DISPOSICION AUTOMATICA PARA LA PRODUCCION DE BOBINAS DE MADERA PARA EL ARROLLAMIENTO DE CABLES ELECTRICOS Y SIMILARES.
1. Disposición automática para la producción de bobinas de madera para el arrollamiento de cables eléctricos y similares,
en la cual las operaciones de clavado, perforación, redondeado, bordeado y acanalado de las gualderas (F) tienen lugar en sucesión continua mediante la conexión con transportadores de las máquinas componentes, caracterizada por:
- un medio de carga;
- una clavadora con remachadores accionados por aire comprimido, con un sistema de rotación automática para el arrastre de cada gualdera, en sincronía con la máxima velocidad de clavado;
- una línea de transferencia hacia la perforación;
- un dispositivo de perforación, de posicionamiento milimétrico, para la realización de dos estaciones:
realización de todos los orificios de gran diámetro y de los situados dentro de la circunferencia de debajo del tambor y por tanto de los orificios externos;
realización del orificio a 45º y de otros eventuales orificios;
- una línea de transferencia de las gualderas al acabado;
- una sierra de cinta automática;
- una máquina combinada para el acabado de las bobinas;
- una línea de transferencia a la descarga;
- un dispositivo de descarga de las gualderas de las bobinas acabadas.
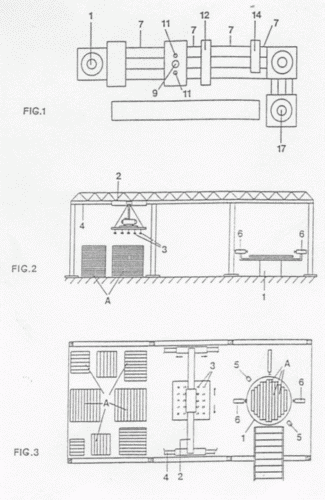
2. Disposición automática según la reivindicación 1, caracterizada por el hecho de que el banco de trabajo para el ensamblado de las gualderas (F) está dotado de una base de trabajo (1) de diámetro correspondiente a la gualdera (F) que debe producirse, que actúa como tope para la medición periférica, además de ser de mínimo desplazamiento, hallándose dispuesto un arco (2) con ventosas (3), movido por una cremallera (4), que toma las tablas de madera (A) y las deposita sobre dicha base en donde, mediante fotocélulas (5) y pistones (6), se individualiza la posición de cada pieza.
3. Disposición automática según las reivindicaciones 1 y 2, caracterizada por el hecho de que en la parte central, por debajo de dicha base de trabajo (1), hay posicionado un grupo de rotación y en sus extremos dos máquinas clavadoras, diametralmente opuestas, que permiten obtener la fijación preliminar para el clavado siguiente definitivo, de modo tal que se realice el trabajo con una rotación de 180º.
4. Disposición automática según la reivindicación 1, caracterizada por el hecho de que dicho banco de trabajo puede ser servido, en las fases de carga y de descarga, ya sea manualmente, descargándolo con expulsor en transportador de servicio directo de la línea de clavado o descargándolo en estribo hidráulico, ya sea automáticamente con sistema robotizado.
5. Disposición automática según la reivindicación 1, caracterizada por un plano de carga constituido por un transportador (7), con guías de escalón (8), capaz de levantar el mismo transportador (7) para servir cada pieza que está en producción al nivel del plano de trabajo de la máquina y hacerla desaparecer, en cambio, bajándola, para permitir el clavado definitivo, efectuado en sentido circular, por medio de una clavadora múltiple.
6. Disposición automática según la reivindicación 1, caracterizada por la presencia de una clavadora múltiple en la cual, cuando la gualdera (F) ha superado el centro, mediante fotocélulas y pistones, la gualdera es centrada en posición ortogonal, se acaba el clavado, se abre el plato y la gualdera (F) es liberada para la fase siguiente de la línea de producción.
7. Disposición automática según la reivindicación 1, caracterizada por el hecho de que la conexión entre la fase de clavado y la fase siguiente de perforación tiene lugar por medio de transportadores que descargan cada pieza trabajada y cargan la siguiente.
8. Disposición automática según la reivindicación 1, caracterizada por una máquina perforadora en la cual un pistón central, neumático, levanta el plano que lleva la gualdera (F) hasta hacerlo llegar contra amortiguadores de resorte y neumáticos para evitar vibraciones, determinando la formación del orificio central con la fresa (9) mientras que, al final de carrera, los motores se detienen y los pistones neumáticos empujan hacia abajo a la gualdera (F), con el plano (10) que va loco y, correspondientemente , las brocas (11) empiezan a salir desde debajo y efectúan su perforación por el exterior.
9. Disposición automática según la reivindicación 1, caracterizada por el hecho de que, mediante una línea de conexión de transportador, la gualdera (F) que se está trabajando es luego conducida al segundo estadio de la perforadora que efectúa, con una broca inclinada (12), el orificio a 45º, para el paso del cable, y los orificios (13) alrededor del centro, para el paso de los tirantes de constitución de la bobina.
10. Disposición automática según la reivindicación 1, caracterizada por el hecho de que dicha gualdera (F) pasa por debajo de fotocélulas, es enviada a la máquina combinada que efectúa, con la sierra de cinta (14), el redondeado con achaflanado del ángulo en la circunferencia, y es enviada a las fresas para la realización de la acanaladura (15), asiento de las duelas (16) del tambor final de la bobina (B).
11. Disposición automática según la reivindicación 1, caracterizada por una operación de descarga, después de una rotación de 360º, de cada gualdera (F), en la cual un transportador envía cada gualdera (F) a un descargador, provisto de palets.
12. Disposición automática según la reivindicación 1, caracterizada por el hecho de que, en la fase de ensamblado final de las bobinas (6), cada gualdera (F) es tomada y posicionada entre un tope fijo y un tope móvil, montado en un cilindro neumático que, mediante una palanca de mando, la sujeta de modo que pueda mantenerse vertical sobre la estructura; en la posición diametralmente opuesta hay situado un dispositivo correspondiente que permite el fácil montaje del herraje (18), incluso para elementos de grandes dimensiones.
13. Disposición automática según la reivindicación 1, caracterizada por el hecho de que, para disponer las duelas del tambor, la bobina (B) es posicionada sobre dos rodillos locos paralelos (19), que tienen la función de hacerla girar hasta el cierre completo de la acanaladura (15) para el asiento de las duelas (16) del tambor.
14. Disposición automática según la reivindicación 1, caracterizada porque la operación de disponer las duelas externas de las bobinas (B) se efectúa manualmente en cada bobina (B) posicionada sobre rodillos motorizados que la hacen girar para permitir, desde una posición fija, cubrir el cable que debe protegerse.
15. Disposición automática según la reivindicación 1, caracterizada por el hecho de que, a la salida de la fase de clavado hay dispuesta una cadena de carga de la perforadora (9), provista de dos brazos capaces de invertir la gualdera (F) y predisponerla para la perforación, a fin de que el orificio de salida, que presenta irregularidades naturales debidas a la escasa resistencia de la madera, permanezca, luego, en la parte interna de la bobina acabada.
16. Disposición automática según las reivindicaciones anteriores, caracterizada por el hecho de que está alojada en el interior de una estructura cerrada, en donde se hallan dispuestos varios pasos de aspiración (20) en los tres grupos de trabajo para los residuos, las virutas y el serrín generados por la sierra de cinta (14) y por las fresas de trabajo, los cuales se envían luego hacia el exterior en adecuados contenedores.
17. Disposición automática según las reivindicaciones 1 y 13, caracterizada por el hecho de que dichas duelas (16) están dispuestas la una junto a la otra, según una cinta (22), y son fijadas con grapas neumáticas (21), de brocas divergentes, de modo tal que permitan, con su separación, que la cinta se arrolle alrededor de las bobinas (B) y se fije con clavos (23).
Tipo: Resumen de patente/invención.
Solicitante: TEKNO S.R.L.
Nacionalidad solicitante: Italia.
Dirección: CONTRADA GAGLIARDA,ORTONA (CHIETI), 66026.
Inventor/es: IANNUCCI, MARCO.
Fecha de Solicitud: 22 de Marzo de 2001.
Fecha de Publicación: .
Fecha de Concesión: 15 de Abril de 2002.
Clasificación Internacional de Patentes:
- B27M3/30 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B27 TRABAJO O CONSERVACION DE LA MADERA O DE MATERIALES SIMILARES; MAQUINAS PARA CLAVAR, GRAPAR O COSER EN GENERAL. › B27M TRABAJO DE LA MADERA NO PREVISTO EN LAS SUBCLASES B27B - B27L; FABRICACION DE ARTICULOS PARTICULARES DE MADERA. › B27M 3/00 Fabricación o restauración de artículos particulares semiacabados o acabados (características de los dispositivos de copiado B23Q; fabricación del contrachapado o de las hojas de madera para el chapado, conformación del contrachapado de las hojas de madera para el chapado con vistas a la formación de artículos B27D; de partes interiores para el contrachapado B27D 1/06; máquinas para clavar o grapar en general B27F 7/00; fabricación de elementos para la tonelería o la fabricación de ruedas B27H). › de bobinas.
Patentes similares o relacionadas:
PROCEDIMIENTO DE MONTAJE DE UNA PESTAÑA DE CARRETE, MEDIOS PARA LA PUESTA EN PRACTICA DEL PROCEDIMIENTO Y PESTAÑA DE CARRETE ASI OBTENIDA., del 1 de Julio de 2005, de ATELIERS DE LA NAVE, S.A.: Procedimiento de montaje de una pestaña de carrete constituida por un conjunto de sectores (2A) de madera colocados uno a continuación de otro para formar […]