DISPOSITIVO DE MECANIZADO.
Dispositivo de mecanizado (12) para mecanizar piezas de trabajo (15) con una unidad de mecanizado (30) para mecanizar las piezas de trabajo (15),
un dispositivo de aspiración (16) para aspirar partículas que se producen en el transcurso del mecanizado en una zona de aspiración (18), consistiendo las partículas preferiblemente, al menos en parte, en madera, materiales derivados de la madera, plástico, metal o similares, y una unidad de transporte (14) para provocar un movimiento relativo entre las respectivas piezas de trabajo (15) y el al menos un dispositivo de aspiración (16), caracterizado porque la anchura de la zona de aspiración (18) es ajustable
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E08022574.
Solicitante: BUTFERING SCHLEIFTECHNIK GMBH.
Nacionalidad solicitante: Alemania.
Dirección: POSTFACH 6108 59269 BECKUM ALEMANIA.
Inventor/es: Settele,Martin.
Fecha de Publicación: .
Fecha Solicitud PCT: 30 de Diciembre de 2008.
Clasificación Internacional de Patentes:
- B24B55/06 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B24 TRABAJO CON MUELA; PULIDO. › B24B MAQUINAS, DISPOSITIVOS O PROCEDIMIENTOS PARA TRABAJAR CON MUELA O PARA PULIR (por electroerosión B23H; tratamiento por chorro abrasivo B24C; grabado o pulido electrolítico C25F 3/00 ); REAVIVACION O ACONDICIONAMIENTO DE SUPERFICIES ABRASIVAS; ALIMENTACION DE MAQUINAS CON MATERIALES DE RECTIFICAR, PULIR O ALISAR. › B24B 55/00 Dispositivos de seguridad para máquinas de trabajar con muela o de pulir; Accesorios adaptados para máquinas de trabajar con muela o pulir para mantener las herramientas o las partes de las máquinas en buen estado de funcionamiento. › Equipos para extraer el polvo de las máquinas de trabajar con muela o de pulir (B24B 31/12 tiene prioridad).
- B24B55/08 B24B 55/00 […] › especialmente concebidos para máquinas que trabajan con cinta abrasiva.
Clasificación PCT:
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
PDF original: ES-2360379_T3.pdf
Fragmento de la descripción:
Estado de la técnica Por el documento DE 42 32 830 se conoce un dispositivo para eliminar polvo de rectificación adherido a piezas de trabajo en máquinas rectificadoras, que es adecuado para eliminar polvo de rectificación de piezas de trabajo en máquinas rectificadoras, en particular en máquinas rectificadoras de banda ancha. Para ello está configurada una alimentación de aire comprimido con una abertura de salida dispuesta a continuación de la zona de rectificación, en
o contra el sentido de transporte de piezas de trabajo. El polvo de rectificación eliminado mediante soplado a este respecto se aspira con un dispositivo de aspiración. Para minimizar remolinos de polvo innecesarios, están configurados en este dispositivo varios dispositivos de soplado controlables, que pueden conectarse según el tamaño de la pieza de trabajo que va a someterse a soplado. Aunque los dispositivos de rectificación conocidos han dado buen resultado en la práctica, los requisitos planteados para este tipo de máquinas son cada vez mayores. En particular, la importancia de la protección medioambiental y laboral es cada vez más grande, de modo que en particular existe la necesidad de dispositivos de rectificación energéticamente eficientes y poco ruidosos.
Exposición de la invención La invención se basa en el objetivo de proporcionar un dispositivo de mecanizado para el mecanizado de piezas de trabajo en forma de placa, que posibilite un funcionamiento energéticamente eficiente y poco ruidoso. La solución del objetivo tiene lugar mediante el objeto de la reivindicación 1. Configuraciones preferidas del dispositivo de mecanizado según la invención se desprenden de las reivindicaciones dependientes. La invención se basa en la idea de configurar de manera energéticamente más eficiente el funcionamiento del dispositivo de aspiración mediante una utilización optimizada del dispositivo de aspiración. Por consiguiente, el dispositivo de mecanizado según la invención presenta una zona de aspiración de un dispositivo de aspiración con un contorno ajustable. Al prever una abertura de aspiración con una anchura variable, es decir ajustable, es posible, de manera especialmente ventajosa, modificar la geometría de la abertura de aspiración, sin que sea siempre necesario gracias a ello aspirar por toda la anchura de, por ejemplo, una máquina rectificadora de banda ancha, un dispositivo de cepillado u otros dispositivos de mecanizado, sino que según se necesite puede aspirarse únicamente en una zona deseada. De este modo es posible de manera especialmente ventajosa ahorrar en masa de aire aspirada. Esta masa de aire que va a aspirarse debe producirse con un alto consumo de energía. Por el contrario, el dispositivo según la invención permite aspirar de manera energéticamente optimizada y según se necesite. A este respecto debe tenerse en cuenta que, en salas caldeadas o refrigeradas, el volumen de aire aspirado debe alimentarse de nuevo desde fuera y éste también debe calentarse o enfriarse de nuevo. Además se reduce el nivel de ruido provocado por la unidad de mecanizado, ya que se aspira una masa de aire menor. Según una configuración de la invención está previsto que el dispositivo de mecanizado presente una unidad de detección de piezas de trabajo, comunicándose el dispositivo de aspiración con la unidad de detección de piezas de trabajo. De este modo es posible de manera especialmente ventajosa garantizar un intercambio de información entre la unidad de detección de piezas de trabajo y el dispositivo de aspiración. Según una configuración adicional de la invención, la unidad de detección de piezas de trabajo está configurada para hacer que empiece un funcionamiento de aspiración del dispositivo de aspiración en cuanto una pieza de trabajo se encuentra en una zona de mecanizado, y/o terminar el funcionamiento de aspiración del dispositivo de aspiración en cuanto ya no se encuentra ninguna pieza de trabajo en la zona de mecanizado. De este modo es posible de manera especialmente ventajosa hacer que tenga lugar el funcionamiento de aspiración sólo cuando se necesite realmente. De este modo es posible de manera especialmente ventajosa ahorrar energía. En una configuración adicional de la invención, la unidad de detección de piezas de trabajo está configurada para detectar el contorno de la pieza de trabajo. La unidad de detección de piezas de trabajo presenta para ello rodillos palpadores y/o sensores, en particular sensores ópticos. De este modo es posible de manera especialmente ventajosa transmitir los contornos o las dimensiones de las piezas de trabajo al dispositivo de aspiración. Alternativamente es posible obtener los datos sobre las dimensiones de la pieza de trabajo a partir de, por ejemplo, datos de dimensiones almacenados en una planificación de desarrollo de proceso. Según una configuración adicional puede ajustarse la anchura de la zona de aspiración en función del contorno de la pieza de trabajo. Al adaptar la anchura de la zona de aspiración al contorno de la pieza de trabajo es posible de manera especialmente ventajosa aspirar en cada caso sólo en la zona en la que se encuentra de verdad una pieza de trabajo. De este modo es posible de manera especialmente ventajosa ahorrar energía. Según una configuración adicional, la anchura de la zona de aspiración puede ajustarse a través de una pluralidad de canales de aspiración que pueden conectarse y desconectarse selectivamente. Mediante el uso de canales de aspiración que pueden conectarse y desconectarse selectivamente es posible de manera especialmente ventajosa conectar sólo el canal de aspiración en cuya zona se encuentra de verdad una pieza de trabajo, para así ahorrar energía. Según una forma de realización adicional, un canal de aspiración segmentado en su anchura de aspiración está configurado con elementos de bloqueo de segmento que pueden controlarse individualmente, pudiendo ajustarse de manera variable la anchura de la zona de aspiración. Mediante el control dirigido de los elementos de bloqueo de segmento individuales es posible adaptar la zona de aspiración de manera optimizada al contorno de la pieza de trabajo, y así aspirar sólo donde se desee de verdad. De este modo puede ahorrarse energía de manera especialmente ventajosa. Según una configuración especialmente preferida adicional está previsto un dispositivo de soplado, en particular en la zona del dispositivo de aspiración. De esta manera es posible desprender de la pieza de trabajo, mediante soplado, las partículas adheridas, en particular polvo de rectificación, y a continuación aspirarlas con el dispositivo de aspiración. Según una configuración adicional de la invención está previsto un dispositivo de soplado, que presenta varias boquillas de soplado que pueden conectarse o desconectarse selectivamente. Mediante la conexión y desconexión selectiva de las boquillas de soplado es posible hacer que el dispositivo de soplado someta a soplado piezas de trabajo en coordinación con el dispositivo de aspiración. Así puede modificarse, en función del contorno de la pieza de trabajo, tanto la anchura de la zona de aspiración como la de la zona de soplado. La modificación de la anchura de la zona de soplado tiene lugar mediante la conexión y desconexión selectiva de las boquillas de soplado. De este modo es posible de manera especialmente ventajosa ahorrar energía. La invención presenta además un procedimiento de mecanizado para un dispositivo de mecanizado según una de las reivindicaciones 1 a 11. A este respecto se detecta en primer lugar la pieza de trabajo por medio de una unidad de detección de piezas de trabajo. A continuación se conecta el dispositivo de aspiración en cuanto la pieza de trabajo se encuentra aproximadamente en una zona de aspiración del dispositivo de aspiración, correspondiendo la anchura de la zona de aspiración aproximadamente a la anchura de la pieza de trabajo detectada por la unidad de detección de piezas de trabajo. En cuanto la unidad de detección de piezas de trabajo ya no detecta la pieza de trabajo, o en cuanto ha transcurrido un tiempo determinado, se desconecta el dispositivo de aspiración. De este modo es posible de manera especialmente ventajosa aspirar sólo cuando una pieza de trabajo se encuentra en la zona de detección de la unidad de detección de piezas de trabajo y se aspira sólo en la zona en la que se encuentra una pieza de trabajo. De este modo es posible de manera especialmente ventajosa ahorrar energía. Según una característica de procedimiento adicional se conectan, en función del contorno de la pieza de trabajo, un número diferente de canales de aspiración del dispositivo de aspiración en la zona de la pieza de trabajo. Mediante la conexión selectiva de los canales de aspiración se... [Seguir leyendo]
Reivindicaciones:
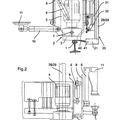
1. Dispositivo de mecanizado (12) para mecanizar piezas de trabajo (15) con una unidad de mecanizado (30) para mecanizar las piezas de trabajo (15), un dispositivo de aspiración (16) para aspirar partículas que se producen en el transcurso del mecanizado en una zona de aspiración (18), consistiendo las partículas preferiblemente, al menos en parte, en madera, materiales derivados de la madera, plástico, metal o similares, y una unidad de transporte (14) para provocar un movimiento relativo entre las respectivas piezas de trabajo
(15) y el al menos un dispositivo de aspiración (16), caracterizado porque la anchura de la zona de aspiración (18) es ajustable.
2. Dispositivo de mecanizado según la reivindicación 1, caracterizado porque presenta además una unidad de detección de piezas de trabajo (20), comunicándose el dispositivo de aspiración (16) con la unidad de detección de piezas de trabajo (20).
3. Dispositivo de mecanizado según la reivindicación 2, caracterizado porque la unidad de detección de piezas de trabajo (20) está configurada para hacer que empiece un funcionamiento de aspiración del dispositivo de aspiración (16) en cuanto una pieza de trabajo (15) se encuentra en una zona de mecanizado, y/o terminar el funcionamiento de aspiración del dispositivo de aspiración (16) en cuanto ya no se encuentra ninguna pieza de trabajo (15) en la zona de mecanizado.
4. Dispositivo de mecanizado según la reivindicación 2 ó 3, caracterizado porque la unidad de detección de piezas de trabajo (20) está configurada para detectar el contorno de la pieza de trabajo (15).
5. Dispositivo de mecanizado según la reivindicación 2 a 4, caracterizado porque la unidad de detección de piezas de trabajo (20) presenta rodillos palpadores para detectar el contorno de la pieza de trabajo (15).
6. Dispositivo de mecanizado según la reivindicación 2 a 4, caracterizado porque la unidad de detección de piezas de trabajo (20) presenta sensores, en particular sensores ópticos, para detectar el contorno de la pieza de trabajo (15).
7. Dispositivo de mecanizado según una de las reivindicaciones anteriores, caracterizado porque la anchura de la zona de aspiración (18) puede ajustarse en función del contorno de la pieza de trabajo (15).
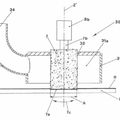
8. Dispositivo de mecanizado según una de las reivindicaciones anteriores, caracterizado porque la anchura de la zona de aspiración (18) puede ajustarse a través de una pluralidad de canales de aspiración (22) que pueden conectarse y desconectarse selectivamente.
9. Dispositivo de mecanizado según una de las reivindicaciones anteriores, caracterizado porque un canal de aspiración (22) segmentado en su anchura de aspiración está configurado con elementos de bloqueo de segmento (24) que pueden controlarse individualmente y, por consiguiente, puede ajustarse de manera variable la anchura de la zona de aspiración (18).
10. Dispositivo de mecanizado según una de las reivindicaciones anteriores, caracterizado porque está previsto un dispositivo de soplado, en particular en la zona del dispositivo de aspiración (16).
11. Dispositivo de mecanizado según una de las reivindicaciones anteriores, caracterizado porque el dispositivo de soplado presenta varias boquillas de soplado (26) que pueden conectarse o desconectarse selectivamente.
12. Procedimiento de mecanizado para un dispositivo de mecanizado (12) según una de las reivindicaciones anteriores, que comprende las siguientes etapas: -detectar una pieza de trabajo (15) por medio de una unidad de detección de piezas de trabajo (20); -conectar un dispositivo de aspiración (16) en cuanto la pieza de trabajo (15) se encuentra aproximadamente en una zona de aspiración (18), correspondiendo la anchura de la zona de aspiración
(18) aproximadamente a la anchura de la pieza de trabajo (15) detectada por la unidad de detección de piezas de trabajo (20); -desconectar el dispositivo de aspiración (16) en cuanto la unidad de detección de piezas de trabajo (20) ya no detecta la pieza de trabajo (15).
13. Procedimiento de mecanizado según la reivindicación 12, caracterizado porque, en función del contorno de la pieza de trabajo (15), se conecta un número diferente de canales de aspiración (22) del dispositivo de aspiración (16) en la zona de la pieza de trabajo (15).
14. Procedimiento de mecanizado según la reivindicación 12, caracterizado porque, en función del contorno de la pieza de trabajo (15), un canal de aspiración (22) segmentado en su anchura de aspiración, con elementos de bloqueo de segmento (24) que pueden controlarse individualmente, abre aproximadamente en la zona de la pieza de trabajo (15) los elementos de bloqueo de segmento (24) y por consiguiente aspira aproximadamente en esta zona.
15. Procedimiento de mecanizado según la reivindicación 12 a 14, caracterizado porque mientras el dispositivo de aspiración (16) está conectado, también se conecta un dispositivo de soplado, presentando el dispositivo de soplado varias boquillas de soplado (26) que pueden conectarse o desconectarse selectivamente.
Patentes similares o relacionadas:
Máquina pulidora con sistema de enfriamiento y succión para cabezales para pulir artículos fabricados de cerámica o piedras naturales, del 12 de Febrero de 2020, de ANCORA S.P.A: Máquina pulidora que comprende un sistema de enfriamiento y succión para cabezales de pulido para pulir , por ejemplo mediante alisado, lapeado […]
Recolección de polvo para una herramienta abrasiva, del 17 de Julio de 2019, de SAINT-GOBAIN ABRASIVES, INC.: Un colector de polvo para una sierra que usa una cuchilla abrasiva para cortar material localizado en una mesa de […]
MECANISMO COLECTOR DE PARTÍCULAS, del 27 de Septiembre de 2018, de UNIVERSIDAD DE MEDELLIN: La presente invención corresponde a un mecanismo colector de partículas que comprende una primera campana conectada a una cubierta de una pulidora, […]
 Técnicas para la reducción de residuos cuando se lleva a cabo la eliminación de los bordes de artículos recubiertos con revestimientos de protección temporal, del 9 de Marzo de 2016, de CENTRE LUXEMBOURGEOIS DE RECHERCHES POUR LE VERRE ET LA CERAMIQUE, S.A: Un dispositivo formado por:
- Una mesa de eliminación de bordes orientada horizontalmente ;
- Una unidad de eliminación de bordes […]
Técnicas para la reducción de residuos cuando se lleva a cabo la eliminación de los bordes de artículos recubiertos con revestimientos de protección temporal, del 9 de Marzo de 2016, de CENTRE LUXEMBOURGEOIS DE RECHERCHES POUR LE VERRE ET LA CERAMIQUE, S.A: Un dispositivo formado por:
- Una mesa de eliminación de bordes orientada horizontalmente ;
- Una unidad de eliminación de bordes […]
Aspirador neumático, del 8 de Abril de 2015, de Catalfamo, Pasquale: Un aspirador neumático que comprende: un eyector para generar una depresión adecuada para permitir la aspiración de por lo menos un fluido desde una zona de aspiración, […]
 METODO PARA LA REMOCION DEL REVESTIMIENTO DE HOJAS DE VIDRIO Y MAQUINA OPERADORA ADECUADA PARA REALIZAR ESTE METODO DE REMOCION, del 11 de Noviembre de 2009, de G.F.P..M. S.R.L: Un método de remoción por abrasión mediante amolado del revestimiento (R) de hojas de vidrio (L). La remoción es realizada por la superficie abrasiva plana (7a) de una muela […]
METODO PARA LA REMOCION DEL REVESTIMIENTO DE HOJAS DE VIDRIO Y MAQUINA OPERADORA ADECUADA PARA REALIZAR ESTE METODO DE REMOCION, del 11 de Noviembre de 2009, de G.F.P..M. S.R.L: Un método de remoción por abrasión mediante amolado del revestimiento (R) de hojas de vidrio (L). La remoción es realizada por la superficie abrasiva plana (7a) de una muela […]
DISPOSITIVO PARA PULIR BISELES EN LOS BORDES DE PLACAS DE CRISTAL, PARTICULARMENTE EN MAQUINAS DE CONTROL NUMERICO., del 16 de Julio de 2003, de Z. BAVELLONI S.P.A.: LA UNIDAD PARA PULIR LOS BISELES EN LOS BORDES DE PLACAS DE VIDRIO, EN PARTICULAR EN UNA MAQUINA DE CONTROL NUMERICO, COMPRENDE UNA MUELA TIPO TAZA […]
 DISPOSITIVO DE REPERFILADO DE LOS RAILES DE FERROCARRIL CON CAPTACION DE LOS DESECHOS, del 1 de Noviembre de 2008, de SPENO INTERNATIONAL S.A.: Dispositivo de reperfilado en continuo de los raíles de una vía de ferrocarril que comprende por lo menos una unidad de reperfilado de los raíles por amolado […]
DISPOSITIVO DE REPERFILADO DE LOS RAILES DE FERROCARRIL CON CAPTACION DE LOS DESECHOS, del 1 de Noviembre de 2008, de SPENO INTERNATIONAL S.A.: Dispositivo de reperfilado en continuo de los raíles de una vía de ferrocarril que comprende por lo menos una unidad de reperfilado de los raíles por amolado […]