Dispositivo y procedimiento para cortar por chorro de agua.
Dispositivo para cortar por chorro de agua una pieza de trabajo (31) con un cabezal de corte (10),
un soporte (11), que es rotatorio alrededor de un eje de rotación (24) y al cual está fijado el cabezal de corte (10), presentando el cabezal de corte (10) un tubo concentrador (10b) con una abertura de salida (10c) para un chorro de agua (30), estando el cabezal de corte (10) alineado a lo largo de un eje de cabezal de corte (25) inclinado bajo un ángulo (α) con respecto al eje de rotación (24), estando previsto un equipo de medición (39) con un medio de registro para registrar la distancia entre el cabezal de corte (10) y una superficie de pieza de trabajo (31 c) de la pieza de trabajo (31), caracterizado porque el eje de cabezal de corte (25) está inclinado en un ángulo (α), que está prefijado, mediante un control, encontrándose el punto de intersección del eje de rotación (24) con el eje de cabezal de corte (25) con respecto al eje de rotación (24) a la misma altura axial que la altura axial, que registra el medio de registro del equipo de medición (39), de la superficie de pieza de trabajo (31 c) de la pieza de trabajo (31).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/IB2010/051409.
Solicitante: BYSTRONIC LASER AG.
Nacionalidad solicitante: Suiza.
Dirección: Industriestrasse 21 3362 Niederönz SUIZA.
Inventor/es: MAURER, WALTER, PUDE,FRANK, SCHWERMANN,TORBEN.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B24C1/04 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B24 TRABAJO CON MUELA; PULIDO. › B24C TRATAMIENTO POR CHORRO ABRASIVO O CHORRO ANALOGO, CON MATERIALES EN PARTICULAS. › B24C 1/00 Métodos para la utilización del chorro abrasivo con vistas a la realización de un trabajo determinado; Utilización de equipos auxiliares vinculados a estos métodos. › para trabajar únicamente ciertas partes de una superficie, p. ej. para grabar la piedra o el vidrio.
- B24C3/04 B24C […] › B24C 3/00 Máquinas o dispositivos de tratamiento por chorro abrasivo; Instalaciones de tratamiento por chorro abrasivo. › fijos.
PDF original: ES-2524360_T3.pdf
Fragmento de la descripción:
Dispositivo y procedimiento para cortar por chorro de agua.
[1] La presente invención se refiere a un dispositivo para cortar por chorro de agua una pieza de trabajo, del tipo mencionado en el preámbulo de la reivindicación 1, así como aun procedimiento para cortar por chorro de agua una pieza de trabajo, del tipo mencionado en la reivindicación 12.
[2] En el corte por chorro de agua se utiliza el chorro de agua que sale del cabezal de corte, por ejemplo, para cortar una capa de material, respectivamente una pieza de trabajo, a lo largo de un contorno desplazando a lo largo de este el cabezal de corte en forma controlada con una velocidad definida. En el proceso de corte, el chorro de agua impacta con alta velocidad sobre la superficie del material, respectivamente de la pieza de trabajo, y la penetra, de modo que resulta una ranura de corte.
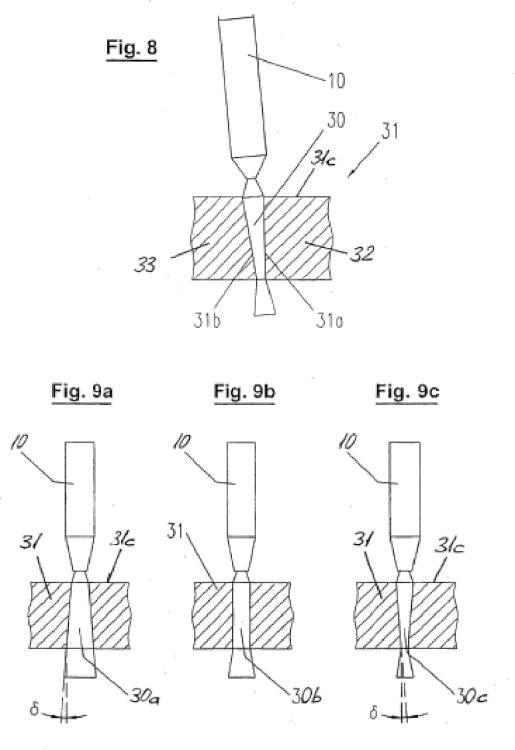
[3] Generalmente, los cantos de corte que delimitan la ranura de corte corren paralelos uno al otro únicamente con una velocidad de avance definida del cabezal de corte 1. Esto está representado en forma esquemática en la figura 9b que muestra una parte de una pieza de trabajo 31 en sección, así como el recorrido del chorro de agua 3b que sale del cabezal de corte 1. SI la velocidad de avance es demasiado reducida o demasiado alta, los cantos de corte no están dispuestos paralelos, sino Inclinados uno con respecto al otro. La figura 9a muestra el recorrido del chorro de agua 3a en el caso de velocidad de avance demasiado reducida y la figura 9c el recorrido del chorro de agua 3c en el caso de velocidad de avance demasiado alta. Como es evidente, los cantos de corte presentan una Inclinación ó con respecto a la vertical sobre la superficie de pieza de trabajo 31c. Este defecto angular también se denomina "conicidad".
[4] Para asegurar un mecanizado racional se trata de elegir una velocidad de avance que en lo posible sea alta. Para evitar en este caso en al menos uno de los dos cantos de corte la "conicidad" es conocido configurar el cabezal de corte en forma giratoria (compárese, por ejemplo, con los documentos US 6,922,65 B1 o US 6,766,216 B2). Para ello están previstos, aparte de los tres ejes para desplazar el cabezal de corte en el espacio, dos ejes de giro adicionales que posibilitan el giro del cabezal de corte. Deben preverse medidas apropiadas para posibilitar una orientación exacta del cabezal de corte y, por consiguiente, un corte preciso.
[5] Para poder poslcionar el cabezal de corte correctamente con respecto a la pieza de trabajo es conocido además registrar la distancia entre el cabezal de corte y la superficie de la pieza de trabajo colocando sobre esta un palpador (compárese, por ejemplo, con los documentos EP 1 317 999 A1 o US 26/459 A1). Sin embargo, de este modo, la distancia se deja determinar en forma exacta sólo en una medida limitada, lo cual tiene como consecuencia inexactitudes correspondientes al cortar.
[6] Del documento WO 28/12833 A1 se conoce un dispositivo para cortar por chorro de agua una pieza de trabajo, el cual comprende un cabezal de corte y un soporte, que puede rotarse alrededor de un eje de rotación y al cual está fijado el cabezal de corte. El cabezal de corte presenta un tubo concentrador con una abertura de salida para un chorro de agua, estando el cabezal de corte alineado a lo largo de un eje de cabezal de corte inclinado bajo un ángulo con respecto al eje de rotación.
[7] En esta y otras soluciones conocidas es desventajoso que al rotar el cabezal de corte alrededor del eje de rotación, para que, por ejemplo, sea realizable en la pieza de trabajo un corte que corra en un ángulo, se desplace el punto de entrada del chorro de agua sobre la superficie de la pieza de trabajo. Este desplazamiento debe compensarse por medio de un movimiento de corrección en dirección X, Y y/o Z. Esto hace necesaria una operación de control adicional separada en el caso de cada modificación de la posición angular del cabezal de corte.
[8] Del documento US 23/3765 A1 se conoce un dispositivo para cortar por chorro de agua una pieza de trabajo con un cabezal de corte, un soporte, que puede rotarse alrededor de un eje de rotación y al cual está fijado el cabezal de corte. El cabezal de corte presenta un tubo concentrador con una abertura de salida para un chorro de agua. El cabezal de corte está alineado a lo largo de un eje de cabezal de corte Inclinado bajo un ángulo con respecto al eje de rotación. Además, está previsto un equipo de medición con un medio de registro para registrar la distancia entre el cabezal de corte y una superficie de pieza de trabajo de la pieza de trabajo.
[9] Otro dispositivo genérico para cortar por chorro de agua se muestra en el documento US 26/14941 A1.
[1] Un objetivo de la presente invención es indicar un dispositivo y un procedimiento para cortar por chorro de agua una pieza de trabajo, los cuales no presentan las desventajas mencionadas previamente y posibilitan este modo un corte más exacto.
[11] Este objetivo se consigue mediante el dispositivo según la reivindicación 1, una máquina según la reivindicación 11, mediante el procedimiento según la reivindicación 12, así como mediante el procedimiento para mecanizar una pieza de trabajo según la reivindicación 15. Las otras reivindicaciones indican fabricaciones
preferidas de los correspondientes dispositivos según la invención y del correspondiente procedimiento según la invención.
[12] Un dispositivo para cortar por chorro de agua comprende, por ejemplo, un cabezal de corte y un equipo de medición con un palpador para registrar la distancia entre el cabezal de corte y la superficie de pieza de trabajo, comprendiendo el equipo de medición un accionamiento, mediante el cual el palpador puede presionarse en forma controlada por fuerza contra la superficie de pieza de trabajo. El accionamiento es, por ejemplo, un motor lineal con eje de ajuste desplazable linealmente. El palpador presenta, p. ej., un extremo con forma anular. Ventajosamente está previsto un sistema de medición de desplazamiento para registrar la posición del eje de ajuste del accionamiento. Además, está previsto ventajosamente un control, mediante el cual puede ajustarse la fuerza, con la cual el palpador es presionable contra la superficie de pieza de trabajo, dependiendo el control del palpador del control del cabezal de corte.
[13] Una lista de caracteres de referencia es parte de la divulgación.
[14] La invención se explica detalladamente en forma simbólica y ejemplar en base a figuras.
[15] Las figuras se describen en forma conexa y extendida. Iguales caracteres de referencia significan iguales componentes, caracteres de referencia con índices diferentes indican componentes de igual funcionamiento o similares.
[16] Muestran en este caso
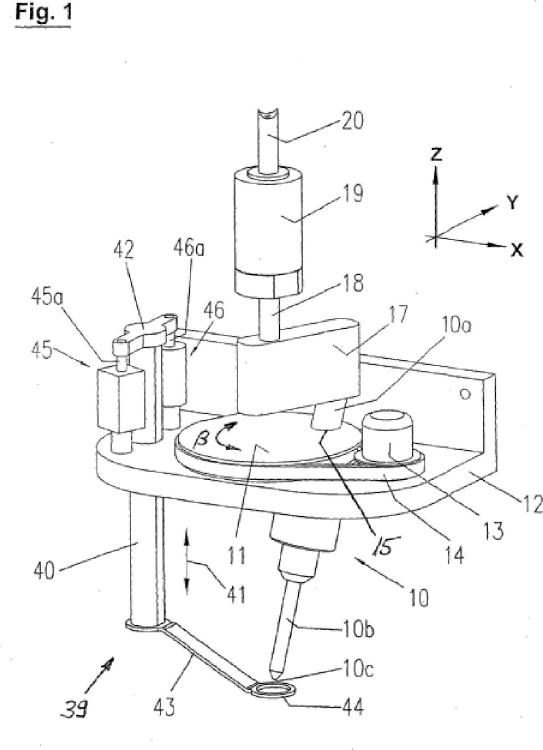
la figura 1, una vista en perspectiva del dispositivo según la invención,
la figura 2, una vista de adelante del dispositivo según la figura 1, estando el cabezal de corte rotado de modo tal que se lo ve con todo su ángulo de inclinación prefijado,
la figura 3, una vista lateral de otra forma de fabricación de un dispositivo según la invención,
la figura 4, una vista en perspectiva del dispositivo según la invención según la figura 3,
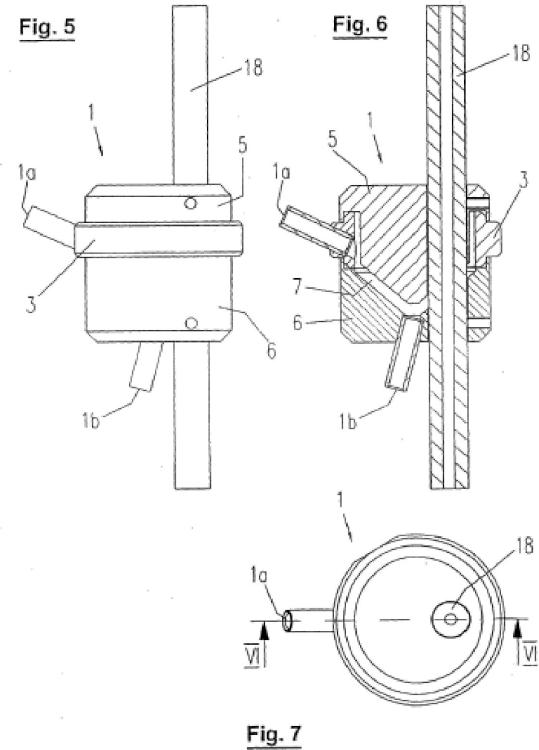
la figura 5, la articulación intermedia del dispositivo según la figura 3 en una vista lateral,
la figura 6, la articulación intermedia según la figura 6 seccionada en el plano según la línea VI-VI en la figura 7,
la figura 7, una articulación intermedia según la figura 5 en una vista de arriba,
la figura 8, una vista lateral parcialmente seccionada de una pieza de trabajo que se corta con el dispositivo según la figura 1 o la figura 3,
las figuras 9a-9c, esquemáticamente los recorridos del chorro de agua al cortar una pieza de trabajo en tres velocidades diferentes de avance del cabezal de corte,
las figuras 1a-1b, una vista en perspectiva de otra forma de fabricación de un dispositivo según la invención, la figura 11, una variante según la invención del dispositivo según las figuras 1a y 1b, y
la figura 12, otra variante según la invención del dispositivo según la figura 1.
[17] Como se ve de la figura 1, el dispositivo de corte para cortar por chorro de agua comprende un cabezal de corte 1 con un tubo concentrador 1b que está fijado a un cubo como soporte 11. Este está provisto para ello de un agujero, en el cual está ubicado el cabezal de corte 1. El tubo concentrador 1b presenta una abertura de salida 1c, de la cual sale el chorro de agua 3 que se forma en la operación.
[18] El soporte 11 del cabezal de corte 1 está apoyado en forma rotatoria sobre una placa base como soporte 12. Los cojinetes del soporte 11 están... [Seguir leyendo]
Reivindicaciones:
1. Dispositivo para cortar por chorro de agua una pieza de trabajo (31) con un cabezal de corte (10) , un soporte (11) , que es rotatorio alrededor de un eje de rotación (24) y al cual está fijado el cabezal de corte (10) , presentando el cabezal de corte (10) un tubo concentrador (10b) con una abertura de salida (10c) para 5 un chorro de agua (30) , estando el cabezal de corte (10) alineado a lo largo de un eje de cabezal de corte (25) inclinado bajo un ángulo (α) con respecto al eje de rotación (24) , estando previsto un equipo de medición (39) con un medio de registro para registrar la distancia entre el cabezal de corte (10) y una superficie de pieza de trabajo (31 c) de la pieza de trabajo (31) , caracterizado porque el eje de cabezal de corte (25) está inclinado en un ángulo (α) , que está prefijado, mediante un control, encontrándose el punto 10 de intersección del eje de rotación (24) con el eje de cabezal de corte (25) con respecto al eje de rotación (24) a la misma altura axial que la altura axial, que registra el medio de registro del equipo de medición (39) , de la superficie de pieza de trabajo (31 c) de la pieza de trabajo (31) .
2. Dispositivo según la reivindicación 1, encontrándose el punto de intersección del eje de rotación (24) con el 15 eje de cabezal de corte (25) distanciado de la abertura de salida (10c) y debajo de esta con respecto a la dirección de salida del chorro de agua (30) .
3. Dispositivo según las reivindicaciones 1 o 2, pudiendo el soporte (11) junto con el cabezal de corte (10) rotarse en al menos 90 grados, preferentemente en al menos 180 grados y en forma particularmente 20 preferente en al menos 360 grados, ventajosamente en una trayectoria circular, alrededor del eje de rotación (24) .
4. Dispositivo según una de las reivindicaciones precedentes, comprendiendo el medio de registro del equipo de medición (39) un palpador (44) regulado que presenta un extremo que puede apoyarse contra la 25 superficie de pieza de trabajo (31 c) de la pieza de trabajo (31) .
5. Dispositivo según una de las reivindicaciones precedentes, con un accionamiento (13) para rotar el soporte (11) , que presenta un eje de accionamiento (15) que preferentemente está dispuesto paralelo al eje de rotación (24) del soporte (11) . 30
6. Dispositivo según una de las reivindicaciones precedentes, con una articulación intermedia (1) , mediante la cual puede conducirse material abrasivo al cabezal de corte (10) , presentando la articulación intermedia (1) una entrada (1 a) y una salida (1 b) giratoria con respecto a esa, presentando la articulación intermedia (1) entre la entrada (1a) y la salida (1b) opcionalmente una hendidura (7) . 35
7. Dispositivo según una de las reivindicaciones precedentes, con una articulación giratoria (19) , que presenta una entrada (20) y una salida (18) giratoria con respecto a esa, que está unida a un cabezal de corte (10) , coincidiendo el eje de rotación de la articulación giratoria (19) con el eje de rotación (24) del soporte (11) .
8. Dispositivo según una de las reivindicaciones precedentes, estando previsto un cojinete (66) entre el cabezal de corte (10) y una abertura (15) en el soporte (11) , de modo que el cabezal de corte (10) está apoyado en forma libremente rotatoria alrededor del eje de cabezal de corte (25) en el soporte (11) .
9. Dispositivo según una de las reivindicaciones precedentes, estando previsto un dispositivo de 45 posicionamiento (51, 61) para el cabezal de corte (10) , mediante el cual el cabezal de corte (10) puede pasarse de una posición inclinada en el ángulo (α) prefijado a una posición orientada perpendicular a la superficie de pieza de trabajo (31c) .
10. Dispositivo según la reivindicación 9, caracterizado porque el dispositivo de posicionamiento (61) 50 comprende un eje de inclinación (62) , alrededor del cual es inclinable el soporte (11) junto con el cabezal de corte (10) en la cantidad angular del ángulo (α) , corriendo el eje de inclinación (62) ventajosamente perpendicular al eje de rotación (24) , o el dispositivo de posicionamiento (51) comprende un aparato de posicionamiento, con el cual el cabezal de corte (10) puede girarse con respecto al soporte (11) en la cantidad angular del ángulo (α) , comprendiendo el aparato de posicionamiento ventajosamente una guía 55 (52) y un elemento de accionamiento (56) , estando prevista la guía (52) en el soporte (11) corriendo desde el centro de este en dirección del borde radialmente externo y delimitada en cada caso en los lados extremos, y pudiendo pasarse el cabezal de corte (10) , mediante el elemento de accionamiento (56) , de una posición inclinada a una posición orientada paralela al eje de rotación (24) .
11. Máquina para cortar por chorro de agua que presenta los componentes del dispositivo según una de las reivindicaciones 1 a 10.
12. Procedimiento para cortar por chorro de agua una pieza de trabajo (31) con un cabezal de corte (10) que está fijado a un soporte (11) , que es rotatorio alrededor de un eje de rotación (24) , así como presenta un 65 tubo concentrador (10b) con una abertura de salida (10c) para un chorro de agua (30) , estando el cabezal de corte (10) alineado a lo largo de un eje de cabezal de corte (25) inclinado bajo un ángulo (α) prefijado con respecto al eje de rotación (24) , y con un equipo de medición (39) que comprende un medio de registro para registrar la distancia entre el cabezal de corte (10) y una superficie de pieza de trabajo (31 c) de la pieza de trabajo (31) , desplazándose el cabezal de corte (10) en forma controlada mediante un control en dependencia de la distancia medida con respecto a la superficie de pieza de trabajo (31 c) de la pieza de 5 trabajo (31) de modo tal que el punto de intersección del eje de rotación (24) con el eje de cabezal de corte (25) se encuentra sobre la superficie de pieza de trabajo (31 c) , que está orientada hacia el cabezal de corte (10) , de la pieza de trabajo (31) .
13. Procedimiento según la reivindicación 12, registrándose la distancia entre el cabezal de corte (10) y la 10 superficie de pieza de trabajo (31c) mediante un palpador (44) como medio de registro del equipo de medición (39) , que se presiona en forma regulada contra la superficie de pieza de trabajo (31 c) , presionándose el palpador (44) ventajosamente contra la superficie de pieza de trabajo (31 c) mediante un accionamiento (13) controlado por fuerza para asegurar la distancia de trabajo, registrándose además ventajosamente durante el mecanizado de la pieza de trabajo (31) la distancia entre el cabezal de corte (10) 15 y la superficie de pieza de trabajo (31 c) y guiándose el palpador (44) de modo tal que la distancia se encuentre en el rango prefijado.
14. Procedimiento según las reivindicaciones 12 o 13, pudiendo rotarse el cabezal de corte (10) en al menos 90 grados, preferentemente en al menos 180 grados y en forma particularmente preferente en al menos 360 20 grados alrededor del eje de rotación (24) .
15. Procedimiento para mecanizar una pieza de trabajo (31) , en el cual se emplea un dispositivo según una de las reivindicaciones 1 a 10, una máquina según la reivindicación 11 y/o un procedimiento según una de las reivindicaciones 12 a 14. 25
Patentes similares o relacionadas:
PROCEDIMIENTO DE FABRICACIÓN DE UN SUSTRATO DE VIDRIO CON ACABADO SUPERFICIAL EN RELIEVE Y SUSTRATO DE VIDRIO OBTENIDO MEDIANTE DICHO PROCEDIMIENTO, del 30 de Julio de 2020, de TVITEC SYSTEM GLASS. S.L: Procedimiento que comprende las etapas: Abrasión, preferiblemente pero no de forma limitativa mediante chorro de arena que produce un desbastando mecánico […]
Aparato seguidor del contorno y sistemas y métodos relacionados, del 1 de Enero de 2020, de FLOW INTERNATIONAL CORPORATION: Un conjunto de cardan para una máquina multieje para ayudar al mantenimiento de una relación espacial entre una herramienta de la máquina multieje y una […]
Trazado de trayectorias de herramienta de haz para contornos compuestos 3D utilizando superficies de trayectoria de mecanizado para mantener una sola representación sólida de objetos, del 13 de Noviembre de 2019, de FLOW INTERNATIONAL CORPORATION: Un método de operación en un sistema CAM de fabricación asistida por ordenador para representar una trayectoria de mecanizado de un […]
Procedimiento e instalación para corte de un producto de hormigón, del 8 de Abril de 2019, de Elematic Oyj: Un método para el corte de un producto de hormigón de núcleo hueco moldeado en encofrado deslizante con corte por chorro de agua, en el que en […]
Trazado de trayectorias de herramienta de haz para contornos compuestos 3D utilizando superficies de trayectoria de mecanizado para mantener una sola representación sólida de objetos, del 26 de Marzo de 2019, de FLOW INTERNATIONAL CORPORATION: Un método de operación en un sistema CAM de fabricación asistida por ordenador para la visualización o representación de una trayectoria de mecanizado […]
Sistemas de corte de chorro de fluido, del 29 de Noviembre de 2018, de FLOW INTERNATIONAL CORPORATION: Un sistema de corte de chorro de fluido , que comprende: un cabezal de corte de chorro de fluido que tiene un orificio para la generación de un chorro de fluido […]
Procedimiento y dispositivo para separar una capa de material a lo largo de una línea de separación mediante un chorro de corte, del 1 de Octubre de 2018, de Microwaterjet AG: Procedimiento para separar una capa de material a lo largo de una línea de separación predeterminada mediante un chorro de corte que se desplaza […]
Dispositivo para generar un chorro de líquido para mecanizar piezas, en particular para cortarlas, del 15 de Noviembre de 2017, de Fernández, Tomás: Dispositivo para generar un chorro de líquido para mecanizar piezas, en particular para cortarlas, que comprende una bomba de alta presión, medios […]