DISPOSITIVO DE AMARRE PARA AMARRAR POR LO MENOS DOS COMPONENTES.
Dispositivo de amarre para el amarre de por lo menos dos componentes (6,
7) en una máquina de mecanizado que emplea un rayo de trabajo (3), en particular en una instalación de soldadura láser (1), con - un alojamiento (18) para el asiento del primer componente (6), y - por lo menos un cabezal de amarre (16) en el que está situada respectivamente una mordaza de amarre para aplicar una fuerza sobre el segundo componente (7) para aplicar una presión de amarre en la superficie de ensamble (8, 9) dentro de los componentes (6, 7), caracterizado porque - la mordaza de amarre respectiva está realizada como mordaza de amarre interior (11, 11') dispuesta dentro de la trayectoria del rayo periférico (10) del rayo de trabajo (3) de la máquina de mecanizado, con una superficie de amarre (12) para el amarre interior de los componentes (6, 7), - un intersticio de paso (17) para el rayo de trabajo (3) que separa la respectiva mordaza de amarre interior (11, 11') del cabezal de amarre (16) situado en el exterior, - está previsto por lo menos un puente de conexión estrecho (15, 15') para unir la mordaza de amarre interior (11, 11') con el cabezal de amarre (16, 16') situado en el exterior, que atraviesa al menos un puente de conexión (15, 15') que salva el intersticio de paso (17) que da libertad a la trayectoria del rayo (10) de la máquina de mecanizado hacia los componentes (6, 7)
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2008/002808.
Solicitante: LPKF LASER & ELECTRONICS AG.
Nacionalidad solicitante: Alemania.
Dirección: OSTERIEDE 7 30827 GARBSEN ALEMANIA.
Inventor/es: BRUNNECKER,Frank, ALDEBERT,Holger, KRAUS,Andreas.
Fecha de Publicación: .
Fecha Solicitud PCT: 10 de Abril de 2008.
Clasificación PCT:
- B23K26/10 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › B23K 26/00 Trabajo por rayos láser, p. ej. soldadura, corte o taladrado. › con un soporte fijo.
- B29C65/16 B […] › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 65/00 Ensamblado de elementos preformados; Aparatos a este efecto. › Rayos láser.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia.
PDF original: ES-2365346_T3.pdf
Fragmento de la descripción:
La invención se refiere a un dispositivo de amarre para amarrar por lo menos dos componentes en una máquina de mecanizado asistida por radiación, en particular en una instalación de soldadura por láser.
Esta clase de dispositivos de amarre se conocen por una multitud de publicaciones. Así por ejemplo el documento DE 199 24 469 A1 muestra una sujeción para soldadura de piezas, en particular para la soldadura por traspaso del rayo láser a través de superficies a ensamblar de plástico, donde en las superficies a ensamblar están formadas unas pestañas del borde, que rodean la pieza de dos partes. Una de las partes va sujeta en un alojamiento para asiento de este componente. El segundo componente se somete a la fuerza de un cabezal de apriete, que se sujeta por el exterior alrededor de la línea de soldadura propiamente dicha para aplicar una presión de amarre a la superficie a unir.
En la instalación de soldadura según el documento DE 195 10 493 A1 se efectúa una aplicación de presión por medio de sujetadores hidráulicos, neumáticos, a modo de rodillo o de otro modo. Explícitamente se da a conocer ahí un rodillo de apriete que corre junto al rayo láser de mecanizado a lo largo de la zona de irradiación. Un gran inconveniente de este procedimiento es que debido al movimiento del rodillo de apriete se aplica una fuerza tangencial en la dirección del movimiento del rodillo. Esta da lugar a tensiones en el elemento asociado del ensamble a través del cual se transmite el rayo. Además, debido al rodillo de apriete que asienta sobre la superficie del componente se puede causar un daño a la superficie.
El documento US 5 049 720 A muestra una instalación de soldadura láser para la tapa de un recipiente de plástico, en el que la tapa se comprime sobre la pestaña del recipiente en la zona del cordón de soldadura por medio de una mordaza de apriete en forma de doble anillo. El intersticio entre los dos anillos de apriete queda cubierto por un disco continuo transparente, de modo que la zona situada debajo queda sellada al aplicar una presión sobre la tapa, y además se puede someter a sobrepresión. De este modo se pretende conseguir un asiento uniforme de la tapa en el recipiente. Para ello el rayo láser pasa a través de la ventana y del intersticio entre los dos anillos e incide sobre la zona de soldadura. La presión de apriete se aplica por medio de un cilindro de presión situado centrado sobre la pieza. Esta disposición resulta por lo tanto inadecuada cuando se trate de soldar componentes pequeños.
Como antecedentes de la invención hay que tratar brevemente sobre su campo de aplicación preferente, que es el de la denominada soldadura por traspaso del rayo. En este procedimiento se consigue la aportación de la potencia láser necesaria en la zona de ensamblado porque el rayo láser se irradia a través de una capa de cubierta de uno de los componentes, total o al menos parcialmente transparente para la gama de longitudes de onda de las ondas láser. La energía láser es absorbida al menos en parte por el elemento asociado inferior del ensamble. El calor que así se produce funde el asociado inferior del ensamble, y por la transmisión de calor del segundo componente a la capa de cubierta se funde también el primer componente. La unión entre los dos elementos asociados del ensamble tiene lugar debido a la acción de la presión sobre la zona de ensamble. El rayo láser se desplaza para ello con relación a lo largo del cordón de soldadura.
Para generar el efecto de la presión, el documento DE 199 24 469 A 1 que presenta el estado más próximo de la técnica muestra un dispositivo de amarre exterior en el que se aplica la presión de amarre recíproca sobre los elementos asociados del ensamble, por un lado del cordón de soldadura. Esto da lugar a una carga unilateral del elemento asociado del ensamble a través del que se trata de irradiar, a lo largo del cordón de soldadura, lo que es un inconveniente para la calidad del cordón de soldadura. Y es que la distribución de la presión disminuye en la dirección del cordón de soldadura y puede dar lugar a una deformación del componente por el lado exterior. De este modo pueden producirse tensiones en la estructura del plástico que después de solidificarse la masa fundida pueden dar lugar a grietas en o junto al cordón de soldadura.
Por otra parte el dispositivo de amarre exterior tiene una aplicación problemática si fuera del cordón de soldadura no hay en los componentes material o no hay material suficiente para aplicar el dispositivo de amarre exterior.
Partiendo de la problemática descrita relativa al estado de la técnica, la invención se basa en el objetivo de realizar un dispositivo de amarre de la clase genérica de tal modo que dos componentes que se vayan a ensamblar se puedan amarrar de forma universal con independencia de sus dimensiones, de modo que eventualmente se puede renunciar completamente a la problemática técnica de amarre exterior.
Este objetivo se resuelve por medio del dispositivo según la reivindicación 1.
La invención propone por lo tanto una técnica de amarre interior que hasta la fecha no se había empleado en máquinas de mecanizado asistidas por radiación debido a la sombra causada por los elementos de amarre situados en el interior. A este respecto la invención parte del conocimiento de que pequeñas interrupciones del rayo de mecanizado tales como surgen debido a los estrechos puentes de conexión para unir la mordaza de amarre interior con el cabezal de amarre situado en el exterior no entrañan ningún detrimento apreciable del cordón de soldadura. Debido a la transmisión de calor que tiene lugar también en la dirección longitudinal del cordón de soldadura así como de una radiación que tiene lugar parcialmente, se suministra también suficiente energía a las zonas que quedan a la sombra de los puentes de conexión, de modo que se consigue una fusión y soldadura perfectas de los dos elementos asociados del ensamble.
Debido al amarre interior según la invención, en particular en combinación con el amarre exterior previsto de modo preferente, se obtiene para la totalidad del cordón de soldadura una distribución de tensiones notablemente homogénea, lo cual da lugar a menores tensiones dentro y junto al cordón de soldadura. De este modo se mejora la homogeneidad del cordón de soldadura, con lo cual eventualmente se pueden conseguir los resultados de soldadura deseados con una potencia láser menor. Con ello también se pueden lograr reducciones del tiempo del ciclo en el mecanizado de las piezas.
De acuerdo con un perfeccionamiento ventajoso está previsto que para el amarre de componentes tridimensionales se realice el amarre interior por medio de una pluralidad de mordazas de amarre interior individuales, que están colocadas cada una en cabezales de amarre individuales situados en la parte exterior, a través de los cuales están aplicados los puentes de conexión que hay que salvar. Las mordazas de amarre interior junto con los puentes de conexión forman preferentemente parte de una palanca de amarre, y a la que se puede aplicar una fuerza mediante un accionamiento de amarre, por ejemplo en forma de un accionamiento de émbolo y cilindro.
Unas formas de realización preferentes, otras características, detalles y ventajas de la invención resultan de las reivindicaciones dependientes y de la siguiente descripción de ejemplos de realización, sirviéndose de los dibujos adjuntos. Estos muestran:
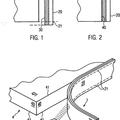
la fig. 1 una representación en perspectiva de una instalación de soldadura láser con un dispositivo de amarre,
la fig. 2 una vista lateral de la disposición según la fig. 1,
la fig. 3 una vista en planta de un dispositivo de amarre con amarre interior de una pieza,
la fig. 4 y 5 representaciones en sección del dispositivo de amarre según la línea de sección IV-IV y V-V según la fig. 3,
la fig. 6 una vista en planta de un dispositivo de amarre con amarre combinado interior y exterior,
las fig. 7 y 8 representaciones en sección del dispositivo de amarre según la línea de sección VII-VII y VIII-VIII según la fig. 6, así como
las fig. 9 y 10 una vista lateral y una vista en planta de otra forma de realización de un dispositivo de amarre interior compuesto por mordazas de amarre individuales.
Tal como se ve claramente por las fig. 1 y 2, una instalación de soldadura láser comprende un cabezal de soldadura láser designado en su conjunto por 1, cuya estructura... [Seguir leyendo]
Reivindicaciones:
1. Dispositivo de amarre para el amarre de por lo menos dos componentes (6, 7) en una máquina de mecanizado que emplea un rayo de trabajo (3), en particular en una instalación de soldadura láser (1), con
- un alojamiento (18) para el asiento del primer componente (6), y
- por lo menos un cabezal de amarre (16) en el que está situada respectivamente una mordaza de amarre para aplicar una fuerza sobre el segundo componente (7) para aplicar una presión de amarre en la superficie de ensamble (8, 9) dentro de los componentes (6, 7),
caracterizado porque
- la mordaza de amarre respectiva está realizada como mordaza de amarre interior (11, 11') dispuesta dentro de la trayectoria del rayo periférico (10) del rayo de trabajo (3) de la máquina de mecanizado, con una superficie de amarre (12) para el amarre interior de los componentes (6, 7),
- un intersticio de paso (17) para el rayo de trabajo (3) que separa la respectiva mordaza de amarre interior (11, 11') del cabezal de amarre (16) situado en el exterior,
- está previsto por lo menos un puente de conexión estrecho (15, 15') para unir la mordaza de amarre interior (11, 11') con el cabezal de amarre (16, 16') situado en el exterior, que atraviesa al menos un puente de conexión (15, 15') que salva el intersticio de paso (17) que da libertad a la trayectoria del rayo (10) de la máquina de mecanizado hacia los componentes (6, 7).
2. Dispositivo de amarre según la reivindicación 1,
caracterizado porque
los puentes de conexión (15, 15') están realizados en forma de láminas, estando orientado su lado principal plano esencialmente en dirección paralela a la dirección del rayo de mecanizado (3) de la máquina de mecanizado.
3. Dispositivo de amarre según la reivindicación 1 ó 2,
caracterizado porque
la superficie de amarre (12) de la mordaza de amarre interior (11, 11') transcurre paralela a la superficie de ensamble (8, 9).
4. Dispositivo de amarre según una de las reivindicaciones anteriores,
caracterizado porque
el intersticio de paso (17) se ensancha de forma cónica en sentido opuesto al rayo de mecanizado (3) de la máquina de mecanizado.
5. Dispositivo de amarre según una de las reivindicaciones anteriores,
caracterizado porque
la forma de los puentes de conexión (15, 15') está adaptada al plano óptico del rayo de mecanizado (3).
6. Dispositivo de amarre según una de las reivindicaciones anteriores,
caracterizado porque
el cabezal de amarre (16) está dotado de una mordaza de amarre exterior (27) con una superficie de amarre (28) para el amarre exterior de los componentes (6, 7) situada fuera de la trayectoria periférica del rayo (10) de la máquina de mecanizado.
7. Dispositivo de amarre según una de las reivindicaciones anteriores,
caracterizado porque
las mordazas interiores y/o las mordazas exteriores (11, 11', 27) están realizadas en varias partes.
8. Dispositivo de amarre según una de las reivindicaciones anteriores,
caracterizado porque
los puentes de conexión (15) para sujetar las mordazas de amarre interiores (11) están realizadas a base de dos bandas de chapa metálica (23, 23') que se cruzan, empotradas en las mordazas de amarre interior (11).
9. Dispositivo de amarre según por lo menos la reivindicación 1,
caracterizado porque
especialmente para el amarre de componentes tridimensionales hay una multitud de mordazas de amarre interior individuales (11, 11') fijadas cada una en unos cabezales de amarre individuales (16') situados en el exterior, por medio de los puentes de conexión (15').
10. Dispositivo de amarre según la reivindicación 9,
caracterizado porque
los cabezales de amarre (16') presentan cada uno unas palancas de amarre (29) que sujetan los puentes de conexión (15'), a los que se puede aplicar presión mediante un accionamiento de amarre, preferentemente mediante un accionamiento (34) de émbolo y cilindro.
Patentes similares o relacionadas:
Proceso para la producción de costura para tela de papelería e industrial y costura producida por ese método, del 15 de Julio de 2020, de ALBANY INTERNATIONAL CORP.: Un método para soldar una porción del área de costura de una tela tejida industrial, caracterizado por comprender los pasos de: proporcionar a dicha área […]
Método de soldadura de láser de una luz de automóvil, del 1 de Julio de 2020, de Marelli Automotive Lighting Italy S.p.A: Método de fabricación de una luz de automóvil que comprende los pasos de: - proporcionar un cuerpo de contenedor delimitado por un primer perfil […]
Dispositivo de montaje, del 1 de Abril de 2020, de JENOPTIK AUTOMATISIERUNGSTECHNIK GMBH: Dispositivo de montaje para soldar simultáneamente varios portasensores con un parachoques bajo la acción de una presión de apriete, en donde el parachoques presenta […]
Dispositivo, en particular para cerrar una zona de la cabeza de un recipiente de productos alimenticios fabricado de un material laminado que tiene una zona del borde la cual está biselada y parcialmente plegada sobre sí misma, del 15 de Enero de 2020, de SIG TECHNOLOGY AG: Un dispositivo que comprende un primer elemento de fijación , un elemento de fijación adicional y un material compuesto plano plegado ; en el […]
Aparato para hacer un faro automovilístico y método de soldadura de láser simultánea de un faro automovilístico, del 1 de Enero de 2020, de Marelli Automotive Lighting Italy S.p.A: Un aparato de soldadura para fabricar un faro automovilístico que comprende: - medios de bloqueo de un cuerpo de contenedor y de […]
Máquina de procesamiento láser y método de ajuste de ángulo de enfoque de máquina de procesamiento láser, del 1 de Enero de 2020, de Panasonic Industrial Devices SUNX Co., Ltd: Una máquina de procesamiento láser que comprende: un oscilador láser que emite luz láser (L); una unidad de escaneo que se […]
 Protector de borde para muebles, del 25 de Diciembre de 2019, de REHAU AG + CO: Protector de bordes para muebles, que comprende una capa de fusión y una capa estructural unida a la capa de fusión , caracterizado porque la […]
Protector de borde para muebles, del 25 de Diciembre de 2019, de REHAU AG + CO: Protector de bordes para muebles, que comprende una capa de fusión y una capa estructural unida a la capa de fusión , caracterizado porque la […]
Sistemas de unión de membrana IV, del 13 de Noviembre de 2019, de BECTON, DICKINSON AND COMPANY: Un sistema de administración intravenosa que comprende: una unidad de goteo que comprende: una pared exterior conformada […]