Dispositivo y procedimiento para colocar y bloquear lunetas para cilindros de laminador en rectificadoras y rectificadoras que emplean los mismos.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/IB2008/000162.
Solicitante: TENOVA S.P.A..
Nacionalidad solicitante: Italia.
Dirección: VIA MONTE ROSA 93 20149 MILANO ITALIA.
Inventor/es: BOSELLI,GIOVANNI, BIANCHESSI,FLAVIO STEFANO, CANDIANI,FAUSTO, AUTERI,FRANCESCO.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B23Q1/28 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23Q PARTES CONSTITUTIVAS, DISPOSITIVOS O ACCESORIOS DE MAQUINAS HERRAMIENTAS, p. ej. DISPOSITIVOS PARA COPIAR O CONTROLAR (herramientas del tipo utilizado en tornos o máquinas de agujerear B23B 27/00 ); MAQUINAS HERRAMIENTAS DE UTILIZACION GENERAL, CARACTERIZADAS POR LA ESTRUCTURA DE CIERTAS PARTES CONSTITUTIVAS O DISPOSITIVOS; COMBINACIONES O ASOCIACIONES DE MAQUINAS PARA TRABAJAR EL METAL NO DESTINADAS A UN TRABAJO EN PARTICULAR. › B23Q 1/00 Elementos componentes de la estructura general de un tipo de máquina, y más especialmente los elementos fijos más grandes (B23Q 37/00 tiene prioridad). › Medios para fijar los elementos deslizantes en la posición deseada.
- B23Q1/76 B23Q 1/00 […] › Lunetas; Apoyos.
- B23Q3/10 B23Q […] › B23Q 3/00 Dispositivos que permiten mantener, soportar o posicionar las piezas o las herramientas, pudiendo normalmente ser desmontados estos dispositivos de la máquina (mesas de trabajo u otras piezas, p. ej. platos, que no incorporan de forma habitual los medios para sujetar la pieza B23Q 1/00; control automático de la posición B23Q 15/00; cabezas portaherramientas rotativas para máquinas de tornear B23B 3/24, B23B 3/26; porta-herramientas sin accionamiento B23B 29/00; características generales de las torretas B23B 29/24; herramientas o útiles de banco para fijar, unir, desenganchar o mantener B25B). › Dispositivos auxiliares, p. ej. collarines miembros extensibles.
- B24B41/06 B […] › B24 TRABAJO CON MUELA; PULIDO. › B24B MAQUINAS, DISPOSITIVOS O PROCEDIMIENTOS PARA TRABAJAR CON MUELA O PARA PULIR (por electroerosión B23H; tratamiento por chorro abrasivo B24C; grabado o pulido electrolítico C25F 3/00 ); REAVIVACION O ACONDICIONAMIENTO DE SUPERFICIES ABRASIVAS; ALIMENTACION DE MAQUINAS CON MATERIALES DE RECTIFICAR, PULIR O ALISAR. › B24B 41/00 Elementos constitutivos de maquinas o dispositivos abrasivos tales como bastidores, bancos, cabezales, carros. › Soportes de piezas, p. ej. lunetas regulables (B24B 37/27 tiene prioridad).
- H01F7/18 ELECTRICIDAD. › H01 ELEMENTOS ELECTRICOS BASICOS. › H01F IMANES; INDUCTANCIAS; TRANSFORMADORES; EMPLEO DE MATERIALES ESPECIFICOS POR SUS PROPIEDADES MAGNETICAS. › H01F 7/00 Imanes (imanes superconductores H01F 6/00). › Circuitos dispuestos para obtener las características de funcionamiento deseadas, p. ej. para un funcionamiento lento, para excitación sucesiva de arrollamientos, para excitación a gran velocidad de los arrollamientos.
PDF original: ES-2391919_T3.pdf
Fragmento de la descripción:
Dispositivo y procedimiento para colocar y bloquear lunetas para cilindros de laminador en rectificadoras y rectificadoras que emplean los mismos.
La presente invención se refiere a una luneta y a un procedimiento de colocación y bloqueo de lunetas para cilindros de laminador en rectificadoras y rectificadoras que emplean los mismos (véase el documento EP-A-0262039, por ejemplo) .
Las rectificadoras para cilindros de laminador son equipos grandes usados en fábricas de acero para recuperar las características superficiales y la integridad estructural de los rodillos usados en los soportes de laminación con el fin de obtener una vida de funcionamiento larga y alta calidad de las láminas producidas.
A menudo, dichas máquinas están dotadas de un sistema de control no destructivo para determinar y detectar
defectos, tales como por ejemplo fisuras superficiales y/o subsuperficiales, quemaduras, imperfecciones de formas diferentes, etc., que pueden influir tanto sobre la calidad del producto laminado como también sobre la vida del cilindro.
El procedimiento general, especialmente sobre rodillos cilíndricos extremadamente finos, permite soportar el cilindro
mediante dispositivos, las denominadas lunetas, que garantizan el soporte del cilindro con la suficiente rigidez para no provocar un defecto sobre la forma del perfil.
Las lunetas deben estar dispuestas cuando se requiera de manera ideal para cada configuración del rodillo. Su disposición y fijación se realiza normalmente de manera manual o a través de sistemas hidráulicos que se hacen
funcionar sobre elementos de bloqueo móviles de las bases de las lunetas.
La técnica actual se proporciona para automatizaciones de lunetas sólo en cuanto a su adaptación a las condiciones de rectificado, mientras que no se ha hecho nada hasta ahora con respecto a su colocación inicial.
Dada la diferencia considerable en cuanto a formas y dimensiones de los cilindros que van a rectificarse, cuyo diámetro se establece normalmente después de haberse colocado el cilindro sobre la máquina, hasta la fecha, dicho requisito todavía necesita que se realice tal colocación por operarios expertos.
Además, la operación de colocación se realiza en presencia de aceites, materiales refrigerantes y residuos de las
operaciones de mecanizado anteriores, por ejemplo partículas abrasivas y metálicas, que tienden a depositarse y asentarse en las zonas de movimiento de lunetas.
Por tanto, al tener que funcionar en entornos particularmente sucios, las intervenciones manuales requieren largos periodos de tiempo para la realización de las operaciones de ajuste de luneta, influyendo considerablemente sobre
los costes de producción globales de la máquina.
Adicionalmente, dichas condiciones representan un límite adicional al uso de la colocación automática de las lunetas porque se someterían a desgaste extremo, requiriendo por tanto operaciones de limpieza y mantenimiento frecuentes, debido al entorno en el que se requeriría que funcionaran.
45 Para reducir los residuos y los depósitos en las áreas de movimiento de las lunetas pueden usarse dispositivos de enmascaramiento y/o limpieza, pero su coste es tal que hace que la colocación manual sea más conveniente.
El objetivo general de la presente invención es superar los inconvenientes mencionados anteriormente de la técnica 50 anterior de manera extremadamente fácil, económica y particularmente funcional.
Otro objetivo de la presente invención es proporcionar una solución técnica que pueda realizar las operaciones de colocación de luneta de manera fácil, rápida, limpia y libre de desgaste.
55 Un objetivo adicional de la presente invención es encontrar un dispositivo y un procedimiento de colocación y bloqueo de las lunetas que puedan garantizar la alta automatización de la operación de rectificado global en las rectificadoras.
Con respecto a los objetivos mencionados anteriormente, según la presente invención, la idea era la de proporcionar
60 una luneta y un procedimiento de colocación y bloqueo de las lunetas, dotados de las características descritas en las reivindicaciones adjuntas.
Además, se consideró acertado fabricar rectificadoras, particularmente para cilindros de laminador, empleando la luneta según la invención.
Las características y ventajas estructurales y funcionales de la presente invención con respecto a la técnica anterior se pondrán más claramente de manifiesto tras analizar la siguiente descripción, en referencia a los dibujos adjuntos, que muestran un dispositivo de colocación y bloqueo de la luneta realizado según los principios innovadores de la propia invención. En los dibujos:
- la figura 1 muestra una vista lateral elevada de una luneta de la presente invención que emplea un dispositivo de colocación y bloqueo;
- la figura 2 es una vista según la flecha F de la luneta de la figura 1;
- la figura 3 es una vista de una luneta según la invención vista desde el lado de la figura 2;
- la figura 4 muestra una sección de la luneta de la presente invención a lo largo de la línea IV-IV de la figura 3;
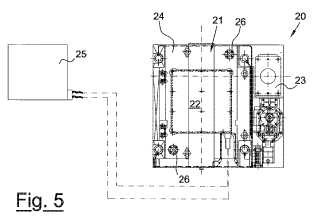
- la figura 5 es una vista en planta de la luneta según la presente invención.
En referencia a los dibujos, se indica una luneta que emplea el dispositivo de colocación y bloqueo 20 en su totalidad mediante el número de referencia 10, y en el ejemplo ilustrado, según la presente invención, comprende un cuerpo 11 de soporte dotado de una superficie de apoyo 12 para un cilindro 13 de laminación.
Además, se proporcionan por lo menos dos medios de acoplamiento radialmente ajustables 14a, 14b para el enganche del cilindro 13 que va a rectificarse los cuales, guiados mediante sus respectivos medios de ajuste 15a, 15b, sobresalen de la superficie de apoyo 12.
La luneta 10 está alojada de manera amovible sobre un dispositivo de colocación y bloqueo 20 que comprende un carro 21 plano dotado de medios de traslación motorizados 23 para mover la luneta 10 a su posición. Adicionalmente, el dispositivo de colocación y bloqueo 20 comprende unos pasadores 26 de centrado para la colocación precisa del cuerpo 11 de la luneta 10 sobre el mismo y además está dotado ventajosamente de unos medios de bloqueo magnéticos 22, preferentemente fabricados como una base 22 magnética que se hace funcionar sobre el carro 21 plano y alojada en el mismo en la superficie de alojamiento de la luneta 10.
El uso de una base 22 magnética ofrece la ventaja de evitar el uso de guías, orificios u otras soluciones para obtener un bloqueo seguro del cuerpo 11 de la luneta 10 frente al carro 21.
Para garantizar tal bloqueo seguro entre el cuerpo 11 de la luneta 10 y el carro 21, la base 22 magnética comprende por lo menos un imán adecuadamente dimensionado.
Adicionalmente, pueden requerirse las guías de bloqueo cónicas sólo en caso de presión transversal, que sin embargo podrían fabricarse de pequeño tamaño pudiendo así cubrirse totalmente por el cuerpo 11 de la luneta y sin exponerse nunca al flujo de fluidos de mecanizado.
El carro 21 plano está dotado ventajosamente de una superficie de acoplamiento perfectamente plana 24 sin ninguna rugosidad. La superficie de acoplamiento plana 24 del carro 21 se requiere porque el dispositivo de colocación y bloqueo 20 funciona en un entorno sucio, con material ferromagnético mezclado con material cerámico que de lo contrario podría depositarse, empujado por la fuerza magnética de la base 22, en cualquier intersticio disponible.
Por tanto, en ausencia de una superficie plana, los residuos depositados alterarían los dispositivos de control de imán en su funcionamiento y aumentarían por tanto el requisito de operaciones de mantenimiento.
Junto al desgaste y la alteración funcional de los sistemas de acoplamiento magnéticos, la deposición considerable de material normalmente complica y hace irrepetibles las operaciones tanto de colocación como de alineación de las lunetas 10.
La superficie perfectamente plana 24 del carro 21, reduce la acumulación sedimentaria de los residuos... [Seguir leyendo]
Reivindicaciones:
1. Luneta (10) , que comprende un dispositivo de colocación y bloqueo (20) que comprende un carro (21)
sustancialmente plano provisto de unos medios de traslación (23) y unos medios de bloqueo (22) caracterizada 5 porque dichos medios de bloqueo son magnéticos.
2. Luneta según la reivindicación 1, caracterizada porque dichos medios de bloqueo magnéticos (22) generan un campo magnético generalmente ajustable.
3. Luneta según la reivindicación 2, caracterizada porque comprende un dispositivo de generación de contracampo
(25) adaptado para contrarrestar el campo magnético natural generado mediante dichos medios de bloqueo magnéticos (22) .
4. Luneta según una de las reivindicaciones anteriores, caracterizada porque dichos medios de bloqueo magnéticos 15 (22) comprenden por lo menos un imán permanente.
5. Luneta según una de las reivindicaciones anteriores, caracterizada porque dicho carro (21) plano está provisto de una superficie de acoplamiento sustancialmente libre de rugosidad.
6. Luneta según una de las reivindicaciones anteriores, caracterizada porque dichos medios de bloqueo magnéticos
(22) están provistos de una cubierta (24) estanca.
7. Luneta según la reivindicación 6, caracterizada porque dicha cubierta (24) se extiende de manera perimetral a
dichos medios de bloqueo magnéticos (22) . 25
8. Luneta según la reivindicación 6, caracterizada porque dicha cubierta (24) está fabricada a partir de material ferromagnético.
9. Luneta según la reivindicación 6, caracterizada porque dicha cubierta (24) está fabricada a partir de material 30 diamagnético.
10. Luneta según la reivindicación 6, caracterizada porque dicha cubierta (24) está fabricada a partir de material no magnético.
11. Luneta según cualquiera de las reivindicaciones 5 a 10, caracterizada porque dicha superficie está libre de rugosidad y está realizada por medio de dicha cubierta (24) .
12. Luneta según una de las reivindicaciones anteriores, caracterizada porque dicho carro (21) plano comprende una
pluralidad de pasadores (26) de centrado. 40
13. Luneta según una de las reivindicaciones anteriores, caracterizada porque dicho carro (21) plano comprende una pluralidad de guías cónicas de bloqueo.
14. Rectificadora para cilindros de laminador que emplea por lo menos una luneta (10) que comprende un cuerpo
45 (11) provisto de por lo menos una superficie de apoyo (12) , estando provista dicha luneta (10) de unos medios de acoplamiento radialmente ajustables (14a, 14b) , caracterizada porque dicha luneta (10) comprende las características de cualquiera de las reivindicaciones 1 a 13.
15. Procedimiento para colocar y bloquear una luneta (10) para cilindros de laminador en rectificadoras según la 50 reivindicación 14, que comprende las etapas que consisten en;
a) montar un cilindro (13) de laminador en el interior de dicha rectificadora;
b) activar dicho dispositivo de generación de contracampo (25) reduciendo el campo magnético natural 55 generado mediante dichos medios de bloqueo magnéticos (22) ;
c) trasladar dicha luneta (10) moviéndola hacia una posición de acoplamiento con dicho cilindro (13) de laminador;
60 d) desactivar dicho dispositivo de generación de contracampo (25) bloqueando magnéticamente dicha luneta
(10) frente a dicho carro (21) plano;
e) realizar las operaciones de rectificado de dicho cilindro (13) de laminador.
16. Procedimiento según la reivindicación 15, caracterizado porque comprende la etapa que consiste en realizar operaciones de limpieza sobre dicha superficie de acoplamiento (24) , cuando dicho dispositivo de generación de contracampo (25) está activado.
Patentes similares o relacionadas:
MÁQUINA PARA PULIR, del 5 de Julio de 2019, de IDM Creation Innovation, S.L: 1. Máquina para pulir caracterizada porque comprende un módulo de entrada , un módulo de salida y al menos un módulo de trabajo tal que cada módulo de trabajo […]
Procedimiento para la mecanización completa de rectificado de piezas de trabajo con forma de eje con secciones cilíndricas y perfiladas, del 8 de Febrero de 2019, de ERWIN JUNKER MASCHINENFABRIK GMBH: Procedimiento para la rectificación de piezas de trabajo que presentan al menos en cada caso una sección cilíndrica (10b) y una sección perfilada (10c) en una misma y única […]
Rectificadora con una luneta para el apoyo de zonas de pieza de trabajo céntricas durante la mecanización de zonas de pieza de trabajo céntricas y/o excéntricas, en particular de áreas de cojinete en cigüeñales, del 23 de Mayo de 2018, de ERWIN JUNKER MASCHINENFABRIK GMBH: Rectificadora para rectificar zonas de pieza de trabajo céntricas y/o excéntricas en piezas de trabajo , en particular áreas de cojinete en particular […]
Rectificadora y procedimiento para rectificar piezas de trabajo que presenten taladros axiales y superficies exteriores planas a mecanizar por ambos lados, del 4 de Enero de 2017, de ERWIN JUNKER MASCHINENFABRIK GMBH: Rectificadora para una mecanización completa de piezas de trabajo con un taladro central , unas superficies exteriores planas y/o no […]
Procedimiento para la fabricación de un cristal para gafas con lado anterior esférico y lado posterior progresivo, del 19 de Octubre de 2016, de Carl Zeiss Vision GmbH: Procedimiento para la fabricación de lentes para gafas con efecto multifocal, caracterizado por que las lentes para gafas se fabrican a partir de […]
Procedimiento para la fabricación de una lente para gafas con cara anterior esférica y cara posterior multifocal, del 19 de Octubre de 2016, de Carl Zeiss Vision GmbH: Procedimiento para la fabricación de lentes para gafas con una superficie de visión progresiva, caracterizado por que cada una de las lentes para gafas […]
 Mandril de fijación de vacío para fijar una pieza bruta de lentes de gafas, del 31 de Agosto de 2016, de Carl Zeiss Vision GmbH: Mandril de fijación de vacío para la retención de una pieza bruta de lente de gafas con una superficie delantera esférica,
- con una superficie de apoyo […]
Mandril de fijación de vacío para fijar una pieza bruta de lentes de gafas, del 31 de Agosto de 2016, de Carl Zeiss Vision GmbH: Mandril de fijación de vacío para la retención de una pieza bruta de lente de gafas con una superficie delantera esférica,
- con una superficie de apoyo […]
Máquina amoladora, del 4 de Mayo de 2016, de Taiyo Koki Co., Ltd: Máquina amoladora que comprende: una rueda abrasiva que amuela una superficie periférica exterior o una superficie periférica interior […]