COMPRESOR Y MÉTODO DE FABRICACIÓN DEL MISMO.
Método de fabricación de un compresor en el que pistones (41A,
41B, 41) tienen un movimiento alternativo en cilindros (40A, 40B, 40) de un cuerpo (5A) principal de carcasa que constituye una carcasa para realizar un trabajo de compresión y que se constituye fijando culatas (5H) de cilindro con pernos (14) al cuerpo (5A) principal de carcasa a través de un material (13) de sellado y una placa (5G) de válvula, caracterizado porque el método comprende las etapas de superponer una pluralidad de juntas de estanqueidad metálicas unas sobre otras para constituir el material (13) de sellado que va a interponerse entre la placa (5G) de válvula y el cuerpo (5A) principal de carcasa; y seleccionar una o la pluralidad de juntas de estanqueidad metálicas para su uso a partir de juntas de estanqueidad metálicas que tienen una pluralidad de espesores de placa para ajustar las holguras superiores de los pistones (41A, 41B, 41)
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E08100267.
Solicitante: SANYO ELECTRIC CO., LTD..
Nacionalidad solicitante: Japón.
Dirección: 2-5-5 KEIHANHONDORI 2-CHOME MORIGUCHI-SHI OSAKA 570-8677 JAPON.
Inventor/es: SUGIMOTO, KAZUYOSHI, KOIKE, YOSHIAKI, Sakamoto,Yasuo, Itabashi,Shinya.
Fecha de Publicación: .
Fecha Solicitud PCT: 9 de Enero de 2008.
Clasificación Internacional de Patentes:
- F04B27/10A
- F04B27/10C
- F04B39/10P
Clasificación PCT:
- F04B27/10 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F04 MAQUINAS DE LIQUIDOS DE DESPLAZAMIENTO POSITIVO; BOMBAS PARA LIQUIDOS O PARA FLUIDOS COMPRESIBLES. › F04B MAQUINAS DE DESPLAZAMIENTO POSITIVO PARA LIQUIDOS; BOMBAS (máquinas para líquidos o bombas, de tipo pistón rotativo u oscilante F04C; bombas de desplazamiento no positivo F04D; bombeo de fluido por contacto directo con otro fluido o por utilización de la inercia del fluido para bombear F04F). › F04B 27/00 Bombas multicilindro especialmente adaptadas para fluídos compresibles caracterizadas por el número o la disposición de los cilindros (bombas de múltiples fases espacialmente adaptadas para fluidos compresibles F04B 25/00). › teniendo cilindros estacionarios.
- F04B39/10 F04B […] › F04B 39/00 Partes constitutivas, detalles o accesorios de bombas o sistemas de bombeo especialmente adaptados para fluídos compresibles, no cubiertos por, o con un interés distinto que, los grupos F04B 25/00 - F04B 37/00. › Adaptaciones o disposiciones de los órganos de distribución.
- F16J15/08 F […] › F16 ELEMENTOS O CONJUNTOS DE TECNOLOGIA; MEDIDAS GENERALES PARA ASEGURAR EL BUEN FUNCIONAMIENTO DE LAS MAQUINAS O INSTALACIONES; AISLAMIENTO TERMICO EN GENERAL. › F16J PISTONES; CILINDROS; RECIPIENTES A PRESION EN GENERAL; JUNTAS DE ESTANQUEIDAD. › F16J 15/00 Juntas de estanqueidad. › con una empaquetadura exclusivamente mecánica.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
PDF original: ES-2362172_T3.pdf
Fragmento de la descripción:
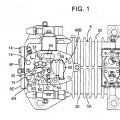
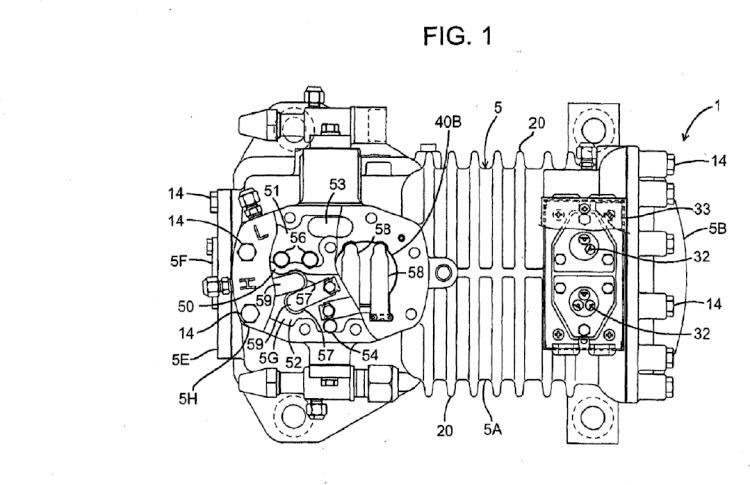
La presente invención se refiere a un método de fabricación de un compresor en el que pistones tienen un movimiento alternativo en cilindros de un cuerpo principal de carcasa que constituye una carcasa para realizar un trabajo de compresión y que se constituye fijando culatas de cilindro con pernos al cuerpo principal de carcasa a través de un material de sellado y una placa de válvula.
Hasta ahora, en un compresor semisellado de tipo de movimiento alternativo que permite que los pistones tengan un movimiento alternativo en cilindros, realizando de ese modo un trabajo de compresión de un refrigerante, una placa de válvula y culatas de cilindro se fijan con pernos a un cuerpo principal de carcasa para constituir una carcasa. Además, los materiales de sellado se interponen entre la culata de cilindro y la placa de válvula y entre la placa de válvula y el cuerpo principal de carcasa para sellar entre los elementos (por ejemplo, véase la solicitud de patente japonesa abierta a consulta por el público n.º 2004-301071).
En este caso, hasta ahora se ha usado normalmente una junta de estanqueidad hecha de amianto como material de sellado. En tal compresor de tipo de movimiento alternativo, las holguras superiores de los pistones (holguras entre los cilindros y la placa de válvula) constituyen un elemento importante. Aquí, la junta de estanqueidad hecha de amianto tiene una precisión de espesor de placa baja y por tanto, incluso cuando las juntas de estanqueidad se fabrican con un espesor de placa igual, los espesores de placa reales varían. Para resolver el problema, en un caso en que el compresor está ensamblado, las juntas de estanqueidad de amianto se clasifican según cada espesor de placa real, y la junta de estanqueidad que va a interponerse entre la placa de válvula y el cuerpo principal de carcasa se selecciona para su uso a partir de estas clasificaciones, mediante lo cual se ajustan las holguras superiores de los pistones.
Sin embargo, en los últimos años, no puede usarse un material de amianto debido a un problema de influencia adversa sobre el cuerpo humano, y tiene que usarse una junta de estanqueidad metálica constituida por una placa de acero laminado en frío, una placa de acero inoxidable o similar tal como se da a conocer en el documento de patente anterior como la junta de estanqueidad para un compresor de este tipo.
Además, la junta de estanqueidad metálica tiene una precisión de espesor de placa notablemente alta en comparación con la junta de estanqueidad de amianto, y por tanto es difícil clasificar las juntas de estanqueidad con el espesor de placa igual tal como se describió anteriormente. Además, una junta de estanqueidad metálica de este tipo está dotada de bolas para aumentar la resistencia al contacto por presión y por consiguiente obtener una presión de superficie de sellado necesaria, pero cuando la junta de estanqueidad metálica se forma en una dimensión de espesor similar a la de la junta de estanqueidad de amianto, podría ser imposible o notablemente difícil procesar las bolas.
Del documento US 6.231.315 B1 se conoce un compresor que se constituye, tal como se define en el preámbulo de la reivindicación 1, fijando culatas de cilindro a un cuerpo principal de carcasa con pernos y que permite que los pistones tengan un movimiento alternativo, realizando así un trabajo de compresión.
La presente invención se ha desarrollado con el fin de resolver un problema técnico convencional de este tipo, y un objeto de la misma es proporcionar un compresor que pueda ajustar fácilmente las holguras superiores en un caso en que se usa una junta de estanqueidad metálica como material de sellado entre una placa de válvula y un cuerpo principal de carcasa, y un método de fabricación del compresor.
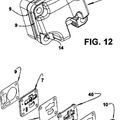
La presente invención se caracteriza porque el método comprende las etapas de superponer una pluralidad de juntas de estanqueidad metálicas unas sobre otras para constituir el material de sellado que va a interponerse entre la placa de válvula y el cuerpo principal de carcasa; y seleccionar una o la pluralidad de juntas de estanqueidad metálicas para su uso a partir de juntas de estanqueidad que tienen una pluralidad de espesores de placa, para ajustar las holguras superiores de los pistones.
Preferiblemente, la junta de estanqueidad metálica que tiene el espesor de placa seleccionado para el ajuste de las holguras superiores no está dotada de ninguna bola, y una junta de estanqueidad metálica distinta de la junta de estanqueidad metálica está dotada de bolas.
El material de sellado que va a interponerse entre la placa de válvula y el cuerpo principal de carcasa está constituido por la pluralidad de juntas de estanqueidad metálicas, y una o la pluralidad de juntas de estanqueidad metálicas se seleccionan para su uso a partir de las juntas de estanqueidad metálicas que tienen la pluralidad de espesores de placa, mediante lo cual pueden ajustarse fácilmente de manera notable las holguras superiores de los pistones.
Cuando una de la pluralidad de juntas de estanqueidad metálicas, es decir, la primera junta de estanqueidad metálica está dotada de las bolas y otra junta de estanqueidad metálica, es decir, la segunda junta de estanqueidad metálica no está dotada de ninguna bola, se usa la junta de estanqueidad metálica que tiene un espesor de placa tal que las bolas pueden formarse fácilmente como la primera junta de estanqueidad metálica, y las holguras superiores pueden ajustarse seleccionando el espesor de placa de la segunda junta de estanqueidad metálica. Por consiguiente, mientras se ajustan fácilmente las holguras superiores mediante el uso de la junta de estanqueidad metálica, la bola puede procesarse sin problemas para asegurar una propiedad de sellado. En especial, las holguras superiores se ajustan seleccionando el espesor de placa de la segunda junta de estanqueidad metálica que no está dotada de ninguna bola, no la primera junta de estanqueidad metálica dotada de las bolas, de modo que no tiene que reducirse el espesor de placa de la primera junta de estanqueidad metálica. Es decir, puede asegurarse que el espesor de placa de la primera junta de estanqueidad metálica mantenga una constante de elasticidad suficiente tal que pueda obtenerse una presión de superficie predeterminada, y la presión de superficie puede establecerse para que sea constante para mejorar la propiedad de sellado. Además, aumenta un grado de libertad en el espesor de placa de cada junta de estanqueidad metálica, de modo que puede lograrse fácilmente una forma complicada y puede realizarse fácilmente la sustitución y el mantenimiento.
Además, en un caso en que ambas juntas de estanqueidad metálicas se superponen una sobre otra de modo que se disponen crestas de las bolas de la primera junta de estanqueidad metálica en el lado de la segunda junta de estanqueidad metálica, las crestas de las bolas de la primera junta de estanqueidad metálica hacen tope con la segunda junta de estanqueidad metálica. Por tanto, aumenta la resistencia al contacto por presión entre ambas juntas de estanqueidad metálicas, y puede mejorarse la propiedad de sellado entre ellas, en comparación con un caso en que se permite que las bases de las bolas hagan tope con la segunda junta de estanqueidad metálica.
Además, en un caso en que ambas juntas de estanqueidad metálicas se superponen una sobre otra de modo que la segunda junta de estanqueidad metálica se dispone en el lado de la placa de válvula y la primera junta de estanqueidad metálica se dispone en el lado del cuerpo principal de carcasa, la primera junta de estanqueidad metálica dotada de las bolas entra en contacto bajo presión con el cuerpo principal de carcasa que tiene una precisión de superficie baja, de modo que puede asegurarse una propiedad de sellado satisfactoria entre la junta de estanqueidad metálica y el cuerpo principal de carcasa.
Además, cuando la primera junta de estanqueidad metálica está dotada de dos hileras interna y externa de bolas, una parte de la junta de estanqueidad metálica que tiene una resistencia al contacto por presión alta puede constituirse doblemente fuera de los cilindros, y puede mejorarse adicionalmente la propiedad de sellado entre la placa de válvula y el cuerpo principal de carcasa.
Además, cuando bolas que conectan las dos hileras interna y externa de bolas entre sí se forman fuera del orificio de succión de la primera junta de estanqueidad metálica correspondiente a la abertura de succión de la placa de válvula, en una parte de abertura de succión que tiene una pequeña... [Seguir leyendo]
Reivindicaciones:
1. Método de fabricación de un compresor en el que pistones (41A, 41B, 41) tienen un movimiento alternativo en cilindros (40A, 40B, 40) de un cuerpo (5A) principal de carcasa que constituye una carcasa para realizar un trabajo de compresión y que se constituye fijando culatas (5H) de cilindro con pernos (14) al cuerpo (5A) principal de carcasa a través de un material (13) de sellado y una placa (5G) de válvula, caracterizado porque el método comprende las etapas de superponer una pluralidad de juntas de estanqueidad metálicas unas sobre otras para constituir el material (13) de sellado que va a interponerse entre la placa (5G) de válvula y el cuerpo (5A) principal de carcasa; y seleccionar una o la pluralidad de juntas de estanqueidad metálicas para su uso a partir de juntas de estanqueidad metálicas que tienen una pluralidad de espesores de placa para ajustar las holguras superiores de los pistones (41A, 41B, 41).
2. Método de fabricación de un compresor según la reivindicación 1, en el que la junta de estanqueidad metálica que tiene el espesor de placa seleccionado para el ajuste de las holguras superiores no está dotada de ninguna bola, y una junta de estanqueidad metálica distinta de la junta de estanqueidad metálica está dotada de bolas.
Patentes similares o relacionadas:
 COMPRESOR HERMETICO CON AISLAMIENTO TERMICO INTERNO, del 18 de Octubre de 2010, de WHIRLPOOL S.A.: Un compresor hermético con aislamiento térmico interno que comprende: una carcasa que lleva internamente un bloque de cilindros , en el que está definido […]
COMPRESOR HERMETICO CON AISLAMIENTO TERMICO INTERNO, del 18 de Octubre de 2010, de WHIRLPOOL S.A.: Un compresor hermético con aislamiento térmico interno que comprende: una carcasa que lleva internamente un bloque de cilindros , en el que está definido […]
 VALVULA, EN PARTICULAR PARA COMPRESORES, del 8 de Julio de 2010, de DOTT.ING. MARIO COZZANI S.R.L.: Válvula para compresores alternativos, que comprende un asiento dotado como mínimo de una vía de flujo , un elemento obturador susceptible de obstruir dicha vía […]
VALVULA, EN PARTICULAR PARA COMPRESORES, del 8 de Julio de 2010, de DOTT.ING. MARIO COZZANI S.R.L.: Válvula para compresores alternativos, que comprende un asiento dotado como mínimo de una vía de flujo , un elemento obturador susceptible de obstruir dicha vía […]
Separador de electrolizador y electrolizador equipado con dicho separador, del 1 de Julio de 2020, de AREVA H2Gen: Separador para célula de electrolizador, de forma sensiblemente anular y que comprende: una parte periférica que presenta […]
Intercambiador de calor para vehículo automóvil, del 6 de Mayo de 2020, de VALEO SYSTEMES THERMIQUES: Intercambiador de calor entre un primer y un segundo fluido, principalmente para la alimentación de aire de un motor térmico de vehículo automóvil, […]
Malla metálica rizada expandida encapsulada para aplicaciones de sellado y aplicaciones de blindaje EMI, del 9 de Enero de 2019, de PARKER-HANNIFIN CORPORATION: Una junta de blindaje EMI para la colocación compresible entre una primera superficie de aeronave y una segunda superficie de aeronave para […]
Manguito interno de estanqueidad con sección intermedia deformable, del 16 de Noviembre de 2018, de GRAF Patentverwertungs GbR: Manguito interno de estanqueidad para su utilización en tubos, para sellar fugas en los mismos, con una banda doblada sobre sí misma en forma de […]
Junta de conexión de brida metálica, del 15 de Noviembre de 2018, de Otechos AS: Junta de conexión de brida metálica para ubicarse entre bridas que pueden atraerse opuestas, exhibiendo la junta sobre cada una […]
 Elemento de estanqueidad de una turbomáquina axial, del 27 de Septiembre de 2018, de MTU Aero Engines AG: Disposición de estanqueidad de una turbomáquina axial para estanqueizar zonas en o junto a al menos dos piezas componentes estáticas de la turbomáquina, […]
Elemento de estanqueidad de una turbomáquina axial, del 27 de Septiembre de 2018, de MTU Aero Engines AG: Disposición de estanqueidad de una turbomáquina axial para estanqueizar zonas en o junto a al menos dos piezas componentes estáticas de la turbomáquina, […]