiera de las reivindicaciones 1 a 6, caracterizado porque si el sensor obtiene una posición del objeto a marcar tal que el siguiente punto a marcar en la pieza se encuentra fuera de la zona de trabajo del sistema láser, la citada señal de variación de velocidad hace que el sistema motor aumente la velocidad del objeto a marcar.
8. Procedimiento, según cualquiera de las reivindicaciones 1 a 7, caracterizado porque si el sensor obtiene una posición del objeto a marcar tal que el siguiente punto a marcar en la pieza se encuentra en una primera subárea de la zona de trabajo que comprende la zona más próxima de la zona de trabajo a la zona a marcar de la pieza en relación al movimiento de la pieza a marcar, la citada señal de variación de velocidad hace que el sistema motor aumente la velocidad del objeto a marcar.
9. Procedimiento, según la reivindicación 8, caracterizado porque cuando el sensor obtiene una posición del objeto a marcar tal que el siguiente punto a marcar en la pieza se encuentra en una segunda subárea de la zona de trabajo adyacente a la citada primera subárea, el sistema motor mantiene la velocidad del objeto a marcar.
10. Procedimiento, según cualquiera de las reivindicaciones 1 a 9, caracterizado porque cuando el sensor obtiene una posición del objeto a marcar tal que el siguiente punto a marcar en la pieza se encuentra en una tercera subárea de la zona de trabajo, la citada señal de variación hace que el sistema motor disminuya la velocidad del objeto a marcar.
11. Procedimiento, según cualquiera de las reivindicaciones 1 a 10, caracterizado porque cuando el sensor obtiene una posición del objeto a marcar tal que el siguiente punto a marcar en la pieza se encuentra en una última subárea de trabajo que comprende la zona de la zona de trabajo más alejada a la zona a marcar de la pieza en relación al movimiento de la pieza a marcar, la citada señal de variación de velocidad hace que el sistema motor adopte la velocidad mínima de regulación.
12. Procedimiento, según cualquiera de las reivindicaciones 1 a 11, caracterizado porque dichas primera subárea, segunda subárea, tercera subárea y última subárea cubren toda la zona de trabajo.
13. Sistema para marcar mediante láser un objeto en movimiento, que comprende:
caracterizado porque,
14. Sistema, según la reivindicación 13, caracterizado porque el controlador de velocidad del sistema motor es un servocontrolador.
15. Sistema, según la reivindicación 14, caracterizado porque dicha señal recibida por el servocontrolador es la señal de control del servocontrolador.
16. Sistema, según cualquiera de las reivindicaciones 13 a 15, caracterizado porque el sistema motor es un sistema giratorio.
17. Sistema, según la reivindicación 16, caracterizado porque el sistema giratorio es un sistema giratorio que hace girar el objeto a marcar sobre sí mismo.
18. Sistema, según cualquiera de las reivindicaciones 13 a 15, caracterizado porque el sistema motor es un sistema de traslación lineal del objeto a marcar.
19. Sistema, según cualquiera de las reivindicaciones 13 a 18, caracterizado porque el sistema láser es un sistema de marcado bidimensional con capacidad de movimiento del haz láser dentro de la zona de trabajo.
20. Sistema, según cualquiera de las reivindicaciones 13 a 18, caracterizado porque el sistema láser es un sistema de marcado tridimensional con capacidad de movimiento del haz láser dentro de la zona de trabajo.
Patentes similares o relacionadas:
Máquina de mecanización con láser, del 29 de Abril de 2020, de TRUMPF WERKZEUGMASCHINEN GMBH + CO. KG: Máquina de mecanización con láser • con una zona de mecanización que presenta un cerramiento de protección , • con un dispositivo de mecanización […]
Sistema y método para procesamiento con láser, del 22 de Abril de 2020, de Yaskawa Slovenija d.o.o: Sistema para procesamiento con láser de una pieza , comprendiendo el sistema: - una fuente láser para generar un haz de trabajo , […]
Método para grabar, marcar y/o inscribir una pieza de trabajo con un trazador láser y trazador láser para ello, del 8 de Abril de 2020, de Trotec Laser GmbH: Método para grabar, marcar y/o inscribir una pieza de trabajo con un trazador láser , en el que en una carcasa del trazador láser se […]
Procedimiento de medición de la alineación del procedimiento láser, del 26 de Febrero de 2020, de Tecnomar Oy: Un procedimiento de medición de alineación del procedimiento láser aplicable a un procedimiento de fabricación bobina a bobina que incluye […]
Aparato y procedimiento para marcar objeto comestible, del 12 de Febrero de 2020, de Qualicaps Co., Ltd: Un aparato para marcar un objeto comestible (E), que comprende: un medio portador para transportar el objeto comestible (E), […]
Método para llevar a cabo cortes por láser precisos en una hoja de cinta y aparato para llevar a cabo el método, del 25 de Diciembre de 2019, de DALLAN S.P.A.: Un método para llevar a cabo un corte por láser preciso en una hoja de cinta de longitud Lu y anchura Le posicionada en una estación de corte por láser […]
MÁQUINA PARA CORTE DE LÁMINAS POR PROYECCIÓN DE FLUIDOS, del 10 de Diciembre de 2019, de GOITI, S.COOP: Máquina para corte de láminas por proyección de fluidos que comprende un cabezal desplazable en tres dimensiones, dispuesto sobre una mesa de apoyo de láminas a […]
Método para ensamblar dos componentes en el área de una zona de ensamblaje mediante al menos un rayo láser, y método para producir una costura de ensamblaje continua, del 4 de Diciembre de 2019, de FRAUNHOFER-GESELLSCHAFT ZUR FORDERUNG DER ANGEWANDTEN FORSCHUNG E.V.: Método para ensamblar dos componentes en el área de una zona de ensamblaje, que define las superficies libres que han de ser unidas de los dos componentes, […]