Diseño de anillo de sujeción.
Un metodo para la fabricaciOn de un anillo de sujecion (500; 1000),
quo comprende las etapas de:proporcionar una banda (900) de metal;
coder la banda (900) en forma rectangular;
conformar la bands (900) segin un circulo por medio de una tecnica de conformation, teniendo el circulo un espacio(1050) entre los dos extremos de la banda (900);
fijar los dos extremos de la bands (900) por medio de una tecnica de union de metales pars formai' el amino desujecion (500; 1000), formando la tecnica de union de metales una junta (1100) paw rellenar el espacio (1050) entrelos dos extremos de la bands (900), y
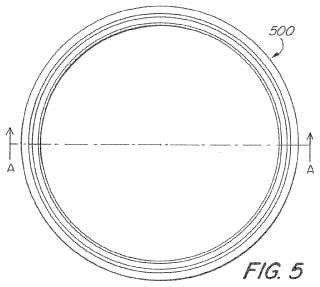
curvar la parte (705) inferior del anillo (500; 1000) para formar una zone (700; 1150) arqueada, en el quo la zona(700; 1150) arqueada se conforma utilizando una tecnica de configuraci6n, teniendo la zona (700; 1150) arqueadauna section (710) superior y una section (705) inferior, donde se localize una porch:in curvada entre la section (710)superior y la secci6n (705) inferior del wino (500:1000).
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E11180198.
Solicitante: Haldex Brake Corporation.
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 10930 North Pomona Avenue Kansas City, MO 64153-1297 ESTADOS UNIDOS DE AMERICA.
Inventor/es: SPENCER,JOHN ROLLAND.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21D53/16 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 53/00 Fabricación de otros objetos especiales (fabricación de cadenas o de partes de cadenas B21L). › de objetos en forma anular, p. ej. aros para toneles.
PDF original: ES-2416205_T3.pdf
Fragmento de la descripción:
Diseño de anillo de sujeción.
La presente invención se refiere a un proceso para la fabricación de un anillo de sujeción para reducir de manera efectiva, si no eliminar, los residuos de desecho procedentes del proceso de fabricación. El proceso da como resultado la formación de un anillo de sujeción que tiene una junta formada mediante una técnica de unión de metales.
Antecedentes de la invención Los anillos de sujeción son utilizados en elementos actuadores de freno, y tlpicamente están fabricados a partir de acero laminado o de otros tipos de metales. Los anUlos de sujeción puaden ser usados para que estén en contacto con, y para mantener unidas, las piezas que alojan el actuador de freno, para mantener la presión en al interior del
alojamiento del actuador. Los anillos de sujeción pueden ser usados también para reducir el movimiento lateral del
miembro de pistón y pueden ser usados para hermetizar el alojamiento del actuador durante la actuación del -lIctuador de freno.
Para los anillos de sujeción fabricados con acero laminado, en el estado de la técnica anterior, el acero se corta típicamente en bandas de una anchura necesaria para proporcionar material suflCiante para obtener una pieza redonda comprendida dentro de la gama de aproximadamente 15, 2 cm (seis (6) pulgadas) de diámetro a aproximadamente 25, 4 cm (diez (10) pulgadas) de diámetro.
En los procesos de fabricación de la técnica anterior, se contemplan las etapas siguientes. La etapa 1 incluye proporcionar acero en lámina con el espesor correcto. En la etapa 2, se forman circulos redondos de pieza bruta en la lámina de acero y todo lo que esté por fuera de los clrculos se consideran residuos que son expulsados y desechados. La etapa 3 incluye diseñar los circulos según una configuración básica, y la etapa 4 incluye suprimir el centro de los clrculos para formar el anillo, con lo que el centro del círculo se tira como residuo.
El proceso de fabricación de la técnica anterior ha sido mostrado en las Figuras 1-4. La Figura 1 muestra la lámina 100 de acero con el espesor correcto que se ha suministrado. La Figura 2 muestra los círculos 205, 210, 215, 220 Y 225 redondos de pieza en bruto formados en la lámina 100 de acero. La pieza en bruto se obtiene según se desecha en primer lugar el acero en tomo al anillo circular.
La Figura 3 muestra la etapa de diseñar clrculos 300 con una configuración básica, y la Figura 4 muestra el centro 400 del circulo 300 suprimido. El centro 400 es desechado a continuación y el anillo de sujeción queda asi conformado.
El anillo circular puede también hacerse pasar a través de operaciones de diseño adicionales durante este proceso. 1al proceso, sin embargo, resulta ineficaz y antieconómico dado que más del 70% de la lámina de acero es eliminada como residuo. Adicionalmente, el anillo de sujeción del producto final es por lo general débil dado que sus paredes laterales han sido estiradas durante el proceso de fabricación. Esto se debe a que el proceso de diseño reduce también el espesor en el centro del lado vertical del anillo debido al estiramiento inherente al proceso de diseño, y esto da como resultado anillos de sujeción que tienen una resistencia a la tracción disminuida. Los anillos de sujeción que tienen resistencia a la tracción disminuida tienen una vida útil más corta y es más probable que fallen que los anillos de sujeción que no han sido sometidos a estiramiento o a cualquier otra tensión o esfuerzo durante el proceso de fabricación. En la técnica anterior, una pieza tlpica según se fabrica normalmente tiene un adelgazamiento de pared lateral de un 15-20% debido al proceso de diseño a partir del espesor del acero de base.
Además, el proceso de la técnica anterior es ineficaz dado que el coste de la pieza de anillo de sujeción incluye el coste de la lámina entera de acero que incluye los residuos, los cuales se eliminan. Resulta ser un coste enorme de materiales tirar el resto de la lámina de acero, mientras que solamente se utiliza una pequeña porción de la lámina para formar el anillo de sujeción.
Los anillos de sujeción han sido usados en productos actuadores durante años, y se han realizado varias veces intentos en el estado anterior de la técnica para reducir el coste; sin embargo, cada vez se necesitó desechar un gran porcentaje de residuos para fabricar cada pieza.
La Patente de Estados Unidos núm. 6.526.867 (Anderson) enseña un miembro de retención anular construido en metal, que puede ser fabricado tanto en una como en dos piezas. Sin embargo, la patente '867 no enseña ningún proceso de fabricación de un anillo de sujeción y no menciona los beneficios de establecer un proceso de fabricación que elimine y reduzca los residuos de desecho.
La Patente de Estados Unidos núm. 5.775.202 (Plantan et al.) enseña una banda de sujeción deformada realizada a partir de un rollo continuo. Sin embargo, la patente '202 no enseña el proceso de soldadura de los extremos entre sí. Además, esta patente no enseña ningún proceso de fabricación de un anillo de sujeción y no menciona los beneficios de establecer un proceso de fabricación que elimine y reduzca los residuos de desecho.
Las Patentes de Estados Unidos núms. 5.433.138 (Choinski et al.) y 5.311.809 (ChOinski et al.) enseñan un miembro de retención que comprende un anillo de metal, pero no enseñan ningún proceso de fabricación de un anillo de sujeción y no mencionan los beneficios de establecer un proceso de fabricación que elimine y reduzca los residuos de desecho.
De manera similar, la Patente de Estados Unidos núm. 5.193.432 (Smith) enseña que un extremo de un miembro anular de retención puede ser soldado a tope con el otro extremo. Sin embargo, la patente '432 no menciona los beneficios de este proceso para eliminar y reducir los residuos de desecho. La solicitud de Patente de Estados Unidos núm. 2004/0041007 (Cremerius) enseña un método de producción de una porción de banda, doblar la porción de banda para formar un anillo cillndrico con los extremos de la banda apoyados a tope, y soldar los extremos de la banda de modo que fonmen un anillo unido. Sin embargo, la solicitud '007 no menciona los beneficios de este proceso para eliminar y reducir los residuos de desecho. Además, ninguna de ambas patentes enseña ningún procedimiento para fabricar un anillo de sujeción y ninguna menciona los beneficios de establecer un proceso de fabricación que elimine y reduzca los residuos de desecho.
A partir de los documentos WO 99/39123, FR 2645220 Y FR 2664347, se conocen configuraciones de anillos de sujeción en los que dos extremos de una banda están conectados por medio de una parte de proyección a modo de lengüeta que encaja con un rebaje correspondiente ubicado en la otra sección de la banda, cerrando con ello el anillo de sujeción y fijando ambOS extremos libres de la banda entre si.
Puesto que ninguno de los documentos de la técnica anterior enseña un método ni un proceso para la fabricación de un anillo de sujeción que elimine y reduzca los residuos de desecho, resulta deseable proporcionar un método y un proceso de ese tipo.
Además, resulta deseable proporcionar un método y un proceso para la fabricación de un anillo de sujeción que no sea ineficiente ni antieconómico ni en el que se desperdicie más del 70% de la lámina de acero como material de desecho.
Resulta además deseable proporcionar un anillo de sujeción que tenga una resistencia a la tracción incrementada debido a que no haya sido sometido a estiramiento de la pared lateral del anillo durante la fabricación. Adicionalmente resulta deseable proporcionar un anillo de sujeción que tenga una junta fonmada por medio de una técnica de unión de metales.
Por consiguiente, un objeto de la presente invención consiste en proporcionar un método y un proceso para la fabricación de un anillo de sujeción que elimine y reduzca los residuos de desecho, que incluyen más del 70% de los residuos de desecho.
Otro objeto de la presente invención consiste en proporcionar un anillo de sujeción que tenga una resistencia efectiva incrementada debido a que no sea sometido a estiramiento de la pared lateral del anillo durante la fabricación.
Otro objeto de la presente invención consiste en proporcionar un proceso attemativo a los procesos de la técnica anterior para fabricar un anillo de sujeción.
Otro objeto de la presente invención consiste en proporcionar un anillo de sujeción con un espesor incrementado en el centro del lado vertical del anillo debido a la carencia del estiramiento que se ocasiona en los procesos de diseno de la técnica anterior.
Otro objeto de la presente... [Seguir leyendo]
Reivindicaciones:
1. Un método para la fabricación de un anillo de sujeción (500; 1000) , que comprende las etapas de:
proporcionar una banda (900) de metal;
cortar la banda (900) en forma rectangular;
conformar la banda (900) según un circulo por medio de una técnica de conformación, teniendo el círculo un espacio (1050) entre los dos extremos de la banda (900) ;
fijar los dos extremos de la banda (900) por medio de una técnica de unión de metales para formar el anillo de sujeción (500; 1000) , formando la técnica de unión de metales una junta (1100) para rellenar el espacio (1050) entre los dos extremos de la banda (900) , y
curvar la parte (705) inferior del anillo (500; 1000) para formar una zona (700; 1150) arqueada, en el que la zona (700; 1150) arqueada se conforma utilizando una técnica de configuración, teniendo la zona (700; 1150) arqueada una sección (710) superior y una sección (705) inferior, donde se localiza una porción curvada entre la sección (710) superior y la sección (705) inferior del anillo (500; 1000) .
2. El método de la reivindicación 1, en el que la técnica de unión de metales se elige en el grupo consistente en soldadura, soldadura fuerte, atornillado, soldadura por puntos o remachado.
3. El método de la reivindicación 1, en el que la técnica de conformación se elige a partir de un grupo que consiste en bobinado, laminación, martilleo, estiramiento, aplanamiento, curvado, cizallamiento, estampación o formación de relieves.
4. El método de la reivindicación 1, en el que la etapa de corte de la banda (900) en forma rectangular se elige en el grupo consistente en cizallamiento, troquelado, torneado, fresado, taladrado, rectificado o aserrado.
5. El método de la reivindicación 1, en el que el anillo de sujeción (500; 1000) tiene un diámetro comprendido en la gama de 15, 2 cm (seis pulgadas) a 22, 9 cm (nueve pulgadas) .
6. El método de la reivindicación 1, en el que la banda (900) de metal se elige en un grupo que consiste en acero, aluminio, hierro, oro, plata, cobre, plomo, estano o una aleación metálica.
7. El método de la reivindicación 1, en el que el anillo de sujeción tiene nervios.
8. Un anillo de sujeción (500; 1000) , que comprende:
una banda (900) de metal conformada según un circulo, teniendo la banda (900) de metal una junta (1100) formada mediante una técnica de unión de metales, y en el que la banda (900) de metal fue formada por medio de una técnica de corte,
en el que la parte inferior del anillo de sujeción (500; 1000) está curvada para formar una zona (700; 1150) arquea9a, teniendo la zona (700; 1150) arqueada una sección (710) superior y una sección (705) inferior, donde una sección curvada se localiza entra la sección (710) superior y la sección (705) inferior del anillo (500; 1000) , Y
en el que la zona (700; 1150) arqueada se ha formado mediante la utilización de una técnica de conformación.
9. El anillO de sujeción de la reivindicación 8, en el que la banda (900) de metal se conforma mediante una técnica de conformación.
10. El anillo de sujeción de la reivindicación 8, en el que la técnica de unión de metales se elige a partir de un grupo consistente en soldadura, soldadura fuerte, atornillado, soldadura por puntos o remachado.
11. El anillo de sujeción de la reivindicación 8, en el que la técnica de conformación se elige a partir de un grupo que consiste en bobinado, laminación, martilleo, estiramiento, aplanamiento, curvado, cizallamiento, estampación o formación de relieves.
12. El anillo de sujeción de la reivindicación 8, en el que el anillo de sujeción (500; 1000) ene un diámetro comprendido en la gama de 15, 2 cm (seis pulgadas) a 22, 9 cm (nueve pulgadas) .
13. El anillo de sujeción de la reivindicación 8, en el que la técnica de corte se elige a partir de un grupo que consiste en cizallamiento, troquelado, torneado, fresado, taladrado, rectificado o aserrado.
14. El anillo de sujeción de la reivindicación 8, en el que la banda (900) de metal se elige a partir de un grupo que consiste en acero, aluminio, hierro, oro, plata, cobre, plomo, estaño o una aleación metálica.
15. El anillo de sujeción de la reivindicación 8, en el que el anillo de sujeción tiene nervios.
16. El método de la reivindicación 1, en el que los dos extremos de la banda (900) que están unidos por medio de una técnica de unión de metales, son sustancialmente planos.
17. El anillo de sujeción de la reivindicación 8, en el que los dos extremos de la banda (900) que están unidos por medio de una técnica de unión de metales, son sustancialmente planos.
-
-
Patentes similares o relacionadas:
Dispositivo de curvado en redondo y procedimiento para transformar tramos de cinta en cuerpos redondos, especialmente casquillos, por curvado alrededor de la superficie periférica de un núcleo de curvado redondo, del 13 de Abril de 2016, de OTTO BIHLER HANDELS-BETEILIGUNGS-GMBH: Dispositivo de curvado en redondo para transformar tramos de cinta en cuerpos redondos, especialmente casquillos, por curvado alrededor de la superficie periférica […]
 Procedimiento para la fabricación de un anillo de joyería, del 30 de Diciembre de 2015, de Eduard G.Fidel GmbH: Procedimiento para fabricar un anillo de joyería que presenta un anillo de soporte y al menos un rebajo practicado en él para el alojamiento […]
Procedimiento para la fabricación de un anillo de joyería, del 30 de Diciembre de 2015, de Eduard G.Fidel GmbH: Procedimiento para fabricar un anillo de joyería que presenta un anillo de soporte y al menos un rebajo practicado en él para el alojamiento […]
Procedimiento para la fabricación de un dispositivo de sincronización para una caja de cambios, del 9 de Abril de 2014, de DIEHL METALL STIFTUNG & CO. KG: Procedimiento para la fabricación de un componente de un dispositivo de sincronización para una caja de cambios, especialmente de un anillo de sincronización , […]
 PROCEDIMIENTO PARA PRODUCIR UN ANILLO DE PUERTA PARA UNA PUERTA DE UNA MÁQUINA DE TRATAMIENTO DE ROPA DE CARGA FRONTAL, del 11 de Abril de 2011, de MIELE & CIE. KG: Procedimiento para producir un anillo de puerta para una puerta de una máquina de tratamiento de ropa de carga frontal, que se coloca desde fuera como anillo de cubierta/anillo […]
PROCEDIMIENTO PARA PRODUCIR UN ANILLO DE PUERTA PARA UNA PUERTA DE UNA MÁQUINA DE TRATAMIENTO DE ROPA DE CARGA FRONTAL, del 11 de Abril de 2011, de MIELE & CIE. KG: Procedimiento para producir un anillo de puerta para una puerta de una máquina de tratamiento de ropa de carga frontal, que se coloca desde fuera como anillo de cubierta/anillo […]
 PROCEDIMIENTO PARA LA FABRICACION DE UN CASQUILLO DE FORMA CONICA, del 17 de Junio de 2010, de OTTO BIHLER HANDELS-BETEILIGUNGS-GMBH: Procedimiento para la fabricación de un casquillo de forma cónica, que comprende las etapas: - arrollamiento de una sección de alambre para formar un segmento de […]
PROCEDIMIENTO PARA LA FABRICACION DE UN CASQUILLO DE FORMA CONICA, del 17 de Junio de 2010, de OTTO BIHLER HANDELS-BETEILIGUNGS-GMBH: Procedimiento para la fabricación de un casquillo de forma cónica, que comprende las etapas: - arrollamiento de una sección de alambre para formar un segmento de […]
MAQUINA PARA FABRICACION AUTOMATICA DE ANILLOS DE COMPRESION DE CONEXION MACHO-HEMBRA., del 16 de Abril de 2004, de HANS OETIKER AG MASCHINEN- UND APPARATEFABRIK: SE PRESENTA UN METODO Y UNA MAQUINA PARA MANUFACTURAR ANILLOS DE COMPRESION EN EL CUAL SE SUMINISTRA UN MATERIAL EN FORMA DE BANDA PLANA A UNA ESTACION DE ESTAMPACION […]
ANILLO DE APRIETE; PROCEDIMIENTO DE FABRICACION E INSTALACION DE FABRICACION., del 16 de Marzo de 2004, de ETABLISSEMENTS CAILLAU: Procedimiento de fabricación de un anillo de apriete, que comprende una banda o cinta metálica enrollada sobre sí misma, cuyos extremos (10A, 10B; 110A, 110B; […]
PROCEDIMIENTO PARA FIJAR UNA PIEZA EN FORMA DE BARRA EN UN SOPORTE., del 16 de Abril de 2007, de WILLY VOIT GMBH & CO.: Procedimiento para fijar una pieza en forma de barra, preferiblemente con sección transversal cilíndrica, en un soporte que lo envuelve, caracterizado por las […]