DISPOSITIVO Y PROCEDIMIENTO PARA LA FABRICACIÓN DE TUBOS DE HORMIGÓN DE CAPAS.
Dispositivo para la fabricación de un tubo de hormigón (9) de capas múltiples,
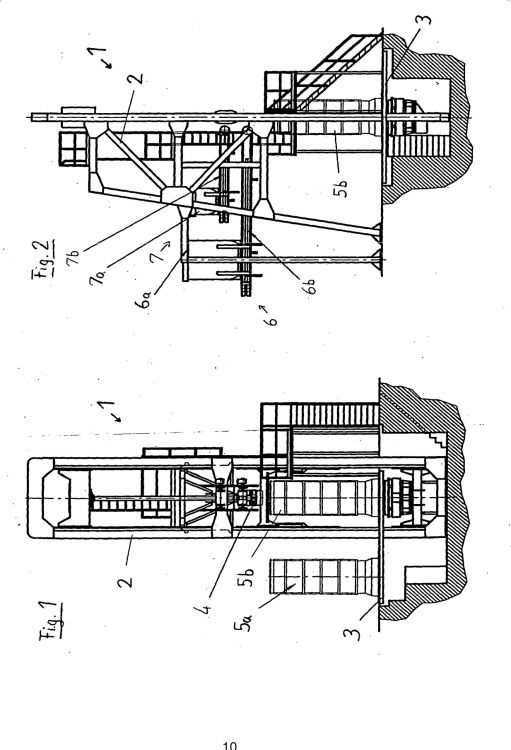
en particular de dos capas, con un primer montante (2) en el cual está situada una primera herramienta de compactación motorizada (4) y una primera instalación de alimentación (6) para cargar una primera mezcla de hormigón en una de las envolventes de moldeo (5, 5a, 5b), estando prevista en el dispositivo 1, 1' una segunda herramienta de compactación motorizada (4') con un diámetro exterior que es menor que el de la primera herramienta de compactación (4), y una segunda instalación de alimentación (7, 8) para cargar una segunda mezcla de hormigón en una de las envolventes de moldeo (5, 5a, 5b), caracterizado porque está previsto por lo menos un plato giratorio (3) sobre el cual hay varias envolventes de moldeo (5, 5a, 5b) colocadas en posición vertical que se pueden introducir cíclicamente dentro de un montante (2), girándolas, y porque la primera y la segunda instalación de alimentación (7, 8) están asignadas al mismo montante (2) en el cual están situadas la primera y la segunda herramienta de compactación (4, 4'), pudiendo accionarse la primera y la segunda herramienta de compactación (4, 4') cíclicamente de modo alternativo en el montante (2) por medio de un dispositivo de cambio rápido
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E04006778.
Solicitante: SCHLOSSER-PFEIFFER GMBH.
Nacionalidad solicitante: Alemania.
Dirección: SCHEIDERTALSTRASSE 1 65322 AARBERGEN ALEMANIA.
Inventor/es: SCHILLER, GUNTHER.
Fecha de Publicación: .
Fecha Solicitud PCT: 20 de Marzo de 2004.
Fecha Concesión Europea: 6 de Octubre de 2010.
Clasificación Internacional de Patentes:
- B28B21/26 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B28 TRABAJO DEL CEMENTO, DE LA ARCILLA O LA PIEDRA. › B28B CONFORMACION DE LA ARCILLA O DE OTRAS COMPOSICIONES CERAMICAS; CONFORMACIÓN DE ESCORIAS; CONFORMACIÓN DE MEZCLAS QUE CONTENGAN SUSTANCIAS ANALOGAS AL CEMENTO, p. ej. YESO (moldeo en fundición B22C; trabajo de la piedra o de materiales similares B28D; conformación de sustancias en estado plástico en general B29C; fabricación de productos estratificados no compuestos enteramente de estas sustancias B32B; conformación in situ , ver las clases correspondientes de la sección E). › B28B 21/00 Procedimientos o máquinas especialmente adaptados para la fabricación de objetos de forma tubular. › con una cabeza incorporada utilizable como un molde poroso o provista de medios de guiado para el avance del material.
- B28B21/94 B28B 21/00 […] › para la impregnación o el revestimiento mediante la aplicación de líquidos o semilíquidos.
Clasificación PCT:
Clasificación antigua:
- B28B19/00 B28B […] › Máquinas o métodos para aplicar el material a superficies a fin de formar una capa permanente sobre estas ultimas (fabricación de objetos realizada sobre mandriles B28B 1/30; aplicación de líquidos u otras materias fluidas a las superficies en general B05C; vidriado o revestimiento terroso C04B; aplicación del material sobre paredes u otras estructuras, ver las diferentes clases de la sección E).
- B28B21/26 B28B 21/00 […] › con una cabeza incorporada utilizable como un molde poroso o provista de medios de guiado para el avance del material.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
La invención se refiere a un dispositivo para la fabricación de un tubo de hormigón de capas múltiples, en particular de un tubo de hormigón de dos capas, según la reivindicación 1, con un primer montante en el cual se apoya una primera herramienta de compactación motorizada, por ejemplo un cabezal de prensado, con un plato giratorio sobre el cual están colocadas en posición vertical varias envolventes de moldeo, que se pueden girar 5 cíclicamente dentro de un montante, y una primera instalación de carga para cargar una primera mezcla de hormigón en una de las envolventes de moldeo. La invención se refiere además a un procedimiento para la fabricación de un tubo de hormigón de capas múltiples según la reivindicación 7.
Esta clase de tubos de hormigón se emplean por ejemplo para la canalización de aguas residuales municipales e industriales. La pared de un tubo de esta clase cumple diversas funciones. La pared del tubo tiene que 10 soportar por una parte las solicitaciones estáticas y dinámicas que actúan desde el exterior. Por otra parte, la superficie interior está expuesta al medio que se va a transportar. Por este motivo se exigen para la superficie interior unas propiedades especiales tales como p.ej. resistencia a la erosión, resistencia a los ácidos, resistencia al fuego y similares. Por lo tanto es razonable fabricar la pared del tubo a base de varias capas, diferenciándose entre sí las capas por sus propiedades. Es conocido el sistema de revestir esta clase de tubos de hormigón con una capa 15 interior de una mezcla de hormigón resistente a los ácidos, que incremente la resistencia de los tubos de hormigón. Pero dado que las mezclas de hormigón resistentes a los ácidos son considerablemente más caras que las mezclas de hormigón convencionales, se emplea sólo una capa muy delgada del hormigón resistente a los ácidos para revestir la cara interior de los tubos de hormigón.
Esta capa delgada de hormigón resistente a los ácidos se aplica convencionalmente mediante un 20 procedimiento de centrifugado, en el que se introduce la mezcla de hormigón resistente a los ácidos en un tubo situado en posición horizontal. Para ello la fase de trabajo del centrifugado ha de realizarse tanto tiempo hasta que el hormigón esté al menos parcialmente fraguado, para poder retirar el tubo en posición horizontal del molde, sin sufrir daños. Dado que la fabricación de tubos en posición horizontal es muy lenta, los tubos de una sola capa con frecuencia se producen también mediante un procedimiento de fabricación vertical con un cabezal de prensado o 25 similar. En los tubos fabricados en posición vertical se van aplicando sobre la superficie interior a posteriori unas capas llamadas forros de plástico. La instalación de estos recubrimientos, en parte muy caros, requiere unas fases de fabricación adicionales. Además no existe entre las capas ninguna unión interna, es decir química, de modo que estas capas se pueden desprender eventualmente.
Por el documento US 1.838.546 se conoce la fabricación de un tubo de hormigón con un recubrimiento 30 interior, para lo cual está previsto un dispositivo para alisar el recubrimiento interior, contiguo axialmente a una herramienta de compactación destinada a la fabricación del tubo de hormigón. Este dispositivo presenta un diámetro menor que la herramienta de compactación. La fabricación del recubrimiento interior tiene lugar esencialmente de modo simultánea con la fabricación del tubo de hormigón.
El documento DE 1 646 760 A1 describe un dispositivo conforme al preámbulo de la reivindicación 1 para la 35 fabricación de tubos de hormigón dotados de un revestimiento interior sellante. Para ello se introduce un vibrador en un molde y se carga hormigón desde arriba en el espacio hueco de forma cilíndrica anular existente entre el molde y el vibrador. Después de la fabricación del tubo de hormigón se sustituye el vibrador por una herramienta de alisar, que se pasa de abajo hacia arriba a través del tubo y mediante la cual se distribuye el material para el recubrimiento interior, cargado desde arriba. 40
Un dispositivo y un procedimiento conforme al preámbulo de la reivindicación 7 para la fabricación de un tubo de hormigón de una sola capa se conoce por el documento US 4.690.631. Para ello está prevista una herramienta de compactación que se hace pasar de abajo hacia arriba por medio de una unidad de accionamiento situada encima de una envolvente de moldeo para formar el tubo de hormigón. También está previsto un plato giratorio mediante el cual se pueden sacar los tubos de hormigón girándolos fuera de la posición de la herramienta 45 de compactación, para el desmoldeo.
El objetivo de la presente invención es por lo tanto proporcionar un dispositivo y un procedimiento de la clase citada inicialmente mediante el cual se puedan fabricar tubos de hormigón de varias capas de modo más rápido y económico, mejorando en particular la unión de las distintas capas entre sí.
Este objetivo se resuelve conforme a la invención esencialmente por medio de un dispositivo que presenta 50 las características de la reivindicación 1. Mediante esta realización conforme a la invención se tiene la posibilidad de dotar una capa exterior de una primera mezcla de hormigón de una segunda capa interior de una mezcla de hormigón, p.ej. resistente a los ácidos, fabricándose ambas capas cada una mediante una herramienta de compactación. Por este motivo la segunda capa, interior, se puede aplicar directamente sobre la primera capa, exterior, antes de que ésta fragüe. De este modo existe la posibilidad de obtener una unión especialmente buena 55
entre las dos capas. El espesor de la segunda capa, interior, está determinado por los diferentes diámetros de las herramientas de compactación o cabezales de prensado. Con este dispositivo conforme a la invención resulta al mismo tiempo posible realizar una fabricación especialmente económica de tubos de hormigón de capas múltiples, ya que los tubos fabricados de este modo se pueden desencofrar del molde inmediatamente después del proceso de compactación, y antes de que fragüen los tubos. 5
La primera y la segunda instalación de recubrimiento corresponden a un mismo montante en el cual eventualmente puede estar situada opcionalmente también la primera y segunda herramienta de compactación. En esta forma de realización, el espacio ocupado por un dispositivo de esta clase para la fabricación de tubos de hormigón de capas múltiples es menor que en el caso de un dispositivo con dos montantes. Ahora bien, la fabricación de un tubo de hormigón de capas múltiples requiere en esta forma de realización eventualmente un 10 cambio de herramientas, ya que la primera capa, exterior, del tubo de hormigón se fabrica con una herramienta de compactación cuyo diámetro es mayor que el de la segunda herramienta de compactación mediante la cual se fabrica la segunda capa, interior.
Se prefiere que por lo menos una de las instalaciones de alimentación comprenda un silo de hormigón con su correspondiente cinta alimentadora. De modo alternativo o adicional la instalación de alimentación también puede 15 estar formada por una bomba de hormigón con un tubo flexible de bombeo. En particular para la alimentación de la segunda mezcla de hormigón, p.ej. resistente al fuego y/o a los ácidos, de la cual sólo se requiere una proporción de volumen menor para la fabricación de un tubo de hormigón de capas múltiples, puede ser suficiente el empleo de una bomba de hormigón.
Con el fin de reducir los tiempos de ciclo para la fabricación de un tubo de hormigón de capas múltiples, la 20 primera y la segunda herramienta de compactación se pueden accionar alternativamente de modo cíclico en el montante por medio de un dispositivo de cambio rápido. El cambio entre la primera y la segunda herramienta de compactación puede efectuarse por ejemplo de forma automatizada, de modo que la segunda capa de hormigón (interior) se pueda aplicar de modo especialmente rápido sobre la primera capa de hormigón exterior que todavía no está fraguada. 25
No se requiere efectuar un cambio de herramientas como en el dispositivo antes descrito con un montante, si la segunda herramienta de compactación está situada debajo de la primera herramienta de compactación, sobre un árbol común. En este caso la primera y la segunda instalación de alimentación están asignadas a un mismo montante. En este caso la alimentación del material para la capa interior se realiza preferentemente desde arriba, a través del árbol de accionamiento de las herramientas...
Reivindicaciones:
1. Dispositivo para la fabricación de un tubo de hormigón (9) de capas múltiples, en particular de dos capas, con un primer montante (2) en el cual está situada una primera herramienta de compactación motorizada (4) y una primera instalación de alimentación (6) para cargar una primera mezcla de hormigón en una de las envolventes de moldeo (5, 5a, 5b), estando prevista en el dispositivo 1, 1' una segunda herramienta de compactación motorizada (4') con un 5 diámetro exterior que es menor que el de la primera herramienta de compactación (4), y una segunda instalación de alimentación (7, 8) para cargar una segunda mezcla de hormigón en una de las envolventes de moldeo (5, 5a, 5b), caracterizado porque está previsto por lo menos un plato giratorio (3) sobre el cual hay varias envolventes de moldeo (5, 5a, 5b) colocadas en posición vertical que se pueden introducir cíclicamente dentro de un montante (2), girándolas, y porque la primera y la segunda instalación de alimentación (7, 8) están asignadas al mismo montante 10 (2) en el cual están situadas la primera y la segunda herramienta de compactación (4, 4'), pudiendo accionarse la primera y la segunda herramienta de compactación (4, 4') cíclicamente de modo alternativo en el montante (2) por medio de un dispositivo de cambio rápido.
2. Dispositivo según la reivindicación 1, caracterizado porque por lo menos una de las instalaciones de alimentación (6, 7) comprende un silo de hormigón (6a, 7a) con su correspondiente cinta alimentadora (6b, 7b). 15
3. Dispositivo según la reivindicación 1 ó 2, caracterizado porque una de las instalaciones de alimentación (8) presenta una bomba de hormigón comprende un silo de hormigón (8a) con un tubo flexible de bomba (8b).
4. Dispositivo según una de las reivindicaciones anteriores, caracterizado porque las herramientas de compactación (4, 4') presentan cada una un distribuidor con varios rodillos distribuidores (11, 11') que actúan esencialmente en dirección radial, y un compactador con varios rodillos de prensado (12, 12') que actúan 20 esencialmente en dirección radial, así como una herramienta de alisado (13, 13').
5. Dispositivo según una de las reivindicaciones anteriores, caracterizado porque las herramientas de compactación presentan cada una un distribuidor con varios patines de distribución que actúan esencialmente en dirección radial y un compactador con varios patines de compactación que actúan esencialmente en dirección radial, y herramientas de alisado (13, 13'). 25
6. Dispositivo según la reivindicación 4 ó 5, caracterizado porque el distribuidor de cada herramienta de compactación (4, 4') gira en sentido opuesto al compactador y a diferente velocidad, alrededor del eje longitudinal de la envolvente de moldeo (5, 5a, 5b).
7. Procedimiento para la fabricación de un tubo de hormigón (9) de capas múltiples, en particular de dos capas, con las fases siguientes: 30
- Posicionamiento mediante un giro en un primer montante (2) de una envolvente de moldeo (5, 5a, 5b) dispuesta esencialmente en posición vertical sobre un plato giratorio (3),
- Llenado de la envolvente de moldeo (5, 5a, 5b) con una primera mezcla de hormigón mediante una primera instalación de alimentación (6),
- Distribución y compactación de la mezcla de hormigón en la envolvente de moldeo (5, 5a, 5b) mediante 35 una primera herramienta de compactación (4) rotativa y desplazable en dirección vertical,
- Retirada mediante el giro de la envolvente de moldeo (5, 5a, 5b) colocada esencialmente en posición vertical sobre el plato giratorio (3), fuera del primer montante (2), y desmoldeo del tubo de hormigón (9),
caracterizado porque antes de proceder al desmoldeo del tubo de hormigón (9) se carga mediante una segunda instalación de alimentación (7, 8) una segunda mezcla de hormigón en la envolvente de moldeo (5, 5a, 5b) colocada 40 esencialmente en posición vertical, y se distribuye y compacta la segunda mezcla de hormigón con una segunda herramienta de compactación (4') cuyo diámetro es menor que el de la primera herramienta de compactación (4), y porque antes de cargar la segunda mezcla de hormigón en la envolvente de moldeo (5, 5a, 5b) y distribuirla y compactarla de éste, se sustituye por medio de un dispositivo de cambio rápido la primera herramienta de compactación (4) en el primer montante (2), por la segunda herramienta de compactación (4'), y una vez que se 45 haya cargado la segunda mezcla de hormigón en la envolvente de moldeo (5, 5a, 5b) y se haya distribuido y compactado en ésta, se sustituye por medio del dispositivo de cambio rápido en el primer montante (2) la segunda herramienta de compactación (4') contra la primera herramienta de compactación (4).
Patentes similares o relacionadas:
 PROCEDIMIENTO Y UTILIZACION DE UN DISPOSITIVO PARA LA FABRICACION DE TUBOS DE HORMIGON DE CAPAS MULTIPLES, del 20 de Mayo de 2010, de SCHLOSSER-PFEIFFER GMBH: Procedimiento para la fabricación de un tubo de hormigón de varias capas, con los pasos siguientes:
- introducir en un montante una envolvente de moldeo […]
PROCEDIMIENTO Y UTILIZACION DE UN DISPOSITIVO PARA LA FABRICACION DE TUBOS DE HORMIGON DE CAPAS MULTIPLES, del 20 de Mayo de 2010, de SCHLOSSER-PFEIFFER GMBH: Procedimiento para la fabricación de un tubo de hormigón de varias capas, con los pasos siguientes:
- introducir en un montante una envolvente de moldeo […]
METODO PARA LA FABRICACION DE UN TUBO DE POLIURETANO EN EL INTERIOR DE UN TUBO DE HORMIGON Y PRODUCTO COMPUESTO ASI OBTENIDO., del 16 de Diciembre de 2003, de CO. PRE.M COSTRUZIONI PREFABBRICATE MODULARI S.R.L. TEMA TECHNOPOLYMERS S.R.L.: PROCEDIMIENTO PARA PRODUCIR UNA TUBERIA DE POLIURETANO QUE ESTA FIRMEMENTE FIJADA DENTRO DE UNA TUBERIA DE HORMIGON APLICANDOLE A LA CARA INTERIOR DE LA CITADA […]
PROCEDIMIENTO Y EQUIPO MEJORADOS PARA REVESTIR TUBOS DE HORMIGON., del 1 de Marzo de 2003, de ASSOTUBI ECOLOGICA S.R.L.: LA PRESENTE INVENCION SE REFIERE A UN PROCESO MEJORADO Y AL EQUIPO CORRESPONDIENTE PARA REVESTIR TUBOS DE HORMIGON Y EN PARTICULAR CONDUCTOS UTILIZADOS […]
PROCEDIMIENTO PARA LA FABRICACION DE TUBOS DE HORMIGON Y PRENSA DE TUBOS PARA SU REALIZACION, del 16 de Noviembre de 1993, de KERN, GREGOR: LA CONSTANCIA DE CALIDAD OBTENIDA EN LA FABRICACION DE TUBOS DE HORMIGON MEDIANTE PRESION DE RODADURA SIGUE SIENDO INSUFICIENTE. LAS AGUAS AGRESIVAS,SOBRE TODO, […]
Aparato de fabricación de panel basado en yeso, del 3 de Junio de 2020, de YOSHINO GYPSUM CO., LTD: Aparato de produccion de panel basado en yeso que comprende: un mezclador configurado para preparar una lechada de yeso; un aparato […]
Materiales de panel de pared que incorporan una matriz de micropartículas, del 18 de Diciembre de 2019, de Ash Tech Industries, L.L.C: Un método para formar un material de panel de pared, que comprende: formar una mezcla que incluye: de aproximadamente el 25 % en peso a aproximadamente […]
Sistema de mezcla y distribución de lechada cementosa con conjunto generador de impulsos y método para su utilización, del 9 de Octubre de 2019, de UNITED STATES GYPSUM COMPANY: Sistema de mezcla y distribución de lechada cementosa que comprende: una mezcladora , estando la mezcladora adaptada […]
Sistema de inyección de espuma con insertos de puerto variables para aparato de mezclado y dispensación de lechada, del 2 de Octubre de 2019, de UNITED STATES GYPSUM COMPANY: Sistema de inyección de espuma para un ensamblaje de mezclado y dispensación de lechada cementosa , comprendiendo el sistema […]