Dispositivo de medición de excentricidad para tubos metálicos no ferromagnéticos y método correspondiente.
Dispositivo de medición de excentricidad para tubos metálicos no ferromagnéticos,
que comprende un conjunto medidor que comprende a su vez una única sonda asociada a un sistema de posicionado de la sonda y a un sistema de traslación de la sonda, de forma que dicha sonda es capaz de desplazarse sobre el contorno exterior del tubo a medir en una dirección rotativa respecto al eje longitudinal de dicho tubo, en el que dicha sonda comprende un bobinado y al menos un núcleo de material ferromagnético, de modo que en dicho bobinado es medible la variación de inductancia producida por una espira de corriente de Lenz en la pared del tubo a medir, reduciéndose el efecto de las corrientes parásitas de Foucalt y pudiendo tomar la sonda tantas mediciones como se defina y; también es objeto de la presente invención el correspondiente método de medición de la excentricidad.
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P201331904.
Solicitante: LA FARGA TUB, S.L. .
Nacionalidad solicitante: España.
Inventor/es: RIERA FONTANA,Lluís, PUJOL TORRUELLA,Marc, RUIZ RICART,David.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- G01B7/12 FISICA. › G01 METROLOGIA; ENSAYOS. › G01B MEDIDA DE LA LONGITUD, ESPESOR O DIMENSIONES LINEALES ANALOGAS; MEDIDA DE ANGULOS; MEDIDA DE AREAS; MEDIDA DE IRREGULARIDADES DE SUPERFICIES O CONTORNOS. › G01B 7/00 Disposiciones de medida caracterizadas por la utilización de medios eléctricos o magnéticos. › para la medida de diámetros.
Fragmento de la descripción:
DISPOSITIVO DE MEDICIÓN DE EXCENTRICIDAD PARA TUBOS METÃ?LICOS NO FERROMAGNÉTICOS Y MÉTODO CORRESPONDIENTE
OBJETO DE LA INVENCIÓN
La presente solicitud de Patente de invención tiene por objeto el registro de un dispositivo de medición de excentricidad para tubos metálicos no ferromagnéticos que incorpora notables innovaciones, así como el correspondiente método seguido.
Más concretamente, la invención propone el desarrollo de un dispositivo de medición de excentricidad para tubos metálicos no ferromagnéticos de un diámetro relativamente pequeño, con una sonda capaz de rotar alrededor del tubo y tomar medidas en cualquier punto exterior del tubo.
ANTECEDENTES DE LA INVENCIÓN
La excentricidad es un valor indicativo de la concentricidad de un tubo y se calcula mediante la medida de los espesores del tubo a lo largo de toda su circunferencia. En función del número de medidas tomadas, el resultado de la excentricidad será más preciso.
Los sistemas actuales de medición de excentricidad se basan principalmente en sensores de ultrasonidos. Un inconveniente de este sistema reside en el hecho de la necesidad de un medio acoplante hidráulico (transmisor) entre la sonda y la pieza que se desea medir; por tanto, existe una dependencia de este medio. Además, están normalmente limitados a espesores de tubo relativamente grandes. Algunos ejemplos:
Patente US4099418: Esta patente americana del año 1978 de la empresa Aluminium Company of America describe un medidor de excentricidad que emplea dos sensores de ultrasonidos, y requiere conocer el espesor medio del tubo previamente al cálculo de la excentricidad. Para el cálculo de la excentricidad, se utiliza un método de cálculo complejo basado en vectores.
Solicitud de patente US20110257903: Esta solicitud de la empresa Olympus NDT Inc describe un dispositivo para llevar a cabo una inspección no destructiva y prueba de un objeto alargado, en el que el objeto a inspeccionar sigue un recorrido longitudinal. La invención está basada principalmente en el empleo de sondas “phased-array”. Una sonda “phased-array” está formada por varias sondas pequeñas, habitualmente muchos pequeños transductores ultrasónicos, cada uno de los cuales se puede pulsar de forma independiente. Mayoritariamente trabajan entre 1 MHz y 17 MHz. En el caso de empleo de corrientes inducidas, se requiere de una bobina inductora y otra bobina captora, tal y como se indica en la reivindicación 28.
Existen otros dispositivos en el estado de la técnica que trabajan con corrientes inducidas, pero no centrados en el objeto de la medida de la excentricidad para tubos no ferromagnéticos: están enfocados a medir los defectos superficiales y por tanto, trabajan a altas frecuencias (5 kHz a 1MHz) , a estas frecuencias no se puede medir la excentricidad o sólo en el caso de paredes extremadamente delgadas (< 0, 10 mm) . En este caso la tecnología empleada se basa en el uso de 2 bobinas (inductora y captora) y trabajan a altas frecuencias para evitar la creación de corrientes parásitas de Foucalt. Por ejemplo:
La patente americana US4641092 a nombre de Sumitomo Metal Industries Ltd describe un aparato de detección de defectos en la superficie de un producto tal como una barra maciza o tubo de acero en el que se emplea una sonda del tipo sin contacto capaz de girar alrededor del producto a inspeccionar de manera que el eje de rotación de la sonda es coincidente con el eje del objeto a inspeccionar. La sonda no contacta con el tubo porque está diseñada para tubos en alta temperatura. Este dispositivo se emplea para detectar defectos superficiales del tubo o macizo: Cuando se hace referencia al concepto excentricidad, lo que se mide es la excentricidad entre el eje del objeto y el eje de la sonda con el objetivo de mantener constante la distancia entre la sonda y la superficie del objeto debido a esta necesidad de no contacto. Requiere trabajar con muchas frecuencias y con 2 bobinas (inductora y captora) .
En el caso de los sistemas formados por 2 bobinas, (inductora y captora) la fuente de alimentación suministra una corriente eléctrica alterna a una bobina, la cual a su vez genera un campo magnético inductor variable con el tiempo, que induce una corriente eléctrica en el tubo metálico a medir, creando dicha corriente del tubo metálico un campo magnético variable en el tiempo que a su vez crea corrientes inducidas en la segunda bobina. La
magnitud de estas corrientes es directamente proporcional a la cantidad de defectos en la superficie del tubo (si hay más defectos circula peor la corriente) . Se mide la cantidad de energía electromagnética que capta la bobina receptora.
En el documento español ES2382399 a nombre de LA FARGA TUB SL., se describe un sistema medidor de excentricidad de tubos metálicos no ferromagnéticos basado en el uso de corrientes inducidas, y está formado por tres bobinas separadas de forma equidistante entre sí y de forma radial respecto al eje del tubo. Este sistema no es relativamente robusto ya que en el caso de que el contorno interior del tubo no sea una circunferencia perfecta el resultado de la medición podría ser erróneo: podría resultar que un tubo excéntrico no fuera detectado como tal. Además se requiere que los tubos a medir tengan un diámetro exterior superior a 30 mm.
DESCRIPCIÓN DE LA INVENCIÓN
La presente invención se ha desarrollado con el fin de proporcionar un dispositivo de medición de excentricidad para tubos metálicos no ferromagnéticos que resuelva los inconvenientes anteriormente mencionados, aportando, además, otras ventajas adicionales que serán evidentes a partir de la descripción que se acompaña a continuación.
Es por lo tanto objeto de la presente invención un dispositivo de medición de excentricidad para tubos metálicos no ferromagnéticos, que comprende un conjunto medidor que comprende a su vez una única sonda asociada a un sistema de posicionado de la sonda y a un sistema de traslación de la sonda, de forma que dicha sonda es capaz de desplazarse sobre el contorno exterior del tubo a medir en una dirección rotativa respecto al eje longitudinal de dicho tubo, en el que dicha sonda comprende un bobinado y al menos un núcleo de material ferromagnético, de modo que en dicho bobinado es medible la variación de inductancia producida por una espira de corriente de Lenz.
Este dispositivo de medición de excentricidad estará vinculado al menos a una fuente de alimentación de corriente alterna de frecuencia variable, de manera que en una condición de uso, la fuente de alimentación suministra una corriente eléctrica alterna al bobinado, el cual a su vez genera un campo magnético inductor variable con el tiempo, que induce una corriente eléctrica en el tubo metálico a medir, creando dicha corriente del tubo metálico un campo magnético de reacción opuesto al campo magnético inductor (espira de Lenz creada
en la superficie del tubo) , en el que dicho campo magnético de reacción desmagnetiza parcialmente el bobinado, lo que produce una variación de inductancia y de voltaje a medir.
La variación de inductancia depende del espesor del tubo, por tanto, si las mediciones son 5 diferentes a lo largo de la circunferencia significará que el tubo es excéntrico.
Gracias a estas características se consigue un dispositivo de medición de excentricidad que sólo requiere el empleo de una sonda, y que permite girar 360º alrededor del tubo a medir. Por tanto, al ser un dispositivo móvil, se pueden tomar tantas mediciones como se defina,
aportando una muy superior precisión respecto a los sistemas basados en un número determinado de sondas fijas. El uso de una única sonda con la creación de una espira de corriente de Lenz en la pared de un tubo a medir, reduce el efecto de las corrientes parásitas de Foucalt (corrientes creadas cuando existen 2 sondas con sus correspondientes bobinas a frecuencias relativamente bajas) .
Cabe señalar que la espira de Lenz es el círculo de corrientes eléctricas que se crea dentro de un conductor no ferromagnético al ser inducido por un campo magnético variable en el tiempo, estas corrientes se crean por razón de la ley de Lenz.
Otras ventajas que se consiguen con el presente objeto son que no requiere rotar el tubo metálico a medir y que puede aplicarse para tubos sellados, en posición estática o en movimiento longitudinal, y de forma automática.
El núcleo puede presentar una pluralidad de placas ferromagnéticas y el bobinado puede estar hecho ventajosamente de hilo de cobre, presentando al menos un cuerpo de protección a modo de separación entre dichos núcleo y bobinado;...
Reivindicaciones:
1. Dispositivo de medición de excentricidad (1) para tubos metálicos no ferromagnéticos, caracterizado por el hecho de que comprende un conjunto medidor (7) que comprende a su vez una única sonda (3) asociada a un sistema de posicionado de la sonda y a un sistema de traslación de la sonda, en el que el sistema de posicionado de la sonda comprende un cilindro neumático (42) vinculado a la sonda (3) y una guía de posicionado (41) , de modo que dicha sonda (3) es desplazable a lo largo de la guía de posicionado (41) , en el que el sistema de traslación comprende una guía de traslación (51) asociada a la sonda (3) y una pluralidad de poleas (52) vinculadas a por lo menos un engranaje motriz (53) con una correa (55) o similar, estando asociadas por lo menos una de dichas poleas (52) con la guía de traslación (51) , de manera que la guía de traslación (51) es accionable de forma rotativa respecto al eje longitudinal (E) de dicho tubo (2) , , en el que dicha sonda (3) comprende un bobinado (32) y al menos un núcleo (31) de material ferromagnético, estando vinculado el bobinado (32) al menos a una fuente de alimentación de corriente eléctrica y a un medidor de voltaje, de modo que en dicho bobinado (32) es medible la variación de inductancia producida por una espira de corriente de Lenz.
2. Dispositivo de medición de excentricidad (1) para tubos metálicos no ferromagnéticos según la reivindicación 1, caracterizado por el hecho de que se emplea una corriente alterna que trabaja con una frecuencia entre 200 y 5000 Hz.
3. Dispositivo de medición de excentricidad (1) para tubos metálicos no ferromagnéticos según la reivindicación 1, caracterizado por el hecho de que el núcleo (31) presenta una pluralidad de placas ferromagnéticas.
4. Dispositivo de medición de excentricidad (1) para tubos metálicos no ferromagnéticos según la reivindicación 1, caracterizado por el hecho de que presenta al menos un cuerpo de protección (33) a modo de separación entre dichos núcleo (31) y bobinado (32) .
5. Dispositivo de medición de excentricidad (1) para tubos metálicos no ferromagnéticos según la reivindicación 4, caracterizado por el hecho de que dicho cuerpo de protección (33) está hecho de un material plástico.
6. Dispositivo de medición de excentricidad (1) para tubos metálicos no ferromagnéticos según la reivindicación 1, caracterizado por el hecho de que dicho bobinado (32) es de hilo de cobre.
7. Dispositivo de medición de excentricidad (1) para tubos metálicos no ferromagnéticos según la reivindicación 1, caracterizado por el hecho de que dicho núcleo (31) presenta al menos una punta (34) mecanizada de forma esférica.
8. Dispositivo de medición de excentricidad (1) para tubos metálicos no ferromagnéticos según la reivindicación 1, caracterizado por el hecho de que el sistema de posicionado de la sonda comprende adicionalmente un cuerpo cilíndrico protector (43) de la sonda.
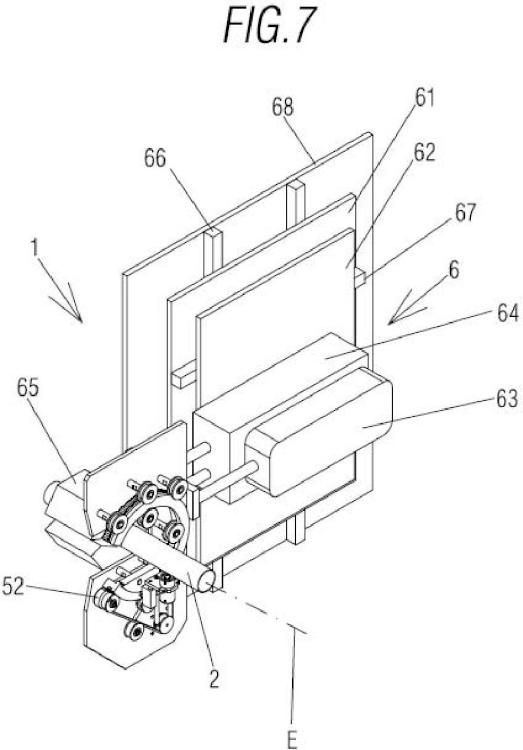
9. Dispositivo de medición de excentricidad (1) para tubos metálicos no ferromagnéticos según la reivindicación 1, caracterizado por el hecho de que presenta un sistema de electroneumático flotante (6) que comprende dos carros móviles, uno desplazable en dirección vertical (61) a lo largo de una guía vertical (66) y otro desplazable en dirección horizontal (62) a lo largo de una guía horizontal (67) , estando vinculados ambos carros móviles (61, 62) a una base (68) ; comprendiendo adicionalmente dicho sistema electroneumático flotante (6) un primer cilindro neumático (63) vinculado al conjunto medidor
(7) y un segundo cilindro neumático (64) vinculado a una pinza (65) .
10. Método de medición de excentricidad para tubos metálicos no ferromagnéticos, realizado
con el dispositivo de medición de excentricidad (1) según cualquiera de las reivindicaciones 1-9, caracterizado por el hecho de que comprende las etapas de: a) fijar el tubo (2) a medir en posición; b) desplazar el conjunto medidor (7) hasta una posición predeterminada para realizar la medición; c) desplazar la sonda (3) en un sistema de posicionado de la sonda hasta hacer contacto con el tubo (2) ; d) rotar la sonda (3) 360º alrededor del eje longitudinal (E) del tubo (2) en el sistema de traslación de la sonda; e) desplazar la sonda (3) hasta su posición inicial; f) desfijar el tubo (2) ; y g) desplazar el conjunto medidor (7) hasta su posición inicial.
en el que en la etapa d) se mantiene en todo momento el contacto con el tubo (2) , tomándose medidas de voltaje de manera que se deduce la excentricidad del tubo en aquellos grados de la circunferencia definidos previamente.
11. El método de medición de excentricidad para tubos metálicos no ferromagnéticos según la reivindicación 10 realizado sobre el dispositivo de medición de excentricidad (1) definido en la reivindicación 9, caracterizado por el hecho de que anteriormente a la etapa a) se aproxima el sistema electroneumático flotante (6) al tubo (2) metálico a medir y posteriormente a la etapa g) se desplaza el sistema electroneumático flotante (6) a su 10 posición inicial.
12. El método de medición de excentricidad para tubos metálicos no ferromagnéticos según una cualquiera de las reivindicacione.
10. 11, caracterizado por el hecho de que se lleva a cabo en un proceso de fabricación de tubos metálicos por extrusión. 15
OFICINA ESPAÑOLA DE PATENTES Y MARCAS
Nº solicitud: 201331904
ESPAÑA
Fecha de presentación de la solicitud: 23.12.2013
Fecha de prioridad:
INFORME SOBRE EL ESTADO DE LA TECNICA
51 Int. Cl. : G01B7/12 (2006.01)
DOCUMENTOS RELEVANTES
Categoría 56 Documentos citados Reivindicaciones afectadas
Y GB 565561 A (PARK) 16.11.1944, página 1, líneas 6-18, 54-91; página 2, línea 73 – página 3, línea 34; figuras1-4. 1-8, 10, 12
Y US 3948082 A (ZUMBACH et al.) 06.04.1976, columna 3, línea 46 – columna 4, línea 21; columna 5, línea.
4. 51; columna 6, líneas 18-44; columna 8, líneas 17-27; figuras 1, 2, 4. 1-8, 10, 12
Y US 4764724 A (MARUGG) 16.08.1988, columna 2, línea 65 – columna 4, línea 51; figuras 3-5. 7, 10, 12
A US 3371272 A (CLARKE) 27.02.1968, columna 2, línea 43 – columna 7, línea 12; figura 1. 1-12
A US 3864625 A (ZUMBACH et al.) 04.02.1975, columna 5, línea 61 – columna 6, línea 9; figura 11. 1-12
Categoría de los documentos citados X: de particular relevancia Y: de particular relevancia combinado con otro/s de la misma categoría A: refleja el estado de la técnica O: referido a divulgación no escrita P: publicado entre la fecha de prioridad y la de presentación de la solicitud E: documento anterior, pero publicado después de la fecha de presentación de la solicitud
El presente informe ha sido realizado • para todas las reivindicaciones □ para las reivindicaciones nº :
Fecha de realización del informe 11.07.2014 Examinador F. J. Olalde Sánchez Página 1/4
INFORME DEL ESTADO DE LA TÉCNICA
Nº de solicitud: 201331904
Documentación mínima buscada (sistema de clasificación seguido de los símbolos de clasificación) G01B Bases de datos electrónicas consultadas durante la búsqueda (nombre de la base de datos y, si es posible, términos de búsqueda utilizados) INVENES, EPODOC, WPI
Informe del Estado de la Técnica Página 2/4
OPINIÓN ESCRITA
Nº de solicitud: 201331904
Fecha de Realización de la Opinión Escrita: 11.07.2014
Declaración
Novedad (Art. 6.1 LP 11/1986) Reivindicaciones Reivindicaciones 1-12 SI NO
Actividad inventiva (Art. 8.1 LP11/1986) Reivindicaciones Reivindicaciones 9, 11 1-8, 10, 12 SI NO
Se considera que la solicitud cumple con el requisito de aplicación industrial. Este requisito fue evaluado durante la fase de examen formal y técnico de la solicitud (Artículo 31.2 Ley 11/1986) .
Base de la Opinión.
La presente opinión se ha realizado sobre la base de la solicitud de patente tal y como se publica.
Informe del Estado de la Técnica Página 3/4
OPINIÓN ESCRITA
Nº de solicitud: 201331904
1. Documentos considerados.
A continuación se relacionan los documentos pertenecientes al estado de la técnica tomados en consideración para la realización de esta opinión.
Documento Número Publicación o Identificación Fecha Publicación
D01 GB 565561 A (PARK) 16.11.1944
D02 US 3948082 A (ZUMBACH et al.) 06.04.1976
D03 US 4764724 A (MARUGG) 16.08.1988
D04 US 3371272 A (CLARKE) 27.02.1968
2. Declaración motivada según los artículos 29.6 y 29.7 del Reglamento de ejecución de la Ley 11/1986, de 20 de marzo, de Patentes sobre la novedad y la actividad inventiva; citas y explicaciones en apoyo de esta declaración De acuerdo con el artículo 29.6 del Reglamento de ejecución de la Ley 11/86 de Patentes se considera, preliminarmente y sin compromiso, que los objetos definidos por las reivindicaciones 1-8, 10, 12 no cumplen aparentemente el requisito de actividad inventiva en el sentido del artículo 8.1 de la Ley 11/86 de Patentes, en relación con el estado de la técnica establecido por el artículo 6.2 de dicha Ley. En concreto,
El documento D01 divulgó un dispositivo adecuado para la medición de excentricidad de tubos metálicos no ferromagnéticos (página 3, líneas 1-5; figura3) que comprende un conjunto medidor que comprende a su vez una única sonda (figuras 1-3) asociada a un sistema de translación y a un sistema de posicionamiento (página 3, línea 25; figura 3) . La sonda comprende un bobinado y al menos un núcleo de material ferromagnético (página 2, líne.
7. 79; figuras 1-3) , estando vinculado el bobinado al menos a una fuente de alimentación de corriente eléctrica (página 2, línea.
9. 94; figura 4) y a un medidor de corriente u otro medidor “adecuado” (página 2, línea.
9. 101) .
D01 NO DIVULGÓ un dispositivo en el que el sistema de posicionado de la sonda comprende un cilindro neumático vinculado a la sonda y una guía de posicionado, de modo que dicha sonda es desplazable a lo largo de la guía de posicionado, en el que el sistema de traslación comprende una guía de traslación asociada a la sonda y una pluralidad de poleas vinculadas a por lo menos un engranaje motriz con una correa o similar, estando asociadas por lo menos una de dichas poleas con la guía de traslación, de manera que la guía de traslación es accionable de forma rotativa respecto al eje longitudinal de dicho tubo.
Las diferencias entre lo divulgado y el objeto de la reivindicación principal se traducen en una alternativa de posicionamiento de la sonda en relación al tubo.
D02 divulgó un dispositivo de medición de excentricidad de cables tubulares que comprende una sonda con un bobinado (18 en figuras 1, 4; columna 5, línea.
4. 51; columna 8, líneas 17-27) ; dicha sonda está asociada (columna 3, línea.
4. 58) a una guía de traslación (9 en figuras 1 y 2) con una pluralidad de poleas (8 en figuras 1 y 2) vinculadas a un engranaje motriz (10 en figura 1) estando una de dichas poleas asociada a la guía de traslación de manera que la guía de traslación es accionable de forma rotativa respecto al eje longitudinal de dicho cable tubular. D02 divulgó adicionalmente un sistema de posicionado de la sonda (columna 3, líne.
5. columna 4, línea 9) que comprende una guía de posicionado (12 en figura 1) y un cilindro vinculado a la sonda.
El experto en la materia utilizaría de manera evidente la sonda de D01 asociada al sistema de posicionamiento de D02 para obtener el objeto de protección definido por la reivindicación 1, considerándose la utilización de un sistema neumático para producir el movimiento de la sonda equivalente al sistema mecánico divulgado en D02. Por tanto, aparentemente, la reivindicación 1 carece de actividad inventiva.
La característica adicional contenida en la reivindicación 2, corriente alterna de frecuencia entre 200 y 5000Hz, resulta una elección usual en la técnica (p.ej, D04 columna 4, líneas 67, 68) aparentemente carente de actividad inventiva. Las características técnicas adicionales de las reivindicaciones 3-6, 8 son de uso común en la técnica y carentes de actividad inventiva (D01-D04)
La característica adicional de la reivindicación 7, punta de sensor mecanizada de forma esférica, fue divulgada en D03 (figuras 3-5) , para sondas similares destinadas a hacer contacto con la superficie del tubo resultando carentes de actividad inventiva Consecuentemente, el método de medición definido por la reivindicación 10 parece derivar de un modo evidente de la combinación de las enseñanzas de los documentos D01, D02 y D03 mientras que su aplicación a procesos de extrusión (reivindicación 12) fue divulgada explícitamente en D02 (p.ej, columna 6, líneas 19, 20; 1 en figura 1) .
No se considera que derive de un modo evidente del estado de la técnica el dispositivo objeto de la reivindicación 9 ni, por tanto el método de medición de la reivindicación 11 que utiliza dicho dispositivo, que presenta un sistema electroneumático flotante que comprende dos carros móviles, uno desplazable en dirección vertical a lo largo de una guía vertical y otro desplazable en dirección horizontal a lo largo de una guía horizontal, estando vinculados ambos carros móviles a una base; comprendiendo adicionalmente dicho sistema electroneumático flotante un primer cilindro neumático vinculado al conjunto medidor y un segundo cilindro neumático vinculado a una pinza.
Informe del Estado de la Técnica Página 4/4
Patentes similares o relacionadas:
Dispositivo para moldear ranuras en elementos de tubería, del 24 de Junio de 2020, de VICTAULIC COMPANY: Dispositivo para moldear una ranura circunferencial en un elemento de tubería que tiene un eje longitudinal , el dispositivo comprende: un rodillo impulsor […]
Dispositivo de medida que incluye galga para piezas de trabajo, del 8 de Enero de 2020, de BALANCE SYSTEMS S.R.L.: Un dispositivo de medida que incluye una galga para piezas de trabajo , comprendiendo dicha galga un brazo oscilante adaptado para tocar dicha […]
Procedimiento y dispositivo para formar ranuras en elementos de tubería, del 5 de Junio de 2019, de VICTAULIC COMPANY: Procedimiento para procesar un elemento de tubería que tiene un eje longitudinal utilizando un rodillo impulsor y un rodillo de soporte, el procedimiento […]
Dispositivo de inspección para las bocas y cuellos de recipientes, del 5 de Abril de 2019, de TIAMA: Dispositivo de inspección para las bocas y cuellos de recipientes , que incluye un equipamiento móvil dirigido por un sistema de motorización según un […]
DISPOSITIVO DE MEDICIÓN DIMENSIONAL DE UNA PIEZA DE TRABAJO, del 12 de Abril de 2017, de SMS group GmbH: Dispositivo de medición. Para proporcionar un dispositivo de medición que funcione bien también en entornos hostiles, por ejemplo a altas temperaturas […]
Dispositivo para medir el diámetro de una barra, del 14 de Enero de 2016, de TECNATOM,S.A.: Dispositivo para medir el diámetro de una barra que está compuesto por dos semi-medidores girados uno con respecto al otro 45° y situados de forma contigua. Cada semi-medidor […]
Cabeza de medición para palpador para piezas de trabajo que se van a mecanizar, del 21 de Enero de 2015, de BALANCE SYSTEMS S.R.L.: Una porción de cabeza de medición para un palpador de piezas de trabajo que se están mecanizando, que comprende: una porción fija que debe asegurarse […]
APARATO PARA LA VERIFICACIÓN DE LA DIMENSIÓN LINEAL DE PIEZAS MECÁNICAS, del 15 de Diciembre de 2011, de MARPOSS SOCIETA PER AZIONI: Un aparato para la verificación de la dimensión lineal de una pieza mecánica, con un cabezal de calibración para cooperar con la pieza, un transductor por lo menos […]