Procedimiento y sistema para detectar y determinar las características geométricas, dimensionales y posicionales de productos transportados por un transportador continuo, en particular productos de acero en bruto, conformados de forma basta, desbastados o semiacabados.
Procedimiento para detectar y determinar características geométricas,
dimensionales y posicionales de unos productos (P) transportados por un transportador continuo (2), en particular, productos de acero en bruto conformados de forma basta, desbastados o semiacabados, que se mueven hacia delante con una velocidad de transporte inferior o igual a una velocidad de transporte máxima (V), que comprende las etapas que consisten en:
- adquirir (100), a través de por lo menos un dispositivo de adquisición de imágenes (3) colocado transversal a la dirección de avance (F) de un transportador continuo y a una distancia del mismo, por lo menos una primera serie de imágenes sucesivas que muestran una misma área, a través de la cual corre dicho transportador continuo (2), sobre el cual se apoya por lo menos un producto (P);
- identificar (101) en dicha primera serie de imágenes una imagen inicial que incluye el extremo delantero de dicho producto (P) considerado con respecto a dicha dirección de avance (F);
- adquirir (102), a través de dicho dispositivo de adquisición de imágenes (3), por lo menos una segunda serie de imágenes sucesivas que muestran dicho producto moviéndose hacia delante a lo largo de dicha dirección de avance (F), con una frecuencia de adquisición de modo que se obtenga, a dicha velocidad máxima de transporte (V), un solapamiento parcial de dos imágenes sucesivas;
- seleccionar (103), en dicha imagen inicial y en cada imagen de dicha segunda serie de imágenes sucesivas que muestran dicho producto, un área de reconocimiento (A);
- estimar (104) el vector del desplazamiento del área de reconocimiento (A), seleccionada en dicha imagen inicial y en cada imagen de dicha segunda serie de imágenes, entre la imagen, en la cual fue seleccionada y una imagen que sigue a la imagen, en la cual fue seleccionada;
- identificar (105) entre las imágenes dicha segunda serie de imágenes sucesivas que muestran dicho producto (P) de una imagen final que contiene dicho extremo de cola de dicho producto considerado con respecto a dicha dirección de avance (F);
- procesar (106) los vectores del desplazamiento estimado y/o las imágenes adquiridas de dicho producto (P) según algoritmos de cálculo y de procesamiento de imágenes para obtener por lo menos unos datos dimensionales, geométricos o posicionales característicos de dicho producto.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/IB2011/000633.
Solicitante: TENOVA S.P.A..
Nacionalidad solicitante: Italia.
Dirección: VIA MONTE ROSA 93 20149 MILANO ITALIA.
Inventor/es: MORI,CRISTIAN, CAMPODONICO,MARCO.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- G06T7/60 FISICA. › G06 CALCULO; CONTEO. › G06T TRATAMIENTO O GENERACIÓN DE DATOS DE IMAGEN, EN GENERAL. › G06T 7/00 Análisis de imagen. › Análisis de los atributos geométricos.
PDF original: ES-2548684_T3.pdf
Fragmento de la descripción:
Procedimiento y sistema para detectar y determinar las características geométricas, dimensionales y posicionales de productos transportados por un transportador continuo, en particular productos de acero en bruto, conformados de forma basta, desbastados o semiacabados.
La presente invención se refiere a un procedimiento y a un sistema para detectar y determinar las características geométricas, dimensionales y posicionales de productos transportados por un transportador continuo.
En particular, la presente invención se refiere a un procedimiento y a un sistema para detectar y determinar las características geométricas, dimensionales y poscionales de productos de acero en bruto, conformados de forma basta, desbastados gruesos o semiacabados del tipo por ejemplo de lingotes, desbastes gruesos, bobinas, placas y similares, transferidos entre diferentes estaciones de trabajo de la respectiva línea de producción por medio de un transportador continuo.
En el campo de la metalurgia del acero, las líneas de producción de diversos productos, incluso productos grandes tales como por ejemplo desbastes gruesos, lingotes, bobinas y similares han sido automatizadas y siempre son objeto de una automatización adicional.
A lo largo de las líneas de producción de este tipo los productos son transferidos desde una estación de trabajo a otra por medio de transportadores continuos del tipo por ejemplo de bandas de rodillos o bandas transportadoras.
La gestión de las líneas de producción y su funcionamiento correcto requiere la monitorización del flujo de productos entre las diferentes estaciones de trabajo y el "seguimiento" de cada producto que está siendo procesado.
En particular, es necesario conocer diferentes parámetros dimensionales, geométricos y posicionales de los productos.
En particular, es necesario poder determinar la posición de un cierto producto con respecto al eje longitudinal del transportador continuo o con respecto a la entrada de una cierta estación de trabajo, de modo que se pueda identificar posibles desalineaciones, giros u orientaciones de un producto de este tipo que pudieran conducir a situaciones de malfuncionamiento o de peligro y de ese modo poder accionar operaciones de corrección adecuadas.
Además, es necesario conocer por ejemplo las dimensiones y/o las masas de los productos dirigidos hacia una cierta estación de trabajo y su momento de llegada a una estación de ese tipo, de modo que se pueda intervenir en su gestión y se pueda optimizar el funcionamiento de la misma.
Si se considera una estación que consiste en un horno para tratamientos térmicos: el conocimiento de las dimensiones, las masas y el tiempo de llegada de un producto, hace posible determinar el calor necesario para su tratamiento y en consecuencia ajustar el funcionamiento del horno.
Es decir otra vez es necesario poder detectar la forma de los productos que están siendo procesados y/o su aspecto superficial de modo que se puedan identificar posibles defectos de fabricación.
Con particular referencia al campo de la metalurgia del acero, son conocidos diferentes tipos de sistemas los cuales hacen posible detectar las dimensiones (longitud, altura, ancho) y posiblemente el peso de los productos que están siendo procesados:
-sistemas fuera de línea o en línea para la detección a través del contacto;
-sistemas de detección óptico mecánica fuera de línea;
-sistemas de detección en línea a través de fotocélulas y codificadores,
-sistemas de detección en línea a través de rastreado con láser.
Los sistemas fuera de línea para la detección a través del contacto o el tipo óptico mecánico están compuestos de dispositivos equipados con palpadores o dispositivos ópticos para la medición de las dimensiones del producto y de sensores para detectar el peso del producto.
Un sistema de detección óptico mecánica fuera de línea se describe por ejemplo en el documento KR2000-0019784.
Los dispositivos de medición de este tipo, también debido a las dimensiones de los productos de acero que están siendo procesados, tienen un volumen y un peso considerables y requieren áreas de instalación adecuadas. Además, tienen una estructura compleja y, además de operaciones de mantenimiento frecuentes y costosas, necesitan que sean llevadas a cabo operaciones fuera de línea.
Los sistemas de medición por contacto también han sido aplicados en línea. En el documento JP-2004-283865 por ejemplo, es conocido un sistema para la detección a través del contacto, el cual está insertado a lo largo de la línea para cortar una bobina de fundición continua de modo que se obtengan desbastes gruesos de una cierta longitud.
Los sistemas de medición de este tipo, por supuesto puesto que son aplicados directamente a la línea (transportador continuo) , conducen a una complicación de la estructura y a un incremento del volumen de la propia línea.
Los sistemas de detección en línea con fotocélulas y codificadores se basan en la utilización de por lo menos una fotocélula colocada cerca del transportador continuo, del tipo de transportador de rodillos, para detectar el inicio y el fin de un producto y de por lo menos un codificador asociado con un rodillo del transportador. Con los sistemas de este tipo es posible detectar por lo menos la longitud del producto, excepto un posible deslizamiento o desalineación con respecto al transportador continuo; éstos por lo tanto proporcionan mediciones afectadas por errores y que no son precisas.
Para evitar un problema de este tipo y reducir el error de medición es necesario adoptar sistemas complejos de fotocélulas o sensores, instalados tanto a lo largo de lados opuestos, como por encima y por debajo del plano del transportador continuo, de modo que se puedan determinar posibles deslizamientos e identificar posibles desalineaciones de los productos.
Los sistemas de este tipo se describen por ejemplo en el documento KR2004-0040562 o en JP02-26210.
Este último documento describe un sistema que hace posible determinar en línea tanto la longitud como el ancho de un desbaste que está siendo procesado, considerando también sus posibles desalineaciones con respecto al eje longitudinal del transportador continuo.
Otro sistema de esta clase se describe en el documento US 4 152 767 A. Este documento revela técnicas para mediciones industriales de dimensiones seleccionadas de una amplia variedad de artículos, por ejemplo desbastes de acero o trozos de madera que están siendo transportados en un transportador. Las mediciones utilizan uno o más escáner, esto es sensores CCD (dispositivos de carga acoplada) , cuya línea de visión es normal a la dirección de transporte del transportador, un sensor de velocidad digital convencionalmente conocido y una CPU (unidad central) utilizados para contar un número de impulsos desde el momento en el que el objeto que se va a medir se mueve dentro del campo de visión de un escáner y el momento en el que deja dicho campo de visión, por lo que el valor del tiempo definido por el número de impulsos se transforma en un valor dimensional teniendo en cuenta el valor de la velocidad provisto por el sensor de velocidad.
Sistemas de detección de este tipo a través de fotocélulas y codificadores, además de proporcionar mediciones que no son, en ningún caso, muy precisas, requieren la instalación de disposiciones complejas de fotocélulas y sensores cerca de los transportadores continuos, en donde las fotocélulas y los sensores están expuestos a un entorno sucio y a riesgos considerables de ser dañados. Las operaciones de limpieza y de mantenimiento por lo tanto son requeridas frecuentemente por los sistemas de este tipo y son costosas.
Los sistemas de detección en línea a través de un rastreo por láser hacen posible detectar la longitud o el ancho de un producto por ejemplo con la utilización de dos sensores láser del tiempo de vuelo. La medición obtenida se proporciona mediante la amplitud de la señal en anti coincidencia entre el rayo láser emitido y su fracción reflejada.
Puesto que el rastreo del producto, en longitud o en ancho, ocurre de una manera mecánica, requiere tiempo y, algunas veces, la lentitud del rastreo no hace posible destacar posibles desalineaciones entre el eje longitudinal de los productos y la dirección de avance a lo largo de la línea.
También existen los sistemas de rastreo por láser los cuales muestrean un punto individual del producto cuando el transportador y, por lo tanto el producto, está quieto.
Las mediciones llevadas a cabo también están afectadas por errores que son proporcionales a la velocidad de avance de los productos... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para detectar y determinar características geométricas, dimensionales y posicionales de unos productos (P) transportados por un transportador continuo (2) , en particular, productos de acero en bruto conformados de forma basta, desbastados o semiacabados, que se mueven hacia delante con una velocidad de transporte inferior o igual a una velocidad de transporte máxima (V) , que comprende las etapas que consisten en:
-adquirir (100) , a través de por lo menos un dispositivo de adquisición de imágenes (3) colocado transversal a la dirección de avance (F) de un transportador continuo y a una distancia del mismo, por lo menos una primera serie de imágenes sucesivas que muestran una misma área, a través de la cual corre dicho transportador continuo (2) , sobre el cual se apoya por lo menos un producto (P) ;
-identificar (101) en dicha primera serie de imágenes una imagen inicial que incluye el extremo delantero de dicho producto (P) considerado con respecto a dicha dirección de avance (F) ; 15
-adquirir (102) , a través de dicho dispositivo de adquisición de imágenes (3) , por lo menos una segunda serie de imágenes sucesivas que muestran dicho producto moviéndose hacia delante a lo largo de dicha dirección de avance (F) , con una frecuencia de adquisición de modo que se obtenga, a dicha velocidad máxima de transporte (V) , un solapamiento parcial de dos imágenes sucesivas;
-seleccionar (103) , en dicha imagen inicial y en cada imagen de dicha segunda serie de imágenes sucesivas que muestran dicho producto, un área de reconocimiento (A) ;
-estimar (104) el vector del desplazamiento del área de reconocimiento (A) , seleccionada en dicha imagen 25 inicial y en cada imagen de dicha segunda serie de imágenes, entre la imagen, en la cual fue seleccionada y una imagen que sigue a la imagen, en la cual fue seleccionada;
-identificar (105) entre las imágenes dicha segunda serie de imágenes sucesivas que muestran dicho producto
(P) de una imagen final que contiene dicho extremo de cola de dicho producto considerado con respecto a dicha dirección de avance (F) ;
-procesar (106) los vectores del desplazamiento estimado y/o las imágenes adquiridas de dicho producto (P) según algoritmos de cálculo y de procesamiento de imágenes para obtener por lo menos unos datos dimensionales, geométricos o posicionales característicos de dicho producto.
2. Procedimiento según la reivindicación 1, que además comprende una etapa que consiste en la unión (161) , sobre la base de los vectores del desplazamiento estimados, de las imágenes de dicho producto (P) comprendidas entre y que comprenden dicha imagen inicial y dicha imagen final para formar una imagen única que identifica dicho producto.
3. Procedimiento según las reivindicaciones 1 o 2, que además comprende la etapa (107; 171) que consiste en la estimación de la distancia entre dicho extremo delantero del producto (P) y el área de reconocimiento (A) seleccionada en dicha imagen inicial y en cada imagen de dicha segunda serie de imágenes sucesivas que muestran dicho producto (P) hasta dicha imagen final para poder seguir la posición de dicho extremo delantero.
4. Procedimiento según la reivindicación 3, que además comprende la etapa (108) que consiste en la estimación de la distancia entre dicho extremo de cola del producto (P) y el área de reconocimiento (A) seleccionada en la imagen de dicho producto que precede a dicha imagen final.
5. Procedimiento según una o más de las reivindicaciones anteriores, que además comprende la etapa (109) que consiste en la adquisición y la asociación a dicha imagen inicial y a cada imagen de dicha segunda serie de imágenes de por lo menos un parámetro de referencia posicional y/o dimensional, sobre la base del cual se procesan dichas imágenes y/o vectores de desplazamiento relacionados con ellas.
6. Procedimiento según la reivindicación 5, en la que dicho parámetro de referencia dimensional consiste en la distancia (D) entre dicho dispositivo de adquisición de imágenes (3) y la parte de dicho producto registrada en la imagen correspondiente.
7. Procedimiento según la reivindicación 6, en el que dicha etapa (109) de adquisición y asociación a dicha imagen inicial y a cada imagen de dicha segunda serie de imágenes de por lo menos un parámetro de referencia dimensional comprende las etapas que consisten en:
-si la distancia (D) entre dicho dispositivo de adquisición de imágenes y dicho producto es constante para el desarrollo completo de dicho producto comprendido entre dichos extremos de cabeza y de cola y tiene un 65 valor conocido, asociar a dicha imagen inicial y a cada imagen dicha segunda serie de imágenes dicho valor
conocido,
-si la distancia (D) entre dicho dispositivo de adquisición de imágenes y dicho producto no es conocida o no es constante para el desarrollo completo de dicho producto comprendido entre dichos extremos delantero y de cola, entonces,
-adquirir, para cada parte de dicho producto registrado por el dispositivo de adquisición de imágenes (3) , el valor de dicha distancia desde un detector de distancia y asociar el valor adquirido con la imagen relativa de dicho producto, o
-extrapolar, para dicha imagen inicial y para cada imagen de dicha segunda serie de imágenes, el valor de dicha distancia a partir de parámetros o elementos de referencia dimensionales conocidos y registrados en las imágenes de dicho producto y asociar el valor extraído a la imagen relativa.
8. Procedimiento según una o más de las reivindicaciones de la 3 a 7, que además comprende las etapas que 15 consisten en:
-asociar a dicha imagen inicial y a cada imagen de la segunda serie de imágenes por lo menos un parámetro de referencia temporal seleccionado entre un parámetro de referencia temporal absoluto y un parámetro de referencia temporal con relación a dicho transportador continuo,
-procesar dichos vectores del desplazamiento y dichas instancias sobre la base de dicho parámetro de referencia del tiempo para determinar la ley del movimiento de dicho producto.
9. Procedimiento según una o más de las reivindicaciones anteriores, en el que dicha etapa de estimación (104) de 25 dicho vector del desplazamiento comprende las etapas que consisten en:
-buscar (140) el área de reconocimiento (A) , seleccionada en dicha imagen inicial o en una imagen de dicha segunda serie de imágenes, en una imagen siguiente de la misma,
-si la búsqueda es positiva, estimar (141) el valor de la distancia entre el centro de gravedad de la posición de dicha área de reconocimiento (A) en la imagen en la que dicha área de reconocimiento (A) fue seleccionada y en la imagen siguiente y atribuir al vector el desplazamiento del valor de la distancia calculado de ese modo,
-si la búsqueda es negativa, seleccionar un área de reconocimiento diferente en la imagen fuente y repetir la 35 tapa de búsqueda,
-si la etapa de búsqueda repetida es negativa, calcular (142) un valor medio de los vectores del desplazamiento anteriormente estimados y atribuir al vector el desplazamiento actual del valor medio calculado de ese modo.
10. Procedimiento según una o más de las reivindicaciones anteriores, en el que las etapas de identificación de dichas imágenes inicial y final comprenden la etapa que consiste en detectar una variación de una función de control de los parámetros de partes de referencia respectivas (C1, C2) seleccionadas en las imágenes de dicha primera serie de imágenes que muestran dicha área, a través de la cual corre dicho transportador continuo (2) .
11. Procedimiento según una o más de las reivindicaciones anteriores, en el que dichos datos característicos dimensionales es la longitud (LP) de dicho producto.
12. Procedimiento según una o más de las reivindicaciones anteriores, en el que dichas etapas tienen lugar en tiempo real con la adquisición de dichas imágenes sucesivas de dicha primera serie y de dicha segunda serie.
13. Procedimiento según una o más de las reivindicaciones anteriores, en el que dicho dispositivo de adquisición de imágenes está colocado con su eje sobre un plano, vertical y ortogonal a dicha dirección de avance (F) y está orientado con un ángulo α con respecto a la vertical 0°< α < 90°.
14. Procedimiento según la reivindicación 13 aplicado a las imágenes adquiridas a partir de por lo menos dos de dichos dispositivos de adquisición de imágenes (3) dispuestos con sus ejes orientados según diferentes ángulos α de modo que se registren por lo menos dos caras, contiguas u opuestas, de dicho producto.
15. Sistema (1) para detectar y determinar características geométricas, dimensionales y posicionales de productos
(P) transportados por un transportador continuo (2) , en particular productos de acero en bruto, conformados de forma basta, desbastados o semiacabados, que se mueven hacia delante con una velocidad de transporte inferior o igual a una velocidad de transporte máxima (V) , que comprende por lo menos un dispositivo de adquisición de imágenes (3) colocado transversal a la velocidad de avance del transportador continuo (2) y a una distancia definida 65 desde dicho transportador continuo y que está asociado a una unidad de procesamiento (5) capaz de implantar un procedimiento según una o más de las reivindicaciones 1 a 14.
16. Sistema (1) según la reivindicación 15, que además comprende por lo menos un dispositivo (7) para detectar la distancia entre dicho dispositivo de adquisición de imágenes (3) y dicho transportador continuo (2) o un producto (P) colocado en el mismo, en el que dicho dispositivo de detección de la distancia está asociado a dicha unidad de procesamiento (5) .
17. Sistema (1) según la reivindicación 15 o 16, en el que dicho dispositivo de adquisición de imágenes (3) está colocado con su propio eje sobre un plano vertical y ortogonal a dicha dirección de avance y orientado con un ángulo α comparado con la vertical de 0°< α < 90°.
18. Sistema (1) según la reivindicación 17, que comprende por lo menos dos dispositivos de adquisición de imágenes (3) colocados con sus ejes orientados según diferentes ángulos de modo que registran por lo menos dos caras, contiguas u opuestas, de dicho producto (P) .
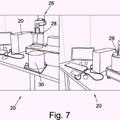
19. Dispositivo (200) para monitorizar el flujo de productos transportados mediante un transportador continuo (2) entre diferentes estaciones (300) de una línea de producción o de fabricación, que comprende dos o más sistemas (1) según una o más de las reivindicaciones desde las 15 hasta las 18, colocados a lo largo de dicho transportador continuo (2) y cuyas unidades de procesamiento (5) están conectadas con una unidad de procesamiento central (10) .
Patentes similares o relacionadas:
 Sistema de generación de marcador y método, del 29 de Julio de 2020, de NEC CORPORATION: Un sistema de generación de marcador que comprende:
medios de entrada de imagen de vídeo para proporcionar como entrada una imagen de vídeo;
[…]
Sistema de generación de marcador y método, del 29 de Julio de 2020, de NEC CORPORATION: Un sistema de generación de marcador que comprende:
medios de entrada de imagen de vídeo para proporcionar como entrada una imagen de vídeo;
[…]
SISTEMA Y MÉTODO DE IDENTIFICACIÓN DE PARTÍCULAS EN MICROSCOPÍA DE TRANSMISIÓN, del 16 de Abril de 2020, de CONSEJO SUPERIOR DE INVESTIGACIONES CIENTIFICAS (CSIC): La presente invención se refiere a un sistema automático, programable y adaptafivo de bajo coste que permite llevar a cabo el flujo de trabajo completo de un sistema bio- indicador […]
SISTEMA Y MÉTODO DE IDENTIFICACIÓN DE PARTÍCULAS EN MICROSCOPÍA DE TRANSMISIÓN, del 14 de Abril de 2020, de CONSEJO SUPERIOR DE INVESTIGACIONES CIENTIFICAS (CSIC): Sistema y método de identificación de partículas en microscopía de transmisión La presente invención se refiere a un sistema automático, programable y adaptativo […]
 Sistema y método para clasificar unidades foliculares, del 25 de Septiembre de 2019, de Restoration Robotics, Inc: Método de clasificación para procedimientos de trasplante capilar de una unidad folicular (FU) individual basándose en un número de cabellos en la FU individual, que comprende:
[…]
Sistema y método para clasificar unidades foliculares, del 25 de Septiembre de 2019, de Restoration Robotics, Inc: Método de clasificación para procedimientos de trasplante capilar de una unidad folicular (FU) individual basándose en un número de cabellos en la FU individual, que comprende:
[…]
Aparato, sistema y método para ayudar a proporcionar un diagnóstico de una condición médica de un cerebro de mamífero, así como un medio legible por computadora que comprende un programa para llevar a cabo el método, del 4 de Septiembre de 2019, de ERASMUS UNIVERSITY MEDICAL CENTER ROTTERDAM: Un aparato para ayudar a proporcionar un diagnóstico de una condición médica de un cerebro de mamífero, el cerebro tiene una primera y una segunda parte, el aparato incluye […]
Metrología en vivo de un objeto durante la fabricación u otras operaciones, del 21 de Agosto de 2019, de THE BOEING COMPANY: Un método para metrología en vivo de un objeto, que comprende: realizar una operación de escaneado mediante una pluralidad de sensores para […]
 Método y sistema para estimar la masa de una reserva, del 26 de Junio de 2019, de Intertek Group Plc: Un método para estimar la masa de material de una reserva, en donde el método incluye:
obtener un perfil de la superficie superior de dicha reserva; en donde […]
Método y sistema para estimar la masa de una reserva, del 26 de Junio de 2019, de Intertek Group Plc: Un método para estimar la masa de material de una reserva, en donde el método incluye:
obtener un perfil de la superficie superior de dicha reserva; en donde […]
Métodos de predicción de blastocistos embrionarios in vitro, del 21 de Junio de 2019, de ARES TRADING S.A.: Un método para seleccionar uno o más embriones humanos fertilizados in vitro que es probable que alcancen el estadio de blastocisto, que comprende: […]