DISPOSITIVO Y PROCEDIMIENTO DE BOBINADO DE HILOS DE TUBOS DE GRAN LONGITUD Y TUBOS DE GRAN LONGITUD REALIZADOS CON ESTE PROCEDIMIENTO.
Dispositivo de bobinado de hilos de tubos de gran longitud, caracterizado porque comprende un mandril (14) dispuesto entre las puntas (34,
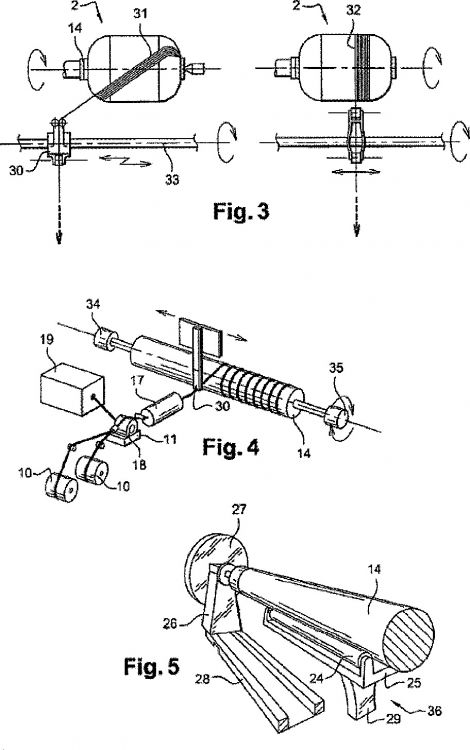
35) de un torno (26), un sistema de soporte del mandril (14) provisto de rodillos (36), un dispositivo para desenrollar unos hilos (12) formados a partir de filamentos de fibras, un dispositivo para impregnar los hilos con resina, un dispositivo de bobinado, así como medios para incrementar la viscosidad de la resina depositada sobre los hilos entre el dispositivo de impregnación y el dispositivo de bobinado (2) y en el que los rodillos se disponen para asegurar una presión controlada sobre la pieza en el transcurso del bobinado, incluso en el caso de que el diámetro de la pieza aumente a medida que se depositan capas de hilos de fibras
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2007/061138.
Solicitante: ASTRIUM SAS.
Nacionalidad solicitante: Francia.
Dirección: 6 RUE LAURENT PICHAT,75016 PARIS.
Inventor/es: COLIN,CHRISTOPHE, GIRAUD,GERARD.
Fecha de Publicación: .
Fecha Concesión Europea: 12 de Mayo de 2010.
Clasificación Internacional de Patentes:
- B29C53/66 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 53/00 Conformación por curvado, doblado, torcido alargado o aplanado; Aparatos a este efecto (B29C 61/10 tiene prioridad). › con un elemento de alimentación de enrollamiento que se mueve axialmente.
- B29C53/82B
- F16L9/16 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F16 ELEMENTOS O CONJUNTOS DE TECNOLOGIA; MEDIDAS GENERALES PARA ASEGURAR EL BUEN FUNCIONAMIENTO DE LAS MAQUINAS O INSTALACIONES; AISLAMIENTO TERMICO EN GENERAL. › F16L TUBERIAS O TUBOS; EMPALMES U OTROS ACCESORIOS PARA TUBERIAS; SOPORTES PARA TUBOS, CABLES O CONDUCTOS PROTECTORES; MEDIOS DE AISLAMIENTO TERMICO EN GENERAL. › F16L 9/00 Tubos rígidos. › compuestos de hojas o de bandas enrollados, con o sin armaduras.
Clasificación PCT:
- B29C53/66 B29C 53/00 […] › con un elemento de alimentación de enrollamiento que se mueve axialmente.
- B29C70/38 B29C […] › B29C 70/00 Conformación de materiales compuestos, es decir, materiales plásticos con refuerzos, cargas o partes preformadas, p. ej. inserciones. › Apilado (lay-up) automático, es decir, utilizando robots, aplicando filamentos según modelos predeterminados.
- F16L9/16 F16L 9/00 […] › compuestos de hojas o de bandas enrollados, con o sin armaduras.
Fragmento de la descripción:
Dispositivo y procedimiento de bobinado de hilos de tubos de gran longitud y tubos de gran longitud realizados con este procedimiento.
La presente invención se refiere a un dispositivo y a un procedimiento de bobinado de hilos adaptados a los procedimientos de realización de tubos de gran longitud por bobinado de hilos de fibras, así como a los tubos realizados con dicho procedimiento.
En general, los procedimientos de bobinado consisten en la deposición continua de un hilo para obtener haces de hilos, impregnados con una resigna, sobre un mandril por bobinado, y a continuación polimerizar la resina para realizar los objetos bobinados.
Los hilos empleados se realizan en particular a partir de filamentos cuya longitud puede alcanzar algunos kilómetros y cuyo diámetro es del orden de una decena de micras.
Dichos filamentos se reagrupan en paquetes de varios miles, constituyéndose el producto disponible comercialmente como fibra, hilo o mecha.
Durante el bobinado, se hace girar el mandril a fin de desenrollar el hilo de las bobinas en las que ha estado almacenado previamente.
El o los hilos empleados constituyen el haz de bobinado realizado por la operación de bobinado.
Es posible bobinar simultáneamente varios hilos, siendo independientes los hilos entre sí, obteniendo tantos guiados de hilos en paralelo como hilos en el haz.
Dicha tecnología está adaptada en particular a la realización de cuerpos huecos, tubos o recipientes y en especial a recipientes estancos resistentes a presiones elevadas.
Dicha técnica se emplea en particular para fabricar un gran número de estructuras huecas, por ejemplo depósitos de combustible propulsor de satélites, bombonas de aire comprimido para la inmersión submarina, depósitos de tratamiento de agua de piscinas o cubas vitícolas o bien todo tipo de recipientes ligeros resistentes a la presión.
Un ejemplo de depósito fabricado mediante dicho procedimiento de bobinado se describe por ejemplo en el documento FR2 824 892 A1 de la solicitante.
El documento FR2 705 655 A1, de la misma solicitante, describe una máquina para el bobinado simultáneo de múltiples hilos individuales, depositados al contacto según el procedimiento mencionado anteriormente.
Las fibras utilizadas para fabricar dicho tipo de hilos son las fibras industriales habituales, por ejemplo fibras de vidrio, de silicio, de carbono de silicio mineral o fibras orgánicas de tipo PBO, poliéster, propileno u otras.
Dichas fibras se forman con filamentos de una longitud muy grande (algunos kilómetros) y que presentan un diámetro del valor muy reducido (varias micras), estando reagrupados dichos filamentos en mechas o hilos de algunos miles de filamentos.
Las resinas utilizadas para solidarizar los hilos bobinados en haces son resinas poliméricas, por ejemplo resinas epoxi, poliéster, acrílicas, poliamida u otras.
Para el procedimiento de deposición de los hilos, se pueden utilizar indistintamente unas resinas termoendurecibles, inicialmente líquidas y que sufren una operación de polimerización, o bien unas resinas termoplásticas, polimerizadas antes de su utilización y que se vuelven líquidas por calentamiento.
Sin embargo, para las piezas de elevado rendimiento que emplean materiales compuestos en forma de hilos bobinados, con un rendimiento de fibras de por lo menos un 50%, es decir que la pieza fabricada es susceptible de resistir esfuerzos de cerca del 50% o de mayor valor de la carga de rotura acumulada de cada uno de los hilos, carga de rotura teórica ideal para la que la pieza presente una carga de rotura directamente relacionada con la carga de rotura de los hilos y de su número, se prefieren las resinas termoendurecibles por el hecho de que el rendimiento obtenido con las fibras termoplásticas es en general inferior al que se obtiene con las fibras termoendurecibles y por el hecho de que el empleo de las fibras termoplásticas es más complejo y distinto.
Asimismo, se ha constatado que la falta de linealidad del hilo o de la torsión provoca una caída drástica del rendimiento obtenido de bobinado. Consecuentemente, es preciso que el procedimiento de deposición de hilos sea lo más preciso posible para garantizar una alineación bien recta de los hilos colocados y para garantizar un rendimiento de fibras lo más alto posible.
Actualmente, coexisten dos tipos de procedimientos de bobinado, un procedimiento en el que las fibras secas se impregnan de resina en el momento de su bobinado y un procedimiento en el que previamente las fibras se impregnan y se comercializan de este modo en bobinas que se emplean sin impregnación complementaria durante la operación de bobinado.
El primer procedimiento, a base de fibras secas impregnadas en el momento de su bobinado, procedimiento húmedo, es económico y no se requieren precauciones particulares para almacenar los filamentos de fibra.
Por lo contrario, dicho procedimiento no es limpio y se trata de un procedimiento en el que los filamentos que resbalan se controlan con dificultad en el momento de su colocación, además de que es difícil posicionarlos con precisión para realizar un recipiente homogéneo, además de que la resina tiene más tendencia a la gotear sobre el mandril de deposición y localmente.
Esto último es debido al hecho de que para la impregnación, según la técnica anterior, debe emplearse una resigna fluida que desempeñe el papel de lubricante para los filamentos y para los hilos constituidos con dichos filamentos, y este modo los hilos tienen tendencia a resbalar, ya sea sobre su soporte, ya sea los unos respecto a los otros, lo que limita la precisión de la deposición.
El documento US 5 585 414 ilustra un ejemplo de dicho tipo de procedimiento, procedimiento húmedo, (procedimiento "wet" según la terminología anglosajona).
Un ejemplo adicional del primer procedimiento se describe en el documento EP 0 642 416 A1, que trata de un medio doble de polimerización actínica y térmica.
Dicho documento ilustra el problema de la suciedad del procedimiento "wet", debido al estado líquido de la resina durante la impregnación y propone soluciones que consisten en variar el modo de polimerización de dicha resina, ya sea mediante por ejemplo una doble polimerización o mediante el medio de activación de la polimerización, por ejemplo por medios térmicos o luminosos.
El segundo procedimiento se basa en fibras preimpregnadas.
Dicho procedimiento, en el que se emplea una resina de un elevado poder aglutinante, es más adecuado y más preciso, aunque más costoso por el hecho de que los filamentos se adquieren preimpregnados y deben almacenarse en condiciones especiales, en las que se requiere controlar la temperatura y la humedad del lugar de almacenamiento y especialmente conservar las bobinas en una cámara fría a -18ºC, a fin de garantizar la duración de la resina durante varios meses.
En este contexto, el documento US 5 011 721 se refiere a un sistema de doble polimerización, a fin de guiar óptimamente la polimerización durante la deposición y de limitar los riesgos de polimerización durante el almace- nado.
Dicho documento ilustra la complejidad de la fabricación de hilos preimpregnados y por lo tanto su coste, y pone de manifiesto que la situación debe mejorarse.
El documento FR 2 862 655 A1 ilustra una formulación de la resina de impregnación.
El conjunto de dichos documentos pone de manifiesto que las mejoras aportadas actualmente son complejas y por lo tanto no son totalmente satisfactorias.
Por lo que respecta a las aplicaciones de los procedimientos de bobinado, cabe destacar que el bobinado se realiza sobre un mandril colocado entre puntas, sobre una máquina de tipo torno.
El control de la deposición de los hilos se efectúa comparativamente con gran precisión y se comprende fácilmente que el control de la fluidez de la resina y de su polimerización sean críticas para la deposición, que se trate del aplanamiento de los hilos colocados, de su alineación recta y de la ausencia de resbalamiento de los hilos cuando se colocan.
El primer objetivo de la presente invención es combinar las ventajas de las tecnologías del procedimiento húmedo y del procedimiento de fibras preimpregnadas, a saber:
- Obtener un coste de bobinado similar al del procedimiento húmedo.
- Bobinar con una fibra que presente un elevado poder aglutinante,...
Reivindicaciones:
1. Dispositivo de bobinado de hilos de tubos de gran longitud, caracterizado porque comprende un mandril (14) dispuesto entre las puntas (34, 35) de un torno (26), un sistema de soporte del mandril (14) provisto de rodillos (36), un dispositivo para desenrollar unos hilos (12) formados a partir de filamentos de fibras, un dispositivo para impregnar los hilos con resina, un dispositivo de bobinado, así como medios para incrementar la viscosidad de la resina depositada sobre los hilos entre el dispositivo de impregnación y el dispositivo de bobinado (2) y en el que los rodillos se disponen para asegurar una presión controlada sobre la pieza en el transcurso del bobinado, incluso en el caso de que el diámetro de la pieza aumente a medida que se depositan capas de hilos de fibras.
2. Dispositivo según la reivindicación 1, en el que por lo menos un rodillo (24) está montado sobre resortes.
3. Dispositivo según cualquiera de las reivindicaciones 1 a 2, en el que los medios de incremento de la viscosidad son medios de enfriamiento (17), que comprenden un túnel de enfriamiento que garantiza una refrigeración rápida del hilo durante el bobinado.
4. Dispositivo según cualquiera de las reivindicaciones anteriores, en el que el sistema de rodillos está provisto de un grado de libertad para permitir que los rodillos sean paralelos al tubo durante el bobinado.
5. Procedimiento de bobinado de hilos de tubos de gran longitud, que comprende una etapa (4) de desenrollado de hilos (12), una etapa (1) de impregnación de los filamentos con resina (13), caracterizado porque comprende una etapa de posicionamiento de un mandril (14) entre las puntas (34, 35) de un torno (26), una etapa de apoyo del mandril sobre un sistema de soporte rotativo (36) provisto de rodillos (36), con el que los rodillos se disponen para asegurar una presión controlada sobre la pieza en el transcurso del bobinado, incluso en el caso de que el diámetro de la pieza aumente a medida que se depositan capas de hilos de fibras, una etapa de rotación del torno y una etapa (2) de bobinado de hilos impregnados alrededor del mandril y porque comprende una etapa (3) de adaptación de la viscosidad de la resina para la etapa de impregnación (1), porque la etapa de impregnación se realiza sobre los hilos tras su desenrollado con una resina no polimerizada, fluidificada en dicha etapa (3) de adaptación de la viscosidad, y porque comprende una etapa (5) de incremento de viscosidad de la resina entre la etapa de impregnación (1) y la etapa de bobinado (2).
6. Procedimiento de bobinado de hilos de tubos de gran longitud según la reivindicación 5, caracterizado porque la etapa de incremento de viscosidad de la resina está adaptada a fin de dotar a la resina de poder aglutinante y viscosidad.
7. Procedimiento de bobinado de hilos de tubos de gran longitud según la reivindicación 5, caracterizado porque la etapa de adaptación de la viscosidad y la etapa de incremento de viscosidad se regulan para obtener una impregnación de los hilos con un porcentaje de resina comprendido entre el 30 y el 35%.
8. Tubo de gran longitud realizado a partir de un procedimiento de bobinado de hilos según cualquiera de las reivindicaciones 5 a 7, caracterizado por estar realizado a partir de un compuesto bobinado que comprende unos hilos impregnados con un porcentaje de resina comprendido entre el 30 y el 35%.
9. Tubo de gran longitud según la reivindicación 8, caracterizado por estar realizado a partir de un compuesto bobinado impregnado con una resina termoendurecible.
Patentes similares o relacionadas:
Un método y aparato para enrollar en espiral un perfil termoplástico en la fabricación de tubos de plástico soldados, del 22 de Julio de 2020, de Uponor Infra Oy: Método de enrollamiento en espiral de un perfil termoplástico en la fabricación de tubos de plástico soldados, que incluye las etapas […]
Tubo de gran diámetro de doble pared, uso y procedimiento para la fabricación de un tubo de gran diámetro de doble pared, del 25 de Octubre de 2017, de SMS group GmbH: Tubo de gran diámetro de doble pared con al menos un tubo de acero soldado en espiral como tubo interno y/o como tubo externo , […]
Brida, del 31 de Mayo de 2017, de FLOWTITE TECHNOLOGY AS: Una brida (1a), que comprende un elemento tubular (30a), una sección de brida (11a) y una sección de buje (21a), en la que - la sección de brida (11a) […]
 Tubería de riego, del 11 de Noviembre de 2015, de NETAFIM LTD: Una tubería de riego que comprende una capa interna de sellado hermético , una capa externa y una capa de tejido (F. 30, 42) entre […]
Tubería de riego, del 11 de Noviembre de 2015, de NETAFIM LTD: Una tubería de riego que comprende una capa interna de sellado hermético , una capa externa y una capa de tejido (F. 30, 42) entre […]
Método para la fabricación de un tubo compuesto continuo, aparato para fabricar un tubo compuesto continuo, del 8 de Julio de 2015, de AO&G Holding B.V: Método para la fabricación de un tubo compuesto continuo, que comprende - trasladar un revestimiento del tubo a través de una estación de fabricación, […]
 Método para la fabricación de un tubo compuesto continuo, aparato para fabricar un tubo compuesto continuo, del 24 de Junio de 2015, de AO&G Holding B.V: Método para la fabricación de un tubo compuesto continuo, que comprende
- proveer un revestimiento del tubo);
- trasladar un revestimiento del tubo […]
Método para la fabricación de un tubo compuesto continuo, aparato para fabricar un tubo compuesto continuo, del 24 de Junio de 2015, de AO&G Holding B.V: Método para la fabricación de un tubo compuesto continuo, que comprende
- proveer un revestimiento del tubo);
- trasladar un revestimiento del tubo […]
Tira de material compuesto reforzado enrollable para formar una tubería helicoidal y método para ello, del 22 de Abril de 2015, de SEKISUI RIB LOC AUSTRALIA PTY LTD: Una tira de material compuesto enrollable para formar una tubería helicoidal para la transportación de fluidos, la tira de material compuesto comprende: una […]
 Tubería de riego, del 25 de Septiembre de 2013, de NETAFIM LTD: Una tubería de riego formada a partir de una lámina u hoja que se enrolla en un tubo alrededor de uneje (X) longitudinal de la lámina u hoja,
la lámina u hoja […]
Tubería de riego, del 25 de Septiembre de 2013, de NETAFIM LTD: Una tubería de riego formada a partir de una lámina u hoja que se enrolla en un tubo alrededor de uneje (X) longitudinal de la lámina u hoja,
la lámina u hoja […]