Conjunto de almacenamiento-transporte para elementos con forma de barra alargada, así como método para controlar el flujo másico y el llenado y vaciado del conjunto de almacenamiento-transporte para elementos con forma de barra alargada.
Conjunto de almacenamiento-transporte para elementos con forma de barra alargada,
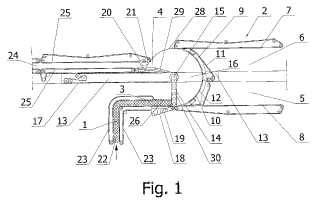
dispuesto en una línea detransferencia para elementos desde un dispositivo de suministro a un dispositivo de recepción, que tiene unapluralidad de transportadores sustancialmente horizontales y verticales, y que tiene un depósito de capacidadvariable formado con la ayuda de dichos transportadores en dos niveles adyacentes, teniendo una entrada y unasalida, cerrado con una placa trasera común, montada de manera deslizable de modo que realice movimientosalternativos paralelos a los transportadores horizontales, y su superficie cóncava, en el lado del depósito, estáconstituida por un transportador de cadena, caracterizado porque está provisto de un brazo rotativo 14, montadoen una corredera 13, cuyo eje de rotación es coaxial con el centro de curvatura de una superficie cóncava 10 de unaplaca trasera 9 fijada a la corredera 13, y en una entrada 3 de un depósito 2 hay un elemento 18 de válvula deentrada montado de manera oscilante, y un limitador oscilante 26, para limitar el desplazamiento de elementos conforma de barra 1, mientras que en una salida 4 del depósito 2 hay un elemento 20 de válvula de salida montado demanera oscilante.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/PL2009/000048.
Solicitante: INTERNATIONAL TOBACCO MACHINERY POLAND SP. Z O.O.
Nacionalidad solicitante: Polonia.
Dirección: UL. WARSZTATOWA 19A 26-600 RADOM POLONIA.
Inventor/es: SIKORA, LESZEK, OWCZAREK, RADOSLAW, GIELNIEWSKI,Adam, FIGARSKI,JACEK, SIARA,RYSZARD.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- A24C5/35 NECESIDADES CORRIENTES DE LA VIDA. › A24 TABACO; PUROS; CIGARRILLOS; DISPOSITIVOS PARA SIMULAR LA ACCIÓN DE FUMAR; ARTICULOS PARA FUMADORES. › A24C MAQUINAS PARA LA FABRICACION DE PUROS O CIGARRILLOS. › A24C 5/00 Fabricación de cigarrillos; Fabricación de elementos terminales para puros o cigarrillos o fijación de filtros o boquillas a puros o cigarrillos. › Adaptaciones de aparatos de transporte para el transporte de los cigarrillos desde las máquinas de fabricación a las máquinas de empaquetado.
PDF original: ES-2392020_T3.pdf
Fragmento de la descripción:
Conjunto de almacenamiento-transporte para elementos con forma de barra alargada, así como método para controlar el flujo másico y el llenado y vaciado del conjunto de almacenamiento-transporte para elementos con forma de barra alargada.
CAMPO DE LA INVENCIÓN
El objeto de la invención es un conjunto de almacenamiento-transporte para elementos con forma de barra alargada, en particular productos de la industria del tabaco, proporcionado para disponerse en una línea de producción, para fabricar dichos productos, entre un dispositivo de suministro y un dispositivo receptor, así como un método para controlar el flujo másico de elementos con forma de barra, que comprenden un llenado y vaciado automáticos de un depósito de capacidad variable aplicado en el conjunto de almacenamiento-transporte.
ANTECEDENTES DE LA INVENCIÓN
Durante la fabricación o el tratamiento de los elementos con forma de barra en la industria del tabaco, especialmente barras de filtro, existe la necesidad de usar depósitos intermedios en la trayectoria del flujo másico que compensen las discrepancias momentáneas entre el número de barras que se suministran desde un dispositivo de suministro y el número de barras recogidas por un dispositivo receptor. Por razones tecnológicas, lo más ventajoso son unidades de almacenamiento que operan con el principio de “primero en entrar, primero en salir”, que permite un control total del flujo del producto en una línea de producción y especialmente del tiempo en el que las barras de filtro permanecen en un depósito. Los depósitos de acumulación grandes y, por lo tanto, costosos de capacidad variable, por ejemplo, un depósito presentado en una descripción de patente de Estados Unidos 6.422.380, no están previstos para el uso en caso de cambios frecuentes de tipos de barras de filtro dado que, antes de un cambio, quedan dentro del depósito un gran número de barras, que se convertirán en desechos de producción. De la descripción de una solicitud de patente europea EP 1 310 178 se conoce un depósito para barras de filtro que opera con el principio de “primero en entrar, último en salir”, que tiene un acumulador, así como una entrada y una salida de barras de filtro, mientras que dentro del acumulador hay un elemento de cinta que se usa para formar una cámara constante que siempre está llena con cierto número de barras, y se forma un espacio de almacenamiento dentro del acumulador, de acuerdo con la demanda, con un elemento de cinta, cuya longitud es variable y se adapta al número de barras suministradas a través de la entrada, reducidas en el número de barras recogidas de la salida. En una situación inversa, es decir, para la demanda de barras en la salida que es mayor que la cantidad de barras suministradas a través de la entrada, el elemento de cinta se acorta y, por lo tanto, se adapta a la menor cantidad de barras en la cámara. En la descripción se presentan cámaras de varias longitudes que requieren el uso de sistemas de control alternativos para el elemento de cinta. En la descripción de otra patente europea, EP 1 256 284, se presenta un conjunto de transportador para transportar una pila de cigarrillos hacia una tolva de una máquina empacadora, que puede, en caso de que sea necesario, transformarse en un depósito que opera con el principio de “primero en entrar, primero en salir”. Una pared superior de un canal horizontal que lleva un flujo de una pila de cigarrillos está dispuesta rotativamente para levantarse hacia arriba y está dispuesta para desplazarse en la dirección del flujo, mientras que una pared superior de un canal de arco, en el área de la conversión del flujo horizontal en flujo vertical, está montada con bisagras entre el final del canal horizontal y el alojamiento de la tolva. En caso de que un gran número de cigarrillos recogidos por la tolva se reduzca con relación al número de cigarrillos que fluyen desde el canal horizontal, la pared superior dispuesta rotativamente del canal es inclinada hacia arriba, y en caso necesario se desplaza hacia delante, lo que crea temporalmente un espacio de almacenamiento sobre la tolva que puede recoger el excedente de cigarrillos. Un dispositivo ligeramente diferente de almacenamiento que trabaja con el principio de “primero en entrar, primero en salir” se conoce de la descripción de la patente europea EP 557 933. De acuerdo con esta invención, entre una máquina que produce elementos con forma de barra y una máquina empacadora está situado un depósito en forma de un transportador circular que tiene su circunferencia abierta, mientras entre los extremos del transportador se crea una garganta que permite pasar elementos sobre un transportador por debajo de un transportador receptor conectado a una máquina empacadora, y la carga de elementos sobre el transportador circular desde una máquina de producción se realiza mediante un transportador inclinad. El dispositivo está provisto de una fila de sensores espaciados en la trayectoria entera de los elementos transportados. Para el equilibrado suministro y demanda de elementos, que es controlado por sensores, los elementos se transfieren desde el transportador conectado a la máquina productora al transportador conectado a la máquina de empaquetar, con omisión del transportador circular, y con uso de una unidad de cascada especial con palancas dispuestas rotativamente que compensan fluctuaciones de flujo menores que son detectadas respectivamente por los sensores. Para las grandes diferencias entre el suministro y la demanda de elementos, que son detectadas por los sensores, los elementos se transfieren al transportador circular, desde cual, en caso de que sea necesario, los elementos se transfieren al transportador conectado a la máquina de empaquetar. Un dispositivo más simple que trabaja con el sistema de “primero en entrar, primero en salir” que forma recipientes de almacenamiento instantáneos en la trayectoria del flujo másico de elementos con forma de barra, que comprende varios niveles de flujo de direcciones opuestas de movimiento, y en cada nivel es posible cambiar la altura de la pila de cigarrillos, se conoce a partir de la descripción de la patente japonesa JP 58-60982. Una construcción que está más cercana a la presente invención es un dispositivo para transportar cigarrillos desde una máquina de producción a una máquina de empaquetar presentada en la descripción de la patente británica GB 995 663. El dispositivo tiene un depósito dividido en una parte superior, a la cual los cigarrillos se envían desde una máquina de producción, y una parte inferior, desde la cual los cigarrillos se transfieren hacia una máquina de empaquetar. El extremo del depósito está constituido por una placa trasera en forma de semicírculo, mientras que el radio de la parte cóncava de la placa, en el lado del depósito, corresponde a la altura de cada nivel del depósito, y el ancho del depósito es ligeramente mayor que la longitud de los cigarrillos transportados. El canal que envía cigarrillos, la entrada, el fondo de las partes superior e inferior y la salida del depósito están provistos de transportadores, sobre los cuales los cigarrillos se transportan en forma de una pila. De manera similar, un transportador rodea la superficie cóncava de la placa trasera del depósito. Entre la placa extrema y el transportador que constituye el fondo de la parte superior del depósito hay una garganta de anchura constante que permite el flujo de cigarrillos hacia la parte inferior del depósito. La placa trasera está fijada a un carro en el cual está dispuesta dicha garganta, y del otro lado de la garganta hay un rodillo de retorno para el transportador de la parte superior del depósito, montado en la placa extrema, mientras que el transportador puede cambiar su longitud dependiendo de la demanda de capacidad de almacenamiento. Para la demanda de mayor capacidad de almacenamiento, el carro, la placa extrema, la garganta y el transportador se desplazan separándose de la entrada y, para la demanda de una capacidad de almacenamiento menor, el carro se desplaza hacia la salida, mientras que están dispuestos sensores para controlar los cambios de capacidad en la entrada y la salida del depósito. La capacidad de almacenamiento depende de las paradas o la ralentización de la máquina de producción y/o la máquina de empaquetar.
SUMARIO DE LA INVENCIÓN
El objeto de la invención es la construcción de un conjunto de almacenamiento-transporte para elementos con forma de barra, dispuesto en una línea de transferencia para elementos a partir de un dispositivo de suministro a un dispositivo receptor, que tiene una pluralidad... [Seguir leyendo]
Reivindicaciones:
1.Conjunto de almacenamiento-transporte para elementos con forma de barra alargada, dispuesto en una línea de transferencia para elementos desde un dispositivo de suministro a un dispositivo de recepción, que tiene una pluralidad de transportadores sustancialmente horizontales y verticales, y que tiene un depósito de capacidad variable formado con la ayuda de dichos transportadores en dos niveles adyacentes, teniendo una entrada y una salida, cerrado con una placa trasera común, montada de manera deslizable de modo que realice movimientos alternativos paralelos a los transportadores horizontales, y su superficie cóncava, en el lado del depósito, está constituida por un transportador de cadena, caracterizado porque está provisto de un brazo rotativo 14, montado en una corredera 13, cuyo eje de rotación es coaxial con el centro de curvatura de una superficie cóncava 10 de una placa trasera 9 fijada a la corredera 13, y en una entrada 3 de un depósito 2 hay un elemento 18 de válvula de entrada montado de manera oscilante, y un limitador oscilante 26, para limitar el desplazamiento de elementos con forma de barra 1, mientras que en una salida 4 del depósito 2 hay un elemento 20 de válvula de salida montado de manera oscilante.
2. El conjunto de la reivindicación 1, caracterizado porque la longitud del brazo rotativo 14 corresponde al radio de curvatura de la superficie cóncava 10 de la placa trasera 9 que está montada en la corredera 13 a una distancia desde un eje 15 de rotación que corresponde a la longitud del brazo rotativo 14.
3. El conjunto de la reivindicación 2, caracterizado porque el brazo rotativo 14, está provisto en ambos lados, de sensores de llenado 30.
4. El conjunto de la reivindicación 1, caracterizado porque una superficie activa 19 de un elemento de válvula de entrada 18 constituye un sector de un círculo de un radio que corresponde al radio de curvatura de la superficie cóncava 10 de la placa trasera 9.
5. El conjunto de la reivindicación 1, caracterizado porque una superficie activa 21 de un elemento de válvula de salida 20 constituye un sector de un círculo de un radio que corresponde al radio de curvatura de la superficie cóncava 10 de la placa trasera 9.
6. El conjunto de la reivindicación 1, caracterizado porque entre un eje 15 de rotación del brazo rotativo 14 y la superficie cóncava 10 de la placa trasera 9, en la corredera 13, hay un espacio vacío que constituye una garganta 16 para transferir elementos 1 con forma de barra entre los niveles 5, 6 del depósito 2.
7. El conjunto de la reivindicación 1 ó 6, caracterizado porque en las superficies horizontales de la otra parte de la corredera 13 hay montado un transportador interior 17.
8. El conjunto de la reivindicación 7, caracterizado porque por encima del transportador interior anterior 17, antes de la salida 4 del depósito 2, hay un transportador 29 en pendiente hacia arriba.
9. El conjunto de la reivindicación 1, caracterizado porque una pared superior del depósito 2 está constituida por un transportador superior 7, y una pared de fondo del depósito 2 está constituida por un transportador inferior 8.
10. El conjunto de la reivindicación 1, caracterizado porque un canal 22 que envía elementos 1 con forma de barra a la entrada 3 del depósito 2 está constituido por dos transportadores de entrada paralelos 23.
11. El conjunto de la reivindicación 1, caracterizado porque un canal 24 que recibe elementos 1 con forma de barra desde la salida 4 del depósito 2 está constituido por dos transportadores de salida paralelos 25.
12. El conjunto de la reivindicación 8 u 11, caracterizado porque entre el transportador superior 7 del depósito 2 y un transportador de salida superior 25 se sitúa una cubierta oscilante 28 con un sensor de posición.
13. El conjunto de la reivindicación 1, caracterizado porque subconjuntos móviles particulares y/o grupos de subconjuntos móviles son impulsados independientemente por motores separados.
14. Un método para controlar el flujo másico y el llenado y vaciado automáticos de un depósito de capacidad variable de un conjunto de almacenamiento-transporte para elementos con forma de barra, dispuesto en una línea de producción para productos de la industria del tabaco, mientras que el depósito de capacidad variable está formado en dos niveles adyacentes, y el flujo másico de elementos con forma de barra entre los niveles se efectúa en sentido opuesto a la fuerza de gravedad, caracterizado porque después de llenar una cámara de entrada del depósito con elementos con forma de barra transferidos desde un canal de envío a través de una entrada del depósito, que está señalizada mediante un limitador oscilante elevado a su posición de límite más superior, con un elemento de válvula de entrada retirado a un lado, mientras que la cara de flujo presiona contra un brazo rotativo situado en su posición vertical más inferior, dicho brazo, después de una señal recibida desde el limitador oscilante, se desplaza de forma rotativa hacia una placa trasera con la velocidad que corresponde a la velocidad flujo de ingreso de elementos con forma de barra en una entrada del depósito, moviéndose simultáneamente un
transportador de cadena de la placa trasera, que tiene salientes transversales y que ayudan al flujo másico a través de una garganta de una corredera, y después de llenar una capacidad mínima del depósito, el brazo rotativo se detiene en una posición horizontal a lo largo de la, corredera y a continuación se retira un elemento de válvula de salida desde una salida del depósito, de modo que la cara de flujo del flujo másico entra en un canal de recepción mientras funcionan un transportador en pendiente hacia arriba y transportadores de salida del canal de recepción.
15. Un método de la reivindicación 14, caracterizado porque la automatización de la capacidad en aumento del depósito de capacidad variable se efectúa en caso de que la salida de un dispositivo de suministro sea mayor que la salida de un dispositivo de recepción, lo que hace que la corredera y la placa trasera se muevan en la dirección de acuerdo con la dirección de la transferencia de elementos con forma de barra a través de la entrada del depósito desde el canal de envío, con una tal velocidad de desplazamiento con el fin de mantener una presión nominal de flujo másico en la salida del depósito, mientras que el brazo rotativo permanece en una posición horizontal a lo largo de la corredera, y un transportador interior de la corredera con el transportador en pendiente hacia arriba y un transportador superior y un transportador inferior de paredes del depósito, así como el transportador de cadena de la placa trasera, se mueven con una velocidad respectiva que proporciona una disposición correcta de elementos con forma de barra en el depósito y dicho estado puede continuar hasta obtener la capacidad máxima del depósito que corresponde a la posición final de la corredera.
16. Un método de la reivindicación 14, caracterizado porque el auto-vaciado de un depósito, especialmente durante el cambio de tipo de elementos con forma de barra, que se inicia en el momento de la aparición de un dispositivo de limpieza tras una pila de flujo másico, cuya aparición hace que se cierre la entrada del depósito mediante el elemento de válvula de entrada, y se inicia reduciendo la capacidad del depósito desplazando a un lado el elemento de válvula de salida, debido al desplazamiento de la corredera con la placa trasera en dirección concurrente con la dirección de desplazamiento de los elementos con forma de barra a través de la salida hacia el canal de recepción con una velocidad tal que se mantiene la presión nominal del flujo másico en la salida del depósito, mientras que el brazo rotativo permanece dispuesto en una posición horizontal a lo largo de la corredera, y el transportador interior de la corredera y el transportador superior y el transportador inferior de las paredes del depósito, así como el transportador de cadena de la placa trasera se desplazan con una velocidad apropiada manteniendo la alineación correcta de los elementos con forma de barra en el depósito y dicho estado continúa hasta el retorno de la corredera a una posición de inicio que corresponde a la capacidad mínima del depósito para mantener el flujo másico, y a continuación el brazo rotativo comienza su rotación hacia la cámara de entrada y retira elementos con forma de barra fuera de la misma, y luego continúa su rotación hasta que llega a su posición vertical más superior en el área del extremo del transportador de la pared superior del depósito, y a continuación se detienen los transportadores superior y e inferior de las paredes del depósito, se detienen el transportador interior de la corredera y el transportador de cadena de la placa trasera y luego la corredera se desplaza más lejos en la dirección del flujo de elementos con forma de barra a través del canal de recepción, mientras que el brazo rotativo permanece en su posición vertical más superior y retira los elementos con forma de barra restantes a través de la salida del depósito con un transportador en pendiente hacia arriba y transportadores de salida del canal de recepción funcionando.
Patentes similares o relacionadas:
Un método para formar grupos de artículos para fumar, del 6 de Noviembre de 2019, de BRITISH AMERICAN TOBACCO MEXICO, S.A DE C.V: Un método para formar grupos de artículos para fumar de modo que cada grupo forme un manojo individual de artículos para fumar para recibir en un paquete de artículos […]
Dispositivo de suministro de manojo de cigarrillos, del 10 de Diciembre de 2014, de JAPAN TOBACCO INC.: Un alimentador instalado en una máquina de envoltura para envolver un manojo de cigarrillos compuesto de una pluralidad de cigarrillos de filtro en un envoltorio interior, […]
 Dispositivo de almacenamiento-transporte para elementos en forma de varilla alargada, del 17 de Julio de 2013, de INTERNATIONAL TOBACCO MACHINERY POLAND SP. Z O.O: Un dispositivo de almacenamiento-transporte para elementos en forma de varilla alargada, dispuesto en una línea de transferencia para elementos desde un dispositivo […]
Dispositivo de almacenamiento-transporte para elementos en forma de varilla alargada, del 17 de Julio de 2013, de INTERNATIONAL TOBACCO MACHINERY POLAND SP. Z O.O: Un dispositivo de almacenamiento-transporte para elementos en forma de varilla alargada, dispuesto en una línea de transferencia para elementos desde un dispositivo […]
ALMACEN DE CAPACIDAD VARIABLE PARA ELEMENTOS ALARGADOS., del 16 de Mayo de 2006, de G.D SOCIETA' PER AZIONI: Un almacén de capacidad variable para elementos alargados, en concreto para artículos de tabaco, almacén que comprende: una estación de entrada […]
METODO DE SEPARACION DE CORRIENTES DE PILAS MULTICAPA EN MOVIMIENTO DE ELEMENTOS EN FORMA DE VARILLA Y DISPOSITIVO DE VALVULA PARA SEPARAR CORRIENTES DE PILAS MULTICAPA DE ELEMENTOS EN FORMA DE VARILLA., del 16 de Enero de 2006, de INTERNATIONAL TOBACCO MACHINERY POLAND LTD: Un método para separar corrientes no paralelas de pilas multicapa de elementos en forma de varilla que llenan un transportador horizontal , en el que el desplazamiento […]
UNIDAD TRANSPORTADORA PARA TRANSFERIR UNA MASA DE CIGARRILLOS., del 16 de Septiembre de 2005, de G.D. S.P.A.: Unidad transportadora para transferir una masa de cigarrillos , que comprende al menos un canal de alimentación realizado al menos en parte como un […]
INSTALACION PARA FABRICAR Y ENVASAR CIGARRILLOS., del 1 de Septiembre de 2003, de FOCKE & CO. (GMBH & CO.): UN DISPOSITIVO PARA FABRICAR Y EMPAQUETAR CIGARRILLOS SE COMPONE DE UNA ESTACION DE CONFECCION Y DE UNA ESTACION DE EMPAQUETADO . LA ESTACION […]
 ALMACEN DE CAPACIDAD VARIABLE PARA ARTICULOS ALARGADOS, del 16 de Mayo de 2008, de FLEXLINK COMPONENTS AB: Un almacén de capacidad variable que comprende un conjunto de medios de transportador superpuestos unos encima de los otros y conectados entre si, que se […]
ALMACEN DE CAPACIDAD VARIABLE PARA ARTICULOS ALARGADOS, del 16 de Mayo de 2008, de FLEXLINK COMPONENTS AB: Un almacén de capacidad variable que comprende un conjunto de medios de transportador superpuestos unos encima de los otros y conectados entre si, que se […]