DISPOSITIVO PARA FABRICAR BARRAS DE METAL LIGERO DE UN MARCO Y/O UNA HOJA DE UNA VENTANA.
Dispositivo de fabricación de barras (1) de aluminio de un marco (2) y/o una hoja (3) de una ventana,
una puerta ventana o similares para producir diferentes rebajos (10) en las barras (1), en donde un dispositivo de troquelado (5) tiene un soporte de base (7) para soportar las barras (1) y un soporte superior (6) verticalmente móvil con respecto al soporte de base (7) para sujetar varios troqueles (4) previstos para producir los rebajos (10), el dispositivo de troquelado (5) tiene un tope (15, 16) para posicionar las barras (1) en el dispositivo de troquelado (5), los troqueles (4) están configurados para producir cada uno de ellos uno de los diferentes rebajos (10) de las barras (1) y los troqueles (4) llevan asociada una respectiva herramienta (8) que presenta una abertura (12) correspondiente a la sección transversal de los troqueles (4), caracterizado porque el dispositivo de troquelado (5) presenta varios topes (11, 15, 16) que están asociados cada uno de ellos a uno o varios troqueles (4) y lleva también una graduación escalar (14) cooperante con al menos uno de los topes (15, 16), y porque al menos el tope (15, 16) cooperante con la graduación escalar (14) es ajustable.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E06127020.
Inventor/es: Barbas Sevilla,Alonso, Rosa Fernandez,Sergi.
Fecha de Publicación: .
Fecha Solicitud PCT: 22 de Diciembre de 2006.
Clasificación PCT:
B21D28/28TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 28/00 Conformación por corte a presión; Perforación. › en tubos u otros cuerpos huecos.
B21D53/74B21D […] › B21D 53/00 Fabricación de otros objetos especiales (fabricación de cadenas o de partes de cadenas B21L). › de marcos para aberturas, p. ej. para ventanas, puertas, bolsos de mano.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
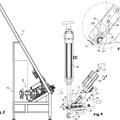
Dispositivo para fabricar barras de metal ligero de un marco y/o una hoja de una ventana. La invención concierne a un dispositivo de fabricación de barras de aluminio de un marco y/o una hoja de una ventana, una puerta ventana o similares para producir diferentes rebajos en las barras, en donde un dispositivo de estampación tiene un soporte de base para apoyo de las barras y un soporte superior móvil perpendicularmente al soporte de base para sujetar varios troqueles previstos para producir los rebajos, el dispositivo de estampación tiene un tope para posicionar las barras en dicho dispositivo de estampación, los troqueles están configurados de manera correspondiente para cada uno de los diferentes rebajos de las barras y los troqueles llevan asociada una respectiva herramienta que presenta una abertura correspondiente a la sección transversal de los troqueles. Tales dispositivos se necesitan para producir, por ejemplo, rebajos no redondos para un mecanismo de un canto o rebajos redondos para recibir uniones atornilladas de cojinetes o similares en las barras. Para fabricar el marco y la hoja se asierran primero a inglete, a una longitud prevista, unos perfiles hechos de aluminio. Se obtienen así las barras en las cuales tienen que practicarse los diferentes rebajos. Se fresan los rebajos no redondos, mientras que se taladran los rebajos redondos. Para taladrar los rebajos redondos se utiliza frecuentemente una plantilla de taladrar o una taladradora CNC. El fresado se efectúa generalmente en una fresadora CNC. Después de la producción de los rebajos, se atornillan las barras una a otra para obtener la hoja y/o el marco. Un dispositivo de la clase citada al principio es conocido, por ejemplo, por el documento DE 44 09 658 A1. Este dispositivo tiene un almacén giratorio con diferentes herramientas. Es así posible que, mediante la selección de la herramienta correspondiente y del posicionamiento de la barra, se realicen sucesivamente diferentes mecanizaciones en barras. El cambio de equipamiento del dispositivo entre los pasos de mecanización se perfila como muy poco cómodo. El documento DE 196 24 063 A1 revela un estribo de estampación con dos escalas y un tope regulable. Para diferentes mecanizaciones se tiene que cambiar cada vez una herramienta en este estribo de sujeción, lo que requiere un alto coste para la mecanización de una barra. La invención se basa en el problema de crear un dispositivo de la clase citada al principio que sea de constitución especialmente sencilla y se pueda transportar con facilidad y con el cual se puedan mecanizar barras de manera especialmente cómoda. Este problema se resuelve según la invención por el hecho de que el dispositivo de troquelado presenta varios topes que están asociados cada uno de ellos a uno o varios troqueles y presenta una graduación escalar cooperante con al menos uno de los topes, y porque es ajustable al menos el tope cooperante con la graduación escalar. Gracias a esta configuración se pueden practicar con un único dispositivo rebajos de casi cualquier configuración en las barras previamente cortadas a medida. Los rebajos son producidos por los troqueles configurados de manera correspondiente. Los troqueles presentan una sección transversal correspondiente a la forma de los rebajos. Dado que varios troqueles están dispuestos en un soporte superior común, se puede producir un gran número de diferentes rebajos en las barras. Gracias a la invención, el dispositivo según la invención no necesita máquinas herramientas controladas de manera complicada por ordenador y, por tanto, es de una constitución especialmente sencilla. El dispositivo según la invención se puede transportar, además, con especial facilidad. La mecanización de las barras se configura como especialmente cómoda, puesto que el dispositivo de troquelado presenta varios topes que están asociados cada uno de ellos a uno o varios troqueles. De este modo, se puede conducir la barra hasta uno de los topes y se puede maniobrar el dispositivo de troquelado. Mediante el presionado del soporte superior hacia abajo contra el soporte de base se produce un primer rebajo. A continuación, se puede retirar la barra del dispositivo de troquelado y eventualmente, después de un giro, se la puede conducir contra el tope siguiente y se puede presionar de nuevo el soporte superior hacia abajo. Se produce así el rebajo siguiente. Cuando están asociados varios troqueles a un único tope, se pueden producir al mismo tiempo varios rebajos. Según otro perfeccionamiento ventajoso de la invención, se puede producir sin un complicado cálculo un rebajo a disponer centradamente en la barra cuando la graduación escalar de al menos uno de los topes esté reducida en la medida de la escala 1:2 para un rebajo que se debe disponer en el centro de la barra. Gracias a esta configuración se puede ajustar el tope a 100 cm para un rebajo centrado en una barra de 100 cm de longitud. Cuando se introduce la barra hasta el tope en el dispositivo según la invención, se produce el rebajo a una distancia de 50 cm del extremo de la barra. Según otro perfeccionamiento ventajoso de la invención, contribuye a la simplificación adicional de la mecanización de las barras el que, según el número de diferentes rebajos a producir, esté dispuesto un número correspondiente de troqueles sobre un único soporte superior común. Gracias a esta configuración es necesario en el caso más sencillo solamente un único dispositivo de troquelado para todos los rebajos de las barras. Según otro perfeccionamiento ventajoso de la invención, se puede fijar de manera sencilla la posición prevista de los 2 E06127020 24-11-2011 rebajos en las barras cuando los troqueles lleven asociados dos topes para fijar el plano de las barras. Contribuye a una simplificación adicional del manejo del dispositivo según la invención el que uno de los topes esté configurado como una guía longitudinal para las barras. Las barras presentan generalmente un lado estrecho y un lado ancho. En tales barras se pueden producir de manera sencilla los rebajos en los diferentes lados cuando los extremos de los troqueles vueltos hacia el soporte de base presenten distancias diferentes a dicho soporte de base. Según otro perfeccionamiento ventajoso de la invención, las fuerzas de los troqueles que se presentan durante la mecanización de las barras son soportadas de manera fiable cuando el soporte de base tiene elementos de apoyo para soportar las barras a la altura prevista con respecto a los troqueles. Preferiblemente, los elementos de apoyo están configurados como una herramienta con aberturas correspondientes a los troqueles. La invención admite numerosas formas de realización. Para ilustrar adicionalmente su principio básico se ha representado una de ellas en el dibujo y se la describe a continuación. Este dibujo muestra en: La figura 1, esquemáticamente, un dispositivo según la invención con varios troqueles, La figura 2, esquemáticamente, una sección transversal a través del dispositivo de la figura 1 según la invención en la zona de uno de los troqueles, La figura 3, esquemáticamente, una sección transversal a través del dispositivo según la invención en la zona de varios troqueles dispuestos uno tras otro, La figura 4, esquemáticamente, una ventana compuesta de varias barras y E06127020 24-11-2011 Las figuras 5 y 6, zonas parciales de una barra de la ventana de la figura 4 con un rebajo producido por el dispositivo de la figura 1 según la invención. La figura 1 muestra un dispositivo para fabricar barras 1 de aluminio de un marco 2 y/o una hoja 3 de una ventana, una puerta ventana o similares, con un dispositivo de troquelado 5 que presenta varios troqueles 4. La ventana 2 está representada en la figura 4. El dispositivo de troquelado 5 presenta un soporte superior 6. En el soporte superior 6 están fijados los troqueles 4. Asimismo, el dispositivo de troquelado 5 tiene un soporte de base 7 sobre el cual están dispuestas varias herramientas 8. El soporte de base 7 sujeta, además, unos elementos de apoyo 9 dispuestos a alturas previstas para soportar las barras 1. El soporte superior 6 está sujeto sobre el soporte de base 7 en forma verticalmente móvil. Al presionar el soporte superior 6 hacia abajo, los troqueles 4 llegan a las herramientas 8 y producen en las barras 1 unos rebajos previstos 10 representados a título de ejemplo en las figuras 5 y 6. El soporte de base 7 presenta para cada uno de los troqueles 4 unos topes asociados 11 configurados como guías para las barras 1. Para simplificar el dibujo, las barras 1 se han representado con líneas de trazos y puntos en las figuras 1 a 3. Para fabricar las barras 1 se introducen dichas barras 1 en el dispositivo a lo largo de los topes 11 en dirección perpendicular al plano del dibujo. Presionando el soporte superior 6 hacia abajo se obtienen los rebajos... [Seguir leyendo]
Reivindicaciones:
1. Dispositivo de fabricación de barras (1) de aluminio de un marco (2) y/o una hoja (3) de una ventana, una puerta ventana o similares para producir diferentes rebajos (10) en las barras (1), en donde un dispositivo de troquelado (5) tiene un soporte de base (7) para soportar las barras (1) y un soporte superior (6) verticalmente móvil con respecto al soporte de base (7) para sujetar varios troqueles (4) previstos para producir los rebajos (10), el dispositivo de troquelado (5) tiene un tope (15, 16) para posicionar las barras (1) en el dispositivo de troquelado (5), los troqueles (4) están configurados para producir cada uno de ellos uno de los diferentes rebajos (10) de las barras (1) y los troqueles (4) llevan asociada una respectiva herramienta (8) que presenta una abertura (12) correspondiente a la sección transversal de los troqueles (4), caracterizado porque el dispositivo de troquelado (5) presenta varios topes (11, 15, 16) que están asociados cada uno de ellos a uno o varios troqueles (4) y lleva también una graduación escalar (14) cooperante con al menos uno de los topes (15, 16), y porque al menos el tope (15, 16) cooperante con la graduación escalar (14) es ajustable. 2. Dispositivo según la reivindicación 1, caracterizado porque la graduación escalar (14) de al menos uno de los topes (15) para un rebajo (10) a disponer en el centro de la barra (1) se ha reducido en la medida de la escala 1:2. 3. Dispositivo según la reivindicación 1, caracterizado porque, en función del número de rebajos diferentes (10) a producir, está dispuesto un número correspondiente de troqueles (4) en un único soporte superior común (6). 4. Dispositivo según la reivindicación 1, caracterizado porque los troqueles (4) llevan asociados dos topes (11, 15, 16) para fijar el plano de las barras (1). 5. Dispositivo según la reivindicación 1 ó 4, caracterizado porque uno de los topes (11) está configurado como guía longitudinal para las barras (1). 6. Dispositivo según la reivindicación 1, caracterizado porque los extremos de los troqueles (4) que quedan vueltos hacia el soporte de base (7) presentan distancias diferentes a dicho soporte de base (7). 7. Dispositivo según la reivindicación 1, caracterizado porque el soporte de base (7) presenta elementos de apoyo (9) para soportar las barras (1) a la altura prevista con respecto a los troqueles (4). E06127020 24-11-2011 6 E06127020 24-11-2011 7 E06127020 24-11-2011 8 E06127020 24-11-2011
Patentes similares o relacionadas:
Instalación y procedimiento de doblado de perfiles metálicos de hojas batientes, del 29 de Julio de 2020, de Méca Theil: Instalación de doblado de perfiles metálicos de hojas batientes que comprende al menos un módulo de llegada de los perfiles a la instalación, un módulo de empalme […]
Accionador de prensa de punzonado, del 4 de Julio de 2012, de PEDDINGHAUS CORPORATION (100.0%): Una máquina para comprimir una herramienta de una pieza de trabajo contra una pieza de trabajo enla dirección de un primer eje geométrico, […]
Soporte giratorio para punzonadora, del 27 de Junio de 2012, de PEDDINGHAUS CORPORATION (100.0%): Una máquina para modificar una pieza de trabajo orientada en el sentido longitudinal a lo largo de un eje X,la citada máquina se caracteriza porque […]
Procedimiento para la generación de un canteado en un elemento de chapa, elemento de chapa fabricado mediante este procedimiento, así como dispositivo para el perfilado previo de un elemento de chapa, del 21 de Marzo de 2012, de BLANCO GMBH + CO KG: Procedimiento para la generación de un canteado en un elemento de chapa , que comprende las siguientesetapas del procedimiento:
- […]
PROCEDIMIENTO PARA PRODUCIR ESTRUCTURAS DE CAJA PARA MARCOS PARA PUERTAS DESLIZANTES QUE DESAPARECEN, del 2 de Agosto de 2010, de DALLAN S.P.A.: Un proceso para producir estructuras de caja para marcos para puertas deslizantes que desaparecen, caracterizado por:
- formar en al menos una chapa […]
DISPOSITIVO AUTOMATICO DE ALIMENTACION Y POSICIONAMIENTO DE TIRAS EN MAQUINAS DE FABRICACION DE CUADROS RECTANGULARES, del 16 de Junio de 2007, de RAFFONI, GIUSEPPE: Aparato automatizado para suministrar y posicionar listones en máquinas para producir marcos rectangulares, estando equipada dicha máquina con cuatro unidades de grapado […]
DISPOSITIVO PARA DOBLAR BARRAS DE PERFIL HUECO., del 1 de Diciembre de 2006, de LENHARDT MASCHINENBAU GMBH: Dispositivo para doblar barras de perfil hueco , especialmente para marcos distanciadores de lunas de vidrio aislante, en el que las barras de perfil hueco tienen […]
PROCEDIMIENTO PARA LA ADAPTACION DE PERFILES METALICOS APLICABLES PARA EL ALOJAMIENTO DE CERRADURAS Y PORTEROS AUTOMATICOS, del 16 de Octubre de 2005, de CHIRRI'S & GAECHE, S.L.: Procedimiento para la adaptación de perfiles metálicos aplicables para el alojamiento de cerraduras y porteros automáticos, que consiste en el […]
Utilizamos cookies para mejorar nuestros servicios y mostrarle publicidad relevante. Si continua navegando, consideramos que acepta su uso. Puede obtener más información aquí. .
 Instalación y procedimiento de doblado de perfiles metálicos de hojas batientes, del 29 de Julio de 2020, de Méca Theil: Instalación de doblado de perfiles metálicos de hojas batientes que comprende al menos un módulo de llegada de los perfiles a la instalación, un módulo de empalme […]
Instalación y procedimiento de doblado de perfiles metálicos de hojas batientes, del 29 de Julio de 2020, de Méca Theil: Instalación de doblado de perfiles metálicos de hojas batientes que comprende al menos un módulo de llegada de los perfiles a la instalación, un módulo de empalme […] Accionador de prensa de punzonado, del 4 de Julio de 2012, de PEDDINGHAUS CORPORATION (100.0%): Una máquina para comprimir una herramienta de una pieza de trabajo contra una pieza de trabajo enla dirección de un primer eje geométrico, […]
Accionador de prensa de punzonado, del 4 de Julio de 2012, de PEDDINGHAUS CORPORATION (100.0%): Una máquina para comprimir una herramienta de una pieza de trabajo contra una pieza de trabajo enla dirección de un primer eje geométrico, […] Soporte giratorio para punzonadora, del 27 de Junio de 2012, de PEDDINGHAUS CORPORATION (100.0%): Una máquina para modificar una pieza de trabajo orientada en el sentido longitudinal a lo largo de un eje X,la citada máquina se caracteriza porque […]
Soporte giratorio para punzonadora, del 27 de Junio de 2012, de PEDDINGHAUS CORPORATION (100.0%): Una máquina para modificar una pieza de trabajo orientada en el sentido longitudinal a lo largo de un eje X,la citada máquina se caracteriza porque […] Procedimiento para la generación de un canteado en un elemento de chapa, elemento de chapa fabricado mediante este procedimiento, así como dispositivo para el perfilado previo de un elemento de chapa, del 21 de Marzo de 2012, de BLANCO GMBH + CO KG: Procedimiento para la generación de un canteado en un elemento de chapa , que comprende las siguientesetapas del procedimiento:
- […]
Procedimiento para la generación de un canteado en un elemento de chapa, elemento de chapa fabricado mediante este procedimiento, así como dispositivo para el perfilado previo de un elemento de chapa, del 21 de Marzo de 2012, de BLANCO GMBH + CO KG: Procedimiento para la generación de un canteado en un elemento de chapa , que comprende las siguientesetapas del procedimiento:
- […] PROCEDIMIENTO PARA PRODUCIR ESTRUCTURAS DE CAJA PARA MARCOS PARA PUERTAS DESLIZANTES QUE DESAPARECEN, del 2 de Agosto de 2010, de DALLAN S.P.A.: Un proceso para producir estructuras de caja para marcos para puertas deslizantes que desaparecen, caracterizado por:
- formar en al menos una chapa […]
PROCEDIMIENTO PARA PRODUCIR ESTRUCTURAS DE CAJA PARA MARCOS PARA PUERTAS DESLIZANTES QUE DESAPARECEN, del 2 de Agosto de 2010, de DALLAN S.P.A.: Un proceso para producir estructuras de caja para marcos para puertas deslizantes que desaparecen, caracterizado por:
- formar en al menos una chapa […]