COLADA CONTINUA HORIZONTAL DE METALES.
Un molde de colada horizontal para una colada horizontal de aluminio fundido que comprende un cuerpo del molde que forma una cavidad de extremo abierto del molde que tiene un extremo de entrada y un extremo de salida,
un primer miembro anular permeable de pared montado en el cuerpo del molde adyacente al extremo de entrada de la cavidad del molde, formando una cara interna de la misma una cara interior del molde, una placa refractaria de transición montada en el extremo de entrada de la cavidad del molde, proporcionando dicha placa de transición una abertura de entrada del molde que tiene un corte transversal menor que el de la cavidad del molde y proporcionando de ese modo un reborde anular en el extremo de entrada de la cavidad, un medio de alimentación para introducir aluminio fundido a través de dicha abertura de entrada, y conductos primero y segundo para introducir un gas dentro de dicha cavidad del molde, colocado dicho primer conducto más cercano al reborde anular que el segundo conducto, en el que el primer conducto está adaptado para introducir gas para formar una cavidad libre de metal en una esquina entre el reborde y la pared de la cavidad y el segundo conducto está adaptado para introducir gas a través de dicho miembro permeable de pared para entrar en contacto con el aluminio adyacente a la cara interior del molde, y el primer conducto está conectado a una fuente de gas que es más reactivo al aluminio fundido y el segundo conducto está conectado a una fuente de gas que es menos reactivo al aluminio fundido, en el que el gas más reactivo es un gas que reacciona con el aluminio fundido para formar una capa o corteza sobre el mismo
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/CA2004/002107.
Solicitante: NOVELIS, INC..
Nacionalidad solicitante: Canadá.
Dirección: 191 EVANS AVENUE,TORONTO, ON M8Z 1J5.
Inventor/es: SALEE,DAVID A, BOWLES,WADE LEE, HAMBY,JACK, FISCHER,ALEXANDER J.
Fecha de Publicación: .
Fecha Concesión Europea: 28 de Abril de 2010.
Clasificación Internacional de Patentes:
- B22D11/045 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B22 FUNDICION; METALURGIA DE POLVOS METALICOS. › B22D COLADA DE METALES; COLADA DE OTRAS MATERIAS POR LOS MISMOS PROCEDIMIENTOS O CON LOS MISMOS DISPOSITIVOS (trabajo de materias plásticas o sustancias en estado plástico B29C; tratamientos metalúrgicos, empleo de sustancias específicas que se añaden al metal C21, C22). › B22D 11/00 Colada continua de metales, es decir, obteniendo productos de longitud indefinida (estirado, extrusión del metal B21C). › para colada horizontal (B22D 11/049 - B22D 11/059 tienen prioridad).
- B22D11/049 B22D 11/00 […] › para colada con enfriamiento directo, p. ej. colada en un campo electromagnético.
- B22D11/04G
- B22D11/07 B22D 11/00 […] › Lubrificación de moldes.
Clasificación PCT:
- B22D11/045 B22D 11/00 […] › para colada horizontal (B22D 11/049 - B22D 11/059 tienen prioridad).
- B22D11/049 B22D 11/00 […] › para colada con enfriamiento directo, p. ej. colada en un campo electromagnético.
Clasificación antigua:
- B22D11/045 B22D 11/00 […] › para colada horizontal (B22D 11/049 - B22D 11/059 tienen prioridad).
- B22D11/07 B22D 11/00 […] › Lubrificación de moldes.
- B22D11/117 B22D 11/00 […] › mediante tratamiento con gases (B22D 11/118, B22D 11/119 tienen prioridad).
- B22D21/04 B22D […] › B22D 21/00 Colada de metales no férreos o de compuestos metálicos, en la medida en que sus propiedades metalúrgicas afectan al procedimiento de colada (equipos para la colada en vacío B22D 18/00 ); Utilización de composiciones apropiadas. › Colada de aluminio o magnesio.
- B22D27/00 B22D […] › Tratamiento del metal en el molde durante el estado líquido o plástico (B22D 7/12, B22D 11/10, B22D 18/00, B22D 43/00 tienen prioridad).
- B22D7/00 B22D […] › Colada de lingotes (equipos para el transporte del metal líquido B22D 35/00).
Fragmento de la descripción:
Colada continua horizontal de metales.
Campo técnico
La presente invención versa acerca de una colada continua horizontal de metales, en particular metales ligeros tales como aluminio y sus aleaciones.
Técnica anterior
En la colada horizontal continua de metales, tal como aluminio, se mantiene el metal fundido en un depósito aislado y desde ahí se introduce dentro del extremo de entrada de una cavidad del molde horizontal de extremo abierto que tiene un eje generalmente horizontal. Dentro de la cavidad del molde se refrigera inicialmente el metal fundido lo suficiente como para formar un cuerpo metálico que comprende una capa o corteza externa que rodea un núcleo metálico aún fundido. Según sale este cuerpo metálico de la cavidad del molde, se le pulveriza refrigerante líquido, por ejemplo agua, para un enfriamiento y una solidificación adicionales.
Se introduce el metal fundido dentro de la cavidad del molde a través de una abertura o buza que tiene un corte transversal menor que el de la cavidad del molde, de manera que se forma un borde o un saliente en el extremo de entrada de la cavidad del molde. Normalmente, esta buza de entrada de metal es una placa refractaria con una abertura de entrada.
Según entra el metal fundido a través de la buza de entrada y se expande hacia fuera para llenar la cavidad del molde, se forma un menisco metálico entre el saliente de entrada y la pared periférica de la cavidad del molde. Por detrás de este menisco hay una cavidad de espacio relativamente libre de metal.
Para conseguir un flujo fluido de metal a través de la cavidad del molde sin que se adhiera a la pared de la cavidad, es bien conocido que se debe inyectar tanto un gas como un lubricante dentro del molde. En la patente US nº 4.157.728 se introduce un chorro de aire presurizado dentro de la cavidad por detrás del menisco para expandir el menisco hacia abajo por la pared periférica de la cavidad del molde. Además, se introduce un aceite para lubricar la pared de la cavidad del molde.
Wagstaff et al., patente U.S. nº 4.598.763 describe un sistema para inyectar una mezcla de gas y lubricante dentro de la cavidad del molde por medio de una porción permeable de pared de la pared periférica de la cavidad del molde. Se mezclan el gas y el lubricante en la pared permeable y son suministrados a la pared periférica de la cavidad. En una colada horizontal, se vuelve más complejo el problema de evitar la adherencia por la diferencia en la carga metalostática entre la parte superior y la parte inferior del molde que actúan en combinación con las distintas relaciones entre la placa refractaria de transición (con forma de disco) y la pared (cilíndrica) del molde. La inyección de gas en dichos moldes puede provocar que el óxido que se forma en la superficie del lingote emergente esté formado de forma desigual en torno a la periferia del lingote emergente con la formación resultante de defectos de la superficie.
Watts, patente nº 3.630.266 describe una máquina de fundición horizontal en el que se inyecta gas por medio de pasadizos dentro de la cavidad del molde, por ejemplo, por detrás del menisco. El gas puede contener diversos lubricantes y se controla el flujo por medio de mediciones de la carga metálica.
En Suzuki et al., patente U.S. nº 4.653.571 también se introduce gas dentro de las esquinas de entrada del molde, es decir, la cavidad detrás del menisco. Este diseño utiliza canales separados para introducir gas y lubricante y proporciona canales para controlar el escape de gas en ciertas ubicaciones en torno al molde.
En Johansen et al., solicitud internacional WO 91/00353, se suministra gas a una pared permeable en torno a la periferia del molde desde segmentos separados en torno al molde.
En Wagstaff, patente U.S. nº 6.260.602 se describe un sistema de colada horizontal continua en el que la cavidad del molde tiene un ahusamiento hacia fuera y hay chorros de agua para refrigerar en una configuración alternada. El grado de ahusamiento y la colocación de los chorros de agua en torno al molde pueden variar para equilibrar las fuerzas de ensanchamiento con las fuerzas de contracción térmica y conseguir de esta manera una forma deseada de lingote. Por lo tanto, puede utilizarse en una máquina de fundición horizontal para obtener un lingote de corte transversal circular de un molde en el que se somete al metal a fuerzas gravitacionales desiguales.
En Ohno, patente U.S. nº 4.605.056 se describe un sistema de colada horizontal continua en el que se proporciona un sistema de calentamiento auxiliar dentro del molde para retrasar la solidificación del metal.
La formación de una superficie coherente en el cuerpo metálico formado dentro del molde es un aspecto importante de la colada continua horizontal. Por ejemplo, una corteza o capa externa desigual o incoherente dentro del molde puede adherirse al molde, lo que tiene como resultado una superficie irregular en un lingote fundido o puede producirse un "rebose" de metal fundido.
Es un objetivo de la presente invención proporcionar un procedimiento mejorado para controlar el paso fluido del metal a través de una cavidad del molde horizontal y para conseguir, de ese modo, un lingote fundido con propiedades superficiales mejoradas.
Es un objetivo adicional de la presente invención poder aumentar el flujo térmico a través de la superficie del lingote emergente y conseguir una solidificación más rápida del lingote fundido.
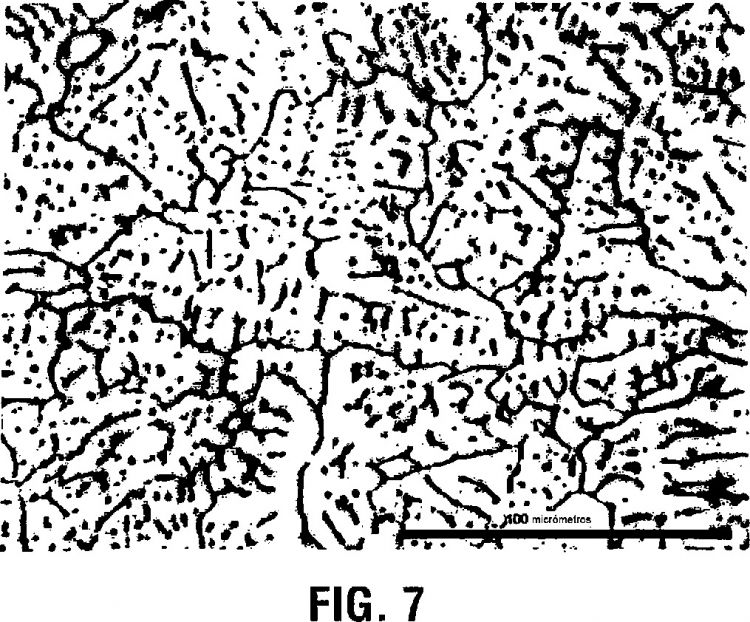
Otro objetivo adicional de la presente invención es obtener un lingote fundido que tenga una microestructura mejorada.
Otro objetivo adicional de la presente invención es proporcionar un medio para controlar de forma fiable el uso de lubricante para mejorar la calidad de la superficie del lingote fundido.
Revelación de la invención
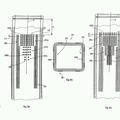
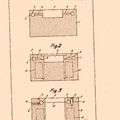
En un aspecto, la presente invención versa acerca de un molde para una colada horizontal de metal fundido que comprende un cuerpo del molde que forma una cavidad de extremo abierto del molde que tiene un extremo de entrada y un extremo de salida. Hay montado un miembro de pared permeable anular en el cuerpo del molde adyacente al extremo de entrada de la cavidad del molde, formando una cara interna de la misma una cara interior del molde. Hay montada una placa refractaria de transición en el extremo de entrada de la cavidad del molde, proporcionando esta placa de transición una abertura de entrada del molde que tiene un corte transversal menor que el de la cavidad del molde. Esto proporciona un reborde anular en el extremo de entrada de la cavidad. Se proporcionan medios para introducir aluminio fundido a través de la abertura de la entrada. También se proporcionan conductos separados para introducir un gas dentro del reborde y la cara interna por medio del medio de pared permeable.
El gas introducido en el reborde forma una cavidad de espacio libre de metal detrás de un menisco metálico que se forma en la esquina entre el reborde y la pared de la cavidad.
La introducción de gas a la cara interna forma una capa de gas entre el metal y la pared de la cavidad.
Preferentemente, también se introduce lubricante por medio de un conducto para que fluya dentro del medio de pared permeable. Este conducto está ubicado entre los dos conductos de gas.
En una realización el conducto de gas que alimenta el reborde se comunica con el espacio o cavidad libre de metal en la esquina detrás del menisco metálico por medio de una pluralidad de ranuras o canales finos. En una realización particularmente preferente, este conducto de gas se comunica con la cavidad libre de metal por medio de una porción del medio de pared permeable.
Los dos conductos de gas están alimentados con distintos gases, siendo el gas que se comunica con la cavidad libre de metal más reactivo con el aluminio fundido que el gas que se comunica con la cara interna del molde.
El gas más reactivo que se utiliza es uno que reacciona con el aluminio fundido, por ejemplo oxígeno, aire, silano, SF6 o metano, incluyendo mezclas de dicho gas en un gas inerte para formar una capa o corteza sobre el mismo. Cuando se utiliza oxígeno, aire o una mezcla de estos gases en un gas inerte (es decir, el gas reactivo es un gas oxidante), la capa comprende óxidos de aluminio y/o algunos de sus elementos de aleación. El gas menos reactivo que se utiliza es uno que reacciona comparativamente menos con el aluminio fundido y puede incluir aire, nitrógeno o gas inerte puro. El aire puede ser un...
Reivindicaciones:
1. Un molde de colada horizontal para una colada horizontal de aluminio fundido que comprende un cuerpo del molde que forma una cavidad de extremo abierto del molde que tiene un extremo de entrada y un extremo de salida, un primer miembro anular permeable de pared montado en el cuerpo del molde adyacente al extremo de entrada de la cavidad del molde, formando una cara interna de la misma una cara interior del molde, una placa refractaria de transición montada en el extremo de entrada de la cavidad del molde, proporcionando dicha placa de transición una abertura de entrada del molde que tiene un corte transversal menor que el de la cavidad del molde y proporcionando de ese modo un reborde anular en el extremo de entrada de la cavidad, un medio de alimentación para introducir aluminio fundido a través de dicha abertura de entrada, y conductos primero y segundo para introducir un gas dentro de dicha cavidad del molde, colocado dicho primer conducto más cercano al reborde anular que el segundo conducto, en el que el primer conducto está adaptado para introducir gas para formar una cavidad libre de metal en una esquina entre el reborde y la pared de la cavidad y el segundo conducto está adaptado para introducir gas a través de dicho miembro permeable de pared para entrar en contacto con el aluminio adyacente a la cara interior del molde, y el primer conducto está conectado a una fuente de gas que es más reactivo al aluminio fundido y el segundo conducto está conectado a una fuente de gas que es menos reactivo al aluminio fundido, en el que el gas más reactivo es un gas que reacciona con el aluminio fundido para formar una capa o corteza sobre el mismo.
2. Un molde como se reivindica en la reivindicación 1, que incluye un tercer conducto para introducir un lubricante dentro del miembro permeable de pared, estando ubicado dicho tercer conducto entre el primer conducto y el segundo conducto.
3. Un molde como se reivindica en la reivindicación 1, en el que el primer conducto está conectado por medio de ranuras a la cavidad para introducir gas dentro de la cavidad.
4. Un molde como se reivindica en la reivindicación 1, en el que el primer conducto está conectado por medio de la pared permeable con la cavidad para introducir gas a la cavidad.
5. Un molde como se reivindica en la reivindicación 2, que también incluye una barrera impermeable en el miembro permeable de pared ubicado entre el primer conducto y el tercer conducto.
6. Un molde como se reivindica en la reivindicación 2, que también incluye una barrera impermeable en el miembro permeable de pared ubicado entre el segundo conducto y el tercer conducto.
7. Un molde como se reivindica en la reivindicación 1, que incluye detectores ubicados para medir una resistencia eléctrica entre la pared de la cavidad del molde y el aluminio fundido presente en el molde durante la colada.
8. Un molde como se reivindica en la reivindicación 1, en el que la cavidad del molde está ahusada hacia fuera en la dirección del flujo de metal.
9. Un molde como se reivindica en la reivindicación 8, en el que el ahusamiento varía en torno a la circunferencia de la cavidad del molde.
10. Un molde como se reivindica en la reivindicación 1, en el que la abertura de entrada del molde tiene un corte transversal no circular para producir un lingote que tiene un corte transversal circular.
11. Un molde como se reivindica en la reivindicación 10, en el que la abertura de entrada del molde no es circular.
12. Un molde como se reivindica en la reivindicación 1, en el que el cuerpo del molde incluye canales de suministro de refrigerante conectados con aberturas de descarga de refrigerante en el extremo de salida del molde.
13. Un molde como se reivindica en la reivindicación 12, en el que las aberturas de descarga de refrigerante se encuentran en ubicaciones alternadas y los tamaños de las aberturas de descarga y los ángulos de descarga varían en torno al molde.
14. Un molde como se reivindica en una cualquiera de las reivindicaciones precedentes, que comprende conductos para introducir un lubricante a través de dicha porción permeable de pared y que entran en contacto con el metal adyacente a la cara interior del molde, y un medio para controlar la cantidad de lubricante que está siendo suministrada a la cavidad del molde que comprende detectores ubicados para medir la resistencia eléctrica entre la pared de la cavidad del molde y el metal fundido presente en el molde durante la colada, siendo indicativa dicha resistencia eléctrica de la cantidad de lubricante en contacto con el metal.
15. Un procedimiento para una colada continua horizontal de aluminio fundido que comprende:
16. Un procedimiento como se reivindica en la reivindicación 15, en el que el gas en el primer flujo está seleccionado del grupo constituido por oxígeno, aire, silano, SF6 y metano o una mezcla de un gas inerte con uno o más de dicho grupo.
17. Un procedimiento como se reivindica en la reivindicación 16, en el que dicho gas en el primer flujo es una mezcla de argón y oxígeno.
18. Un procedimiento como se reivindica en la reivindicación 15, en el que el segundo flujo de gas pasa a través de la porción permeable de pared.
19. Un procedimiento como se reivindica en la reivindicación 18, en el que el segundo flujo de gas es una mezcla de oxígeno en un gas inerte, y el primer flujo de gas es oxígeno.
20. Un procedimiento como se reivindica en la reivindicación 18, en el que el gas en el segundo flujo está seleccionado del grupo constituido por aire, nitrógeno y un gas inerte.
21. Un procedimiento como se reivindica en la reivindicación 20, en el que el gas en el segundo flujo es argón.
22. Un procedimiento como se reivindica en la reivindicación 18, en el que se introduce un flujo de lubricante a través de la porción permeable de pared y entra en contacto con la capa del cuerpo de aluminio en una ubicación entre el primer flujo de gas y el segundo flujo de gas.
23. Un procedimiento como se reivindica en la reivindicación 22, en el que se evita que el flujo de lubricante entre en contacto con el primer flujo de gas antes de que el primer flujo de gas entre en la cavidad del molde.
24. Un procedimiento como se reivindica en la reivindicación 22, en el que se evita que el flujo de lubricante entre en contacto con el segundo flujo de gas antes de que el segundo flujo de gas entre en la cavidad del molde.
25. Un procedimiento como se reivindica en la reivindicación 15, en el que el gas en el primer flujo es suministrado como un gas, un gas que contiene un líquido o un líquido que contiene un gas.
26. Un procedimiento como se reivindica en la reivindicación 22, en el que el lubricante contiene un gas adi- cional.
27. Un procedimiento como se reivindica en la reivindicación 26, en el que el primer flujo de gas en el lubricante reacciona con el gas en la cavidad para formar un producto de reacción modificado en el cuerpo de aluminio.
28. Un procedimiento como se reivindica en la reivindicación 15, en el que se alimenta el aluminio fundido a través de la abertura de entrada del molde que tiene un corte transversal no circular para obtener un lingote que tiene un corte transversal circular.
29. Un procedimiento como se reivindica en la reivindicación 28, en el que se introduce el aluminio fundido a través de la abertura de entrada del molde que está ubicada descentrada.
30. Un procedimiento como se reivindica en la reivindicación 15, en el que se dirigen chorros de líquido refrigerante sobre un lingote en formación según sale de la cavidad del molde.
31. Un procedimiento como se reivindica en la reivindicación 30, en el que el líquido refrigerante enfría el lingote en formación con una tasa superior a 100ºC/seg, formando de ese modo una estructura de grano fino dentro del lingote.
32. Un procedimiento como se reivindica en la reivindicación 15, en el que se mide una resistencia eléctrica entre el molde y un lingote que se está formando dentro del molde y se varía el flujo de lubricante a la pared permeable del molde en base a la resistencia medida.
33. Un procedimiento como se reivindica en una cualquiera de las reivindicaciones 15 a 32, en el que las condiciones del proceso son tales como para producir un lingote de aleación de aluminio fundido, teniendo dicho lingote fundido una estructura uniforme según está fundido con una separación media entre los brazos dendríticos menor que 10 micrómetros.
34. Un procedimiento como se reivindica en una cualquiera de las reivindicaciones 15 a 33, en el que las condiciones del proceso son tales como para producir un lingote fundido que tiene una irregularidad (Rz) de la superficie menor que 50 micrómetros en al menos el 50% del área circunferencial.
Patentes similares o relacionadas:
 Cristalizador para colada continua, del 9 de Marzo de 2016, de DANIELI & C. OFFICINE MECCANICHE S.P.A.: Cristalizador para la colada continua de productos de metal alargados tales como desbastes o palanquillas , del tipo refrigerado por una […]
Cristalizador para colada continua, del 9 de Marzo de 2016, de DANIELI & C. OFFICINE MECCANICHE S.P.A.: Cristalizador para la colada continua de productos de metal alargados tales como desbastes o palanquillas , del tipo refrigerado por una […]
 EQUIPO PARA LA COLADA CONTINUA DE METAL , EN PARTICULAR ALUMINIO, del 19 de Febrero de 2010, de NORSK HYDRO ASA: Un equipo para la colada horizontal y continua de metal, en particular, aluminio, de tal modo que el equipo incluye un depósito o balsa aislada […]
EQUIPO PARA LA COLADA CONTINUA DE METAL , EN PARTICULAR ALUMINIO, del 19 de Febrero de 2010, de NORSK HYDRO ASA: Un equipo para la colada horizontal y continua de metal, en particular, aluminio, de tal modo que el equipo incluye un depósito o balsa aislada […]
PLATAFORMA DE MOLDEO CON UN SISTEMA PARA PROPORCIONAR UN FLUJO CONSTANTE A TRAVES DE MULTIPLES PAREDES PERIMETRALES PERMEABLES EN UNA LINGOTERA., del 1 de Mayo de 2007, de WAGSTAFF INC.: Una plataforma de moldeo para moldear continuamente metal, comprendiendo la plataforma de moldeo: a. una pluralidad de lingoteras unidas a la plataforma […]
CABEZAL CALIENTE PARA COQUILLA DE COLADA CONTINUA., del 1 de Diciembre de 2005, de VAW ALUMINIUM AG: Coquilla de cabezal caliente para una instalación de colada continua constituida por un cabezal caliente situado en el lado superior […]
EQUIPO PARA COLADA CONTINUA EN HORIZONTAL DE METAL., del 1 de Julio de 2005, de NORSK HYDRO ASA: Un equipo para la colada continua en horizontal de metal, en particular aluminio, incluyendo el equipo un depósito o pileta aislada , que se ha diseñado para contener un […]
EQUIPO DE COLADA., del 16 de Diciembre de 2000, de NORSK HYDRO ASA: SE PRESENTA UN EQUIPO DE MOLDEADO PARA EL MOLDEADO SEMICONTINUO EN AGUAS DE METALES, EN PARTICULAR EL MOLDEADO DE LINGOTES DE ALUMINIO, QUE COMPRENDE UNA […]
PROCEDIMENTO DE LUBRIFICACION DE LAS PAREDES DE UNA LINGOTERA DE COLADA CONTINUA DE METALES Y LINGOTERA PARA LLEVAR A CABO DICHO PROCEDIMIENTO., del 16 de Noviembre de 2000, de SOGEPASS ASCOMETAL (SOCIETE ANONYME) CENTRE DE RECHERCHES METALLURGIQUES CENTRUM VOOR RESEARCH IN DE METALLURGIE ASSOC. SANS BUT LUCRATIF SOLLAC S.A. UGINE-SAVOIE IMPHY SOCIETE ANONYME DES FORGES ET ACIERIES DE DILLING: LA INVENCION SE REFIERE A UN PROCEDIMIENTO DE LUBRICACION DE UNA LINGOTERA DE COLADA CONTINUA DE UN PRODUCTO METALICO DEL TIPO QUE COMPRENDE UN ELEMENTO TUBULAR METALICO […]
 MEJORAS INTRODUCIDAS EN LA FABRICACIÓN DE LINGOTERAS, del 1 de Julio de 1960, de SOCIÉTÉ D¿ELECTRO - CHIMIE, D¿ELECTRO-METALLURGIE ET DES ACIERIES ELECTRIQUES D¿USINE: Mejoras introducidas en la fabricación de lingoteras provistas de un ánima de conducción del metal líquido para la colada continua, con lubricación […]
MEJORAS INTRODUCIDAS EN LA FABRICACIÓN DE LINGOTERAS, del 1 de Julio de 1960, de SOCIÉTÉ D¿ELECTRO - CHIMIE, D¿ELECTRO-METALLURGIE ET DES ACIERIES ELECTRIQUES D¿USINE: Mejoras introducidas en la fabricación de lingoteras provistas de un ánima de conducción del metal líquido para la colada continua, con lubricación […]