Procedimiento de fracturación.
Procedimiento para producir entalladuras de fracturación o secciones de entalladura de fracturación dispuestas diametralmente una con respecto a otra en una pared periférica de un buje de cojinete de un componente a fracturar,
en el que el plano de fracturación está predeterminado por las entalladuras de fracturación (4, 6) o las secciones de entalladura de fracturación, caracterizado por que el diámetro del foco del rayo láser es esencialmente menor que la anchura de la entalladura de fracturación (4, 6) o de la sección de entalladura de fracturación, de modo que su contorno se forma pasando varias veces sobre el componente con el rayo láser, siendo el diámetro del foco de la radiación láser menor que 60 μm, de preferencia aproximadamente 20 μm.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/DE2008/000217.
Solicitante: MAUSER-WERKE OBERNDORF MASCHINENBAU GMBH.
Nacionalidad solicitante: Alemania.
Dirección: WERKSTRASSE 35 78727 OBERNDORF A. N. ALEMANIA.
Inventor/es: GRUHLER, SIEGFRIED.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B23K26/36 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › B23K 26/00 Trabajo por rayos láser, p. ej. soldadura, corte o taladrado. › Retirada de material (B23K 26/55, B23K 26/57 tienen prioridad).
PDF original: ES-2547282_T3.pdf
Fragmento de la descripción:
Procedimiento de fracturación La invención concierne a un procedimiento para la producción de entalladuras o secciones de entalladura de fracturación en un componente según el preámbulo de la reivindicación 1.
El documento US 5 208 979 A revela un procedimiento de este tipo.
Para dividir un buje de cojinete en un fondo de cojinete y una tapa de cojinete se utiliza crecientemente en los últimos tiempos la fracturación o fraccionamiento. En este caso, se producen por medio de energía láser entalladuras de fracturación dispuestas diametralmente una con respecto a otra en las paredes periféricas del buje de cojinete y se fractura entonces el buje de cojinete por la utilización de un mandril de fraccionamiento. Estos procedimientos de fracturación se describen, por ejemplo, en el documento WO 2006/000463 A1 de la solicitante. Dado que las piezas fracturadas, por ejemplo la tapa de cojinete y el fondo de cojinete, deben ensamblarse de nuevo tras la fracturación, en la solicitud antes citada se propone realizar la entalladura de fracturación en forma ondulada, por ejemplo en forma sinusoidal, de modo que sea posible el posicionamiento relativo de los dos componentes de una forma sencilla.
En el documento EP 0 808 228 B1 de la solicitante se describe un procedimiento de fracturación en el que se configura la entalladura de fracturación a la manera de una perforación que se genera por medio de un láser pulsado.
Asimismo, el documento US 5208979 A describe un procedimiento en el que se utiliza un laser para generar entalladuras de fracturación.
En la práctica se ha visto que las entalladuras de fracturación fabricadas según un procedimiento de este tipo requieren una mecanización posterior relativamente extensa en la que, antes del ensamble de los componentes fracturados, debe desbarbarse la superficie de rotura. Además, se ha visto que en el caso de componentes revestidos, por ejemplo bielas, el revestimiento puede ensuciarse o deteriorarse, de modo que también debe realizarse por desbarbado una eliminación de estas zonas de canto deterioradas.
En el documento WO 03/076188A1 se explica un procedimiento para producir una estructura de superficie en planchas de impresión por medio de energía láser.
Por el contrario, la invención se basa en el problema de crear un procedimiento para producir una entalladura de fracturación o una sección de entalladura de fracturación en el que se reduzca el coste de una mecanización posterior.
Este problema se resuelve por medio de un procedimiento con las características de la reivindicación 1.
Según la invención, las entalladuras o secciones de entalladura de fracturación dispuestas diametralmente una con respecto a otra se practican en una pared periférica de un buje de cojinete por medio de energía láser, formándose la entalladura no por medio de un rayo láser con un diámetro de foco relativamente grande, sino que se utiliza un rayo láser enfocado con mucha precisión, de modo que la entalladura debe formarse pasando varias veces sobre ella con el rayo láser. Los láseres de este tipo con diámetro relativamente pequeño de foco del rayo láser se utilizan, por ejemplo, como láseres de rotulación, controlándose el rayo láser por medio de un sistema de desviación del rayo de una manera similar a lo que ocurre con un escáner, de modo que la geometría de la entalladura se puede formar con mayor precisión.
Según la invención, se prefiere que se emplee un láser de vanadato, por ejemplo un láser de Nd:YVO4 (vanadato de itrio) .
Por ejemplo, en la mecanización de bielas o culatas de cilindros se utiliza un rayo láser con un diámetro de foco de menos de 60 m, preferiblemente alrededor de 20 µm. Los láseres de rotulación de este tipo se pueden activar con mucha sencillez de tal modo que se puedan eliminar los cantos periféricos de la entalladura y no es necesario un desbarbado posterior.
La tecnología según la invención se puede utilizar de manera especialmente ventajosa en piezas de trabajo revestidas, por ejemplo bielas provistas de una aleación de cobre.
Otros perfeccionamientos ventajosos de la invención son objeto de otras reivindicaciones subordinadas.
A continuación, se describe con más detalle un ejemplo de realización preferido con ayuda de un dibujo esquemático.
En motores de alta potencia para turismos o camiones se utilizan frecuentemente bielas con un buje de biela grande revestido. En este caso, se aplica una aleación de cobre, por ejemplo por medio de inyección de plasma, sobre la superficie periférica interior del buje de biela grande. En los procedimientos de fracturación convencionales se 2 5
practican en esta superficie periférica interior del buje de biela grande dos entalladuras de fracturación diametralmente dispuestas que, por ejemplo, pueden fabricarse de manera continua o en forma de una perforación. Con respecto a los detalles se hace referencia al documento EP 0 806 228 B1 de la solicitante citado al principio. No obstante, particularmente en poleas revestidas era necesaria en este caso una considerable mecanización posterior para eliminar las secciones de revestimiento ensuciadas o deterioradas. Esta desventaja se supera porque, en lugar de un rayo láser con diámetro de foco relativamente grande, se utiliza un rayo láser muy fino con diámetro de foco pequeño. Los láseres con requisitos de este tipo se utilizan, por ejemplo, como láseres de rotulación en los que el rayo láser se controla por medio de un sistema de desviación del rayo. Han resultado especialmente adecuados los láseres de vanadato pulsados, que se pueden activar con alta calidad del rayo. La activación puede realizarse, por ejemplo, según el procedimiento Q-Switch, en donde se realiza una conmutación de calidad por medio de un módulo óptico, de modo que puedan generarse impulsos de láser muy fuertes. Estos láseres son conocidos y por ello se puede prescindir de explicaciones adicionales.
Según la invención, por medio de un láser de este tipo se forman una entalladura de fracturación o unas secciones de fracturación regulares y cualitativamente de alto valor pasando varias veces sobre el componente con el láser y activando correspondientemente el sistema de desviación del rayo. En este caso, el sistema de desviación del rayo se activa, por ejemplo, de modo que se pase finalmente sobre las zonas de los cantos periféricos de la entalladura de fracturación para que, en estas zonas de los cantos, se realicen una eliminación de material insignificante y, por tanto, una depuración de las zonas de cantos, con lo que se retiran las zonas de revestimiento deterioradas o ensuciadas y, por tanto, se previene una exfoliación del revestimiento durante el uso.
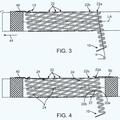
La única figura muestra una vista tridimensional de una tapa de cojinete 1 de un buje de biela grande fracturado, cuya superficie periférica interior está provista de un revestimiento 2. El desarrollo del plano de fracturación está predeterminado por unas entalladuras de fracturación 4, 6 que se forman diametralmente opuestas una a otra en la pared periférica interior del buje de biela. Según la invención, las entalladuras de fracturación, que terminan aproximadamente en forma de V o de cono en sección transversal, se forman pasando varias veces con el láser sobre las zonas correspondientes de la pared periférica interior. Por tanto, por medio de la activación precisa del sistema de desviación del rayo se puede fabricar una entalladura de fracturación con calidad excelente, depurándose las zonas de los cantos, es decir, particularmente las zonas a lo largo de las cuales está formado el revestimiento 2, de modo que se realiza prácticamente un "desbarbado" por medio del rayo láser. Dado en tales láseres de rotulación se aporta relativamente poca energía a la zona de la entalladura de fracturación, pueden excluirse transformaciones de estructura no deseadas en la zona del plano de fracturación. Además, se previene un deterioro o ensuciamiento del revestimiento. En entalladuras de fracturación practicadas de esta forma se puede prescindir de un rectificado y desbarbado de las superficies de fracturación después del proceso de fraccionamiento.
Por supuesto, el procedimiento según la invención no se limita a la mecanización de componentes revestidos, en particular bielas, sino que se pueden formar entalladuras de fracturación prácticamente en cualesquiera componentes que deban fracturarse por medio de un procedimiento de fraccionamiento.
El procedimiento según la invención se puede materializar con un coste técnico mínimo en dispositivos, ya que se pueden conseguir en el mercado láseres de rotulación adecuados con un sistema preciso y rápidamente... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para producir entalladuras de fracturación o secciones de entalladura de fracturación dispuestas diametralmente una con respecto a otra en una pared periférica de un buje de cojinete de un componente a fracturar, en el que el plano de fracturación está predeterminado por las entalladuras de fracturación (4, 6) o las secciones de entalladura de fracturación, caracterizado por que el diámetro del foco del rayo láser es esencialmente menor que la anchura de la entalladura de fracturación (4, 6) o de la sección de entalladura de fracturación, de modo que su contorno se forma pasando varias veces sobre el componente con el rayo láser, siendo el diámetro del foco de la radiación láser menor que 60 m, de preferencia aproximadamente 20 m.
2. Procedimiento según la reivindicación 1, en el que el láser es un láser de vanadato.
4. Procedimiento según una de las reivindicaciones anteriores, en el que las zonas de borde periféricas de la entalladura de fracturación (4, 6) o de la sección de entalladura de fracturación se mecanizan posteriormente o se depuran por medio de una activación del láser. 6. Procedimiento según la reivindicación 5, en el que el componente es una biela revestida. 3. Procedimiento según la reivindicación 1 o 2, en el que el diámetro del foco del rayo láser es menor que 60 m, de preferencia aproximadamente 20 m.
5. Procedimiento según una de las reivindicaciones anteriores, en el que el componente está provisto de un revestimiento (2) .
Patentes similares o relacionadas:
Equipo para marcaje de productos por láser, del 24 de Julio de 2019, de MACSA ID, S.A.: Equipo para marcaje de productos por láser, comprendiendo una carcasa exterior que define al menos un volumen interior, comprendiendo dicho volumen interior […]
Discos de seguridad y método, del 1 de Mayo de 2019, de Donadon Safety Discs and Devices S.R.L: Un disco de seguridad que comprende un elemento de lámina que tiene un espesor(s) de entre 15 μm y 1 milímetro y al menos un corte no […]
Dispositivo de mecanizado por láser y procedimiento para la fabricación de una superficie sobre una pieza bruta, del 17 de Abril de 2019, de Ewag AG: Procedimiento para fabricar al menos un arista de corte delimitada por una superficie de deslizamiento y una superficie libre , en el que se proporciona una […]
Dispositivo de mecanizado por láser y procedimiento para la fabricación de un útil simétrico en rotación, del 20 de Marzo de 2019, de Ewag AG: Procedimiento para la fabricacion al menos de una ranura receptora de virutas y al menos una arista de corte en una pieza bruta , con las etapas: - facilitacion […]
Procedimiento para marcar un código de matriz de datos sobre una pieza de trabajo por medio de un rayo láser, del 19 de Marzo de 2019, de TRUMPF WERKZEUGMASCHINEN GMBH + CO. KG: Procedimiento para marcar un código de matriz de datos en forma de una matriz de n*m celdas claras y oscuras, que consisten cada una de ellas en una matriz de s*t […]
 Método para conformar un stent y un stent obtenido con dicho método, del 2 de Enero de 2019, de MEDTRONIC VASCULAR, INC.: Un método de conformar un stent ; comprendiendo el método:
conformar una forma ondulada a partir de un material conformable, comprendiendo […]
Método para conformar un stent y un stent obtenido con dicho método, del 2 de Enero de 2019, de MEDTRONIC VASCULAR, INC.: Un método de conformar un stent ; comprendiendo el método:
conformar una forma ondulada a partir de un material conformable, comprendiendo […]
Sistema de obtención de imágenes para la eliminación de recubrimientos, del 20 de Septiembre de 2018, de Edison Welding Institute, Inc: Sistema para eliminar un recubrimiento de una superficie, que comprende: (a) un escaner de laser , en donde el escaner de laser incluye ademas […]
Procedimiento y utilización de un dispositivo para la separación de hojas individuales de un panel de vidrio laminado, del 28 de Febrero de 2018, de FRAUNHOFER-GESELLSCHAFT ZUR FORDERUNG DER ANGEWANDTEN FORSCHUNG E.V.: Procedimiento de separación de al menos una hoja individual de dimensión y forma de borde predefinidas de un panel de vidrio laminado que presenta […]