Clavija de enchufe moldeada mediante procedimiento de extrusión.
Procedimiento para la fabricación de una clavija (1) de enchufe con un extremo (2) de unión para la unión con un hilo de conexión a red y una zona central (4) que conduce del extremo (2) de unión a un extremo de contacto (3) situado en el lado de contacto del tomacorriente,
caracterizado porque la zona central (4) se configura mediante conformación por extrusión y de manera hueca y el extremo de unión, como extremo (2a) de engaste.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/DE2008/001300.
Solicitante: GLOBAL GENIUS (HONG KONG) LIMITED.
Nacionalidad solicitante: China.
Dirección: 39 SHOUSON HILL ROAD MING VILLAS SHOUSON HILL HONG KONG CHINA.
Inventor/es: TALLER, MICHAEL.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- H01R13/04 ELECTRICIDAD. › H01 ELEMENTOS ELECTRICOS BASICOS. › H01R CONEXIONES CONDUCTORAS DE ELECTRICIDAD; ASOCIACION ESTRUCTURAL DE UNA PLURALIDAD DE ELEMENTOS DE CONEXION ELECTRICA AISLADOS UNOS DE OTROS; DISPOSITIVOS DE ACOPLAMIENTO; COLECTORES DE CORRIENTE. › H01R 13/00 Detalles de dispositivos de acoplamiento de los tipos cubiertos por los grupos H01R 12/70 o H01R 24/00 - H01R 33/00. › Clavijas o láminas para el funcionamiento con enchufes.
- H01R4/18 H01R […] › H01R 4/00 Conexiones conductoras de electricidad entre varias piezas conductoras de contacto directo, es decir, que se tocan el uno al otro; Medios para realizar o mantener tales contactos; Conexiones conductoras de electricidad con dos o más emplazamientos de conexión espaciados para los conductores y utilizando piezas de contacto que penetran en el aislamiento. › por engarce (H01R 4/01, H01R 4/24 tiene prioridad).
- H01R43/16 H01R […] › H01R 43/00 Aparatos o procedimientos especialmente adaptados a la fabricación, montaje, entretenimiento o la reparación de conectores de líneas o de colectores de corriente o para acoplar conductores eléctricos (líneas para trole B60M 1/28). › para la fabricación de piezas de contacto, p. ej. por troquelado y plegado.
PDF original: ES-2448425_T3.pdf
Fragmento de la descripción:
Clavija de enchufe moldeada mediante procedimiento de extrusión La invención se refiere a un procedimiento para la fabricación de una clavija de enchufe, así como a un puente de enchufe, un enchufe de red, así como a una línea de conexión a red y un aparato eléctrico con el mismo, respectivamente unido con tal clavija de enchufe.
Las clavijas de enchufe son conocidas en sí. Éstas se usan en enchufes de red de aparatos eléctricos para posibilitar un contacto entre el hilo conductor de electricidad del cable de conexión a red y los elementos de contacto en un tomacorriente bajo tensión.
A tal efecto, las clavijas de enchufe se fijan típicamente en puentes de enchufe, en los que se funden de manera que quedan situadas a una distancia correcta entre sí desde el punto de vista geométrico y sobresalen correctamente del material de plástico de aislamiento eléctrico. El puente de enchufe puede presentar abrazaderas elásticas de puesta a tierra, así como elementos de filtro y similares en determinadas aplicaciones. En la fabricación de un cable de conexión a red mediante el uso de este puente de enchufe se aíslan primero los hilos de un cable de conexión a red y a continuación se unen fijamente con los extremos de unión de las clavijas de enchufe. Después de fijarse los hilos se forma alrededor de la zona de unión el cuerpo de sujeción típicamente de PVC mediante el procedimiento de moldeo por inyección. El cuerpo de sujeción aísla los elementos de contacto para que no se puedan tocar y puede prever una descarga de tracción, etc.
La multiplicidad de aparatos eléctricos necesarios en la vida diaria indica que los cables de red y, por tanto, también los puentes de enchufe y los elementos usados, como las clavijas de enchufe, son productos de gran consumo. Los elementos correspondientes se fabrican como tales bajo la presión considerable de los costos. A pesar de la presión de los costos es necesario garantizar un alto nivel de seguridad, porque los errores en la producción pueden tener consecuencias letales para el usuario del enchufe de red, por ejemplo, debido a incendios, o porque el usuario puede recibir una descarga eléctrica como resultado de los errores de procesamiento.
Ya son conocidas una multiplicidad de clavijas de enchufe. Típicamente estas se tornean en el estado de la técnica, lo que requiere la adición no deseada de plomo al usarse por lo general el latón como material bruto.
Del documento DE10203171A1 ya se conoce una clavija de enchufe eléctrica con núcleo conductor de electricidad mediante la técnica de extrusión, cuándo la clavija de enchufe eléctrica se ha de poder insertar en un tomacorriente de red y debe de presentar un núcleo conductor de electricidad con una zona de contacto para establecer el contacto eléctrico con el tomacorriente de red y una zona de conexión para establecer el contacto con un componente eléctrico. En el documento DE10203171A1 se indica que el núcleo conductor de electricidad está fabricado mediante un procedimiento de extrusión. El núcleo conductor de electricidad debe servir en especial para una clavija europea y estar recubierto de un revestimiento de aislamiento eléctrico en una zona central.
Del documento DE10323850C2 se conoce un conector eléctrico que está compuesto esencialmente de dos elementos enchufables de contacto con una orientación igual o de un elemento enchufable de contacto y un elemento de conexión de igual orientación respecto a este último, estando previsto en la zona de transición de los dos elementos unidos entre sí un tope de posición que sobresale hacia afuera, se extiende al menos aproximadamente por toda la circunferencia del conector y finaliza en cantos vivos. Se indica que el tope de posición debe estar formado mediante una zona exterior en forma de anillo circular de un elemento circular de cierre moldeado en forma de una sola pieza en uno de los dos elementos o mediante un elemento circular de separación situado entre los dos elementos. Se indica asimismo una fabricación sin arranque de virutas, pero no se abordan explícitamente las conformaciones por extrusión.
Una conformación por extrusión se menciona también en el documento DE10041516A1 que se refiere, sin embargo, a un dispositivo eléctrico de conexión de alta intensidad con un alojamiento para un conductor eléctrico, en el que se puede fijar permanentemente el dispositivo de conexión, así como se refiere a un contacto enchufable elástico para la conexión a un contraenchufe. Debido a los extremos elásticos mostrados resulta inadecuada la disposición para enchufes de red. En este caso aparece representada también una disposición compuesta de varias piezas.
Del documento US-PS4597281 se conoce una conformación de una aleación de metal por extrusión para la fabricación de contactos eléctricos de escobillas. En este caso, los contactos de escobillas de diámetro diferente en los extremos opuestos se deben fabricar mediante un procedimiento de varias etapas.
Se desea dar a conocer un enchufe de red que garantice un alto nivel de seguridad con gastos generales pequeños.
La invención se basa en el objetivo de proporcionar un procedimiento para la fabricación de una clavija de enchufe, así como una clavija de enchufe, debiéndo caracterizarse el procediemiento y la clavija de enchufe a través costos generales pequeños, alto aprovechamiento de material así como bajo peso y estabilidad mecánica mejorada.
La invención además se basa en el objetivo de proporcionar productos intermedios y finales correspondientes con tal clavija de enchufe.
Los objetivos precitados se alcanzan según la invención mediante las reivindicaciones 1 a 18. Realizaciones preferidas de la invención son objeto de las reivindicaciones dependientes.
Productos finales e intermedios con tal clavija de enchufe son objeto de las reivindicaciones 29 a 32.
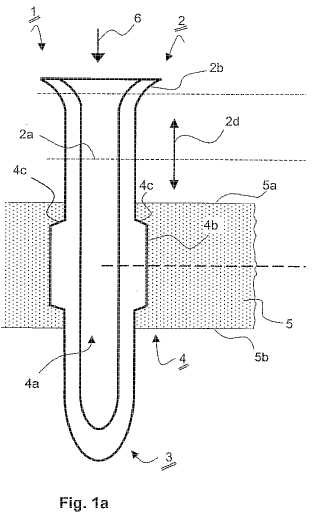
Por tanto, la presente invención propone en una primera idea fundamental una clavija de enchufe con un extremo de unión para la unión con un hilo de conexión a red y una zona central que está moldeada mediante conformación por extrusión, que conduce del extremo de unión a un extremo de contacto situado en el lado de contacto del tomacorriente y en la que está previsto que el extremo de unión esté formado como extremo de engaste y la zona central esté formada al menos esencialmente de manera hueca.
Por tanto, un primer aspecto esencial de la presente invención se basa en el conocimiento de que la clavija de enchufe se puede mejorar al preverse una forma hueca en la zona central simultáneamente con la creación de un extremo de engaste. Las propiedades del material de la zona central varían debido a la conformación por extrusión, incluso si ésta se forma de manera hueca. Esto resulta válido especialmente si la clavija de enchufe se forma a partir de un material macizo, lo que es posible, pero no forzosamente necesario. La variación de las propiedades de la zona central, que se produce durante la conformación por extrusión, mejora sorprendentemente su estabilidad mecánica, de modo que también en caso de una configuración comparativamente delgada de la pared en la zona central y, por tanto, un gran ahorro de material no se ha de esperar un pandeo u otra deformación, como puede ocurrir, por ejemplo, en ensayos de caída de tambor, a los que se someten regularmente los puentes de enchufe para su aprobación.
Habría que mencionar que en caso necesario se puede prever un tratamiento térmico en la zona, en la que se produzca una variación demasiado grande de las propiedades del material, en especial de la ductilidad o dureza, debido a la conformación por extrusión realizada necesariamente en varias etapas y evidente para el técnico de conformación por extrusión. Ésta se puede llevar a cabo en forma de un tratamiento térmico posterior en clavijas de enchufe prefabricadas o fabricadas parcialmente o mediante conformación por extrusión en caliente, es decir, conformación por extrusión de un material precalentado.
Los pasos de mecanizado que tienen lugar durante un procedimiento de producción, tampoco provocan una deformación de las zonas centrales formadas mediante conformación por extrusión y, por lo general, endurecidas. Contrario a lo esperado, es posible aún engastar el extremo de unión. En cualquier caso, esto no era de esperar o no se podía esperar de una forma fácil, porque el engaste es un proceso altamente dinámico y aquí no se desea típicamente un material que se haya endurecido debido a la conformación y que quizás incluso se haya vuelto quebradizo o rígido. Sin embargo, se comprobó que a pesar de las mejoras en la zona central sigue siendo posible un engaste en la zona de unión, lo que se... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para la fabricación de una clavija (1) de enchufe con un extremo (2) de unión para la unión con un hilo de conexión a red y una zona central (4) que conduce del extremo (2) de unión a un extremo de contacto (3) situado en el lado de contacto del tomacorriente, caracterizado porque la zona central (4) se configura mediante conformación por extrusión y de manera hueca y el extremo de unión, como extremo (2a) de engaste.
2. Procedimiento según la reivindicación 1, caracterizado porque la clavija (1) de enchufe se fabrica mediante la conformación por extrusión con un espacio vacío (4a) en la zona central (4) sobre la base de un material macizo como material de partida.
3. Procedimiento según la reivindicación 1 ó 2, caracterizado porque la conformación por extrusión se realiza en un proceso de conformación por extrusión de varias etapas.
4. Procedimiento según al menos una de las reivindicaciones precedentes 1 a 3, caracterizado porque un extremo delantero de contacto, situado en el lado del tomacorriente, de la clavija (1) de enchufe presenta una zona en la que se deja material macizo.
5. Procedimiento según al menos una de las reivindicaciones precedentes 1 a 4, caracterizado porque se corta a medida un trozo de material macizo, se introduce en un molde de extrusión y se le da la forma inicial deseada mediante un único paso de conformación por extrusión y porque a continuación se introduce un punzón de extrusión en el molde de extrusión y la clavija de enchufe se extrusiona con un espacio vacío (4a) en la zona central (4) .
6. Procedimiento según al menos una de las reivindicaciones precedentes 1 a 5, caracterizado porque la conformación por extrusión se realiza como extrusión directa y/o inversa.
7. Procedimiento según al menos una de las reivindicaciones precedentes 1 a 6, caracterizado porque la conformación por extrusión se realiza mediante un procedimiento con herramientas rígidas.
8. Procedimiento según al menos una de las reivindicaciones precedentes 1 a 7, caracterizado porque la conformación por extrusión se realiza mediante una extrusión hidrostática.
9. Procedimiento según al menos una de las reivindicaciones precedentes 1 a 8, caracterizado porque la clavija de enchufe se fabrica de latón o acero fino y/o se somete después de la conformación por extrusión a un tratamiento superficial, en especial se niquela.
10. Procedimiento según al menos una de las reivindicaciones precedentes 1 a 9, caracterizado porque para la configuración de una protección contra torsión y/o extracción se prevé otro procedimiento distinto a la conformación por extrusión y la protección contra torsión y/o extracción se configura mediante moleteado, embutición y/o estampado.
11. Procedimiento según al menos una de las reivindicaciones precedentes 1 a 10, caracterizado porque la zona central (4) hueca y el extremo (2a) de engaste son formados al mismo tiempo por conformación por extrusión.
12. Procedimiento según al menos una de las reivindicaciones precedentes 1 a 11, caracterizado porque el extremo (2) de unión es ampliado en forma de embudo.
13. Procedimiento según al menos una de las reivindicaciones precedentes 1 a 12, caracterizado porque un espesor de pared en la zona (2a) de engaste se elige de tal forma que se obtiene una pieza final impermeable, especialmente impermeable al gas, pero al menos impermeable a fluidos de plástico, en una ranura de conexión a red.
14. Procedimiento según al menos una de las reivindicaciones precedentes 4 a 13, caracterizado porque la zona del extermo de contacto (3) de la clavija de enchufe (1) corresponde con la parte contactada al introducir en una toma de corriente.
15. Procedimiento según al menos una de las reivindicaciones precedentes 1 a 14, caracterizado porque el conformado por extrusión de un conformado por extrusión hacia adelante multipaso se realiza a través de sellos de presión que actúan a modo multipaso.
16. Procedimiento según al menos una de las reivindicaciones precedentes 1 a 15, caracterizado por un tratamiento térmico en forma de un tratamiento térmico posterior de clavijas de enchufe prefabricadas o fabricadas parcialmente, o a través de la extrusión de un material precalentado.
17. Procedimiento según al menos una de las reivindicaciones precedentes 1 a 16, caracterizado porque una pared de anillo de la clavija de enchufe (1) se forma más delgada en la zona central (4) hueca, cercana al extremo de contacto (3) , que en la zona de engaste.
18. Clavija de enchufe (1) , especialmente una clavija de enchufe de enchufe de red para enchufe con puesta a tierra de norma europea, con un extremo (2) de unión para la unión con una ranura de conexión de red y una zona (4) central que conduce del extremo (2) de unión al extremo (3) de contacto en el lado de tomacorriente, caracterizado porque la zona central (4) está configurada de forma hueca mediante conformación por extrusión y el extremo (2) de unión está configurado como extremo (2a) de engaste.
19. Clavija de enchufe (1) según la reivindicación 18, caracterizada porque el extremo (2) de unión como extremo (2a) de engaste presenta una ampliación.
20. Clavija de enchufe (1) según la reivindicación 19, caracterizada porque la ampliación tiene forma de embudo y/o pestaña y/o se pueden introducir en éste a presión medios de conformación.
21. Clavija de enchufe (1) según al menos una de las reivindicaciones precedentes 18 a 20 , caracterizada por una protección contra torsión y/o extracción para la fijación de la clavija de enchufe en una masa de plástico de puente de enchufe 22. Clavija de enchufe (1) según la reivindicación 21, caracterizada porque la protección contra torsión y/o extracción está configurada mediante moleteado, embutición y/o estampado.
23. Clavija de enchufe (1) según al menos una de las reivindicaciones precedentes 18 a 22, caracterizada porque la clavija de enchufe está hecha de latón o acero fino.
24. Clavija de enchufe (1) según al menos una de las reivindicaciones precedentes 18 a 23, caracterizada porque un extremo delantero (3) de contacto del lado de tomacorriente de la clavija (1) de enchufe presenta una zona en la que se ha dejado material macizo.
25. Clavija de enchufe según al menos la reivindicación 24, caracterizada porque la zona del extremo (3) de contacto de la clavija de enchufe (1) corresponde con la parte contactada al introducir en una toma de corriente.
26. Clavija de enchufe según al menos una de las reivindicaciones precedentes 18 a 25, caracterizada porque un espesor de pared en la zona (2a) de engaste se elige de tal forma que se obtiene una pieza final impermeable, especialmente impermeable al gas, pero al menos impermeable a fluidos de plástico, en una ranura de conexión a red.
27. Clavija de enchufe según al menos una de las reivindicaciones precedentes 18 a 26, caracterizada porque una pared de anillo de la clavija de enchufe (1) se forma más delgada en la zona central (4) hueca, cercana al extremo de contacto (3) , que en la zona de engaste.
28. Clavija de enchufe (1) según al menos una de las reivindicaciones precedentes 18 a 26, prevista para un enchufe con puesta a tierra, en especial un enchufe con doble puesta a tierra de norma europea.
29. Puente de enchufe con al menos una clavija de enchufe según una de las reivindicaciones 18 a 28.
30. Enchufe de red, especialmente enchufe con puesta a tierra de norma europea, con un puente de enchufe según la reivindicación 29.
31. Línea de conexión a red con un puente de enchufe según la reivindicación 29.
32. Aparato eléctrico con una línea de conexión a red según la reivindicación 31.
Patentes similares o relacionadas:
Dispositivo terminal para puesta a tierra de componente eléctrico de corriente continua, del 22 de Enero de 2020, de Lirette, Earl A. III: Un dispositivo terminal para fijar un cable de tierra que se extiende desde un componente eléctrico o electrónico alimentado por CC a una superficie […]
Método para unir un conector a un cable eléctrico, del 22 de Mayo de 2019, de DMC Power, Inc: Un método de unión de un conector a un cable eléctrico que tiene un núcleo rodeado por hilos conductores; comprendiendo el conector: […]
Elemento de contacto y conector enchufable, del 15 de Marzo de 2019, de ERNI Production GmbH & Co. KG: Elemento de contacto para conectores enchufables con contactos de enchufe dispuestos en el lado de enchufe y una conexión […]
 Procedimiento para conectar un elemento de contacto en un conductor eléctrico, del 13 de Febrero de 2019, de NEXANS: Procedimiento para la conexión conductora de electricidad de un elemento de contacto aproximadamente en forma de tira, que está constituido de material conductor de electricidad, […]
Procedimiento para conectar un elemento de contacto en un conductor eléctrico, del 13 de Febrero de 2019, de NEXANS: Procedimiento para la conexión conductora de electricidad de un elemento de contacto aproximadamente en forma de tira, que está constituido de material conductor de electricidad, […]
Procedimiento para conectar un conductor eléctrico con una pieza de contacto eléctrico, del 12 de Febrero de 2019, de AUDI AG: Procedimiento para conectar un conductor eléctrico con una pieza de contacto pieza de contacto eléctrico , que presenta una parte […]
COMPONENTE MAGNÉTICO PARA CONEXIÓN A UNA PLACA DE CIRCUITO IMPRESO, del 12 de Diciembre de 2018, de PREMO, S.L. (100.0%): 1. Componente magnético conectable a una placa de circuito impreso, que comprende al menos un conductor eléctrico según una configuración de tipo Litz, bobinado sobre […]
Conector en ángulo, del 7 de Diciembre de 2018, de NMB-Minebea-GmbH: Conector en ángulo para alta frecuencia con 1.1 un conector exterior , 1.2 una parte conductora exterior en ángulo, que está alojada en el conector […]
CONECTOR, del 11 de Junio de 2018, de TYCO ELECTRONICS (SHANGHAI) CO. LTD: Un conector que comprende un alojamiento y un contacto recibido en el alojamiento. El alojamiento comprende un alojamiento frontal y un alojamiento posterior, siendo fija una […]