BOQUILLA MULTIPLACA Y PROCEDIMIENTO PARA APLICAR UN PATRÓN ALEATORIO DE FILAMENTOS DE ADHESIVOS.
Una boquilla (10) para aplicar un patrón aleatorio de filamentos de adhesivo líquido,
que comprende: una primera y una segunda placa de ajuste de aire de proceso (12, 14), y cada una de dichas primera y segunda placas de ajuste de aire de proceso (12, 14) posee unos respectivos pares de ranuras de aire (160, 162, 164, 166), y cada ranura de aire posee una entrada de aire de proceso (160b, 162b, 164b, 166b) y una salida de aire de proceso (160a, 162a, 164a, 166a) y dichas ranuras de aire (160, 162, 164, 166) de cada par que converge una hacia la otra de tal forma que dichas entradas de aire de proceso (160b, 162b, 164b, 166b) estén más separadas que dichas salidas de aire de proceso (160a, 162a, 164a, 166a) en cada par; una placa de ajuste de adhesivo (16), que posee una pluralidad de ranuras de líquido (150), cada una de ellas con una entrada de líquido (152) y una salida de líquido (154), y dicha placa de ajuste de adhesivo (16) está situada entre dichas primera y segunda placas de ajuste de aire de proceso (12, 14), y paralela a las mismas, de tal forma que una de dichas ranuras de líquido (156) se extienda de forma generalmente central entre un par de dichas ranuras de aire (160, 162, 164, 166) en dicha primera placa de ajuste de aire de proceso (12) y un par de dichas ranuras de aire (160, 162, 164, 166) en dicha segunda placa de ajuste de aire de proceso (14), con lo cual se asocia un grupo de cuatro salidas de aire de proceso (160a, 162a, 164a, 166a) con cada una de dichas salidas de líquido (154), y cada una de dichas ranuras de líquido (150) está adaptada para recibir el adhesivo líquido presurizado, en dicha entrada de líquido (152) y emitir un filamento de adhesivo líquido en dicha salida de líquido (154) y cada una de dichas ranuras de aire de proceso (160, 162, 164, 166) adaptada para recibir aire de proceso presurizado en dichas entradas de aire de proceso (160b, 162b, 164a, 166a) y emitir aire de proceso presurizado desde cada uno de dichos grupos de cuatro salidas de aire de proceso (160a, 162a, 164a, 166a) asociadas, forma una zona de turbulencia, para mover el filamento de adhesivo líquido que se emite desde la salida de líquido asociada (154) en un patrón aleatorio; una primera placa de ajuste de separación (18) situada entre dicha placa de ajuste de aire de proceso (12) y dicha placa de ajuste de adhesivo (16); una segunda placa de ajuste de separación (20), situada entre dicha segunda placa de ajuste de aire de proceso (14) y dicha placa de ajuste de adhesivo (16); y una primera y una segunda placa de extremo (22, 24) fijadas la una a la otra, en las que se intercalan dichas primera y segunda placas de ajuste de aire de proceso (12, 14), dicha placa de ajuste de adhesivo (16) y dichas primera y segunda placas de ajuste de separación (18, 20), y dicha primera placa de extremo (22) incluye una entrada de aire de proceso (72, 74) comunicada con dichos pares de ranuras de aire (160, 162, 164, 166) en dichas primera y segunda placas de ajuste de aire de proceso (12, 14) y una entrada de adhesivo líquido (70) comunicada con dichas ranuras de líquido (150) en dicha placa de ajuste de adhesivo (16)
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E07122920.
Solicitante: NORDSON CORPORATION.
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 28601 CLEMENS ROAD WESTLAKE, OH 44145-1119 ESTADOS UNIDOS DE AMERICA.
Inventor/es: BURMESTER, THOMAS, BONDESON,BENJAMIN J, KUFNER,HUBERT, SAINE,JOEL E.
Fecha de Publicación: .
Fecha Solicitud PCT: 11 de Diciembre de 2007.
Fecha Concesión Europea: 8 de Septiembre de 2010.
Clasificación Internacional de Patentes:
- B05B7/08A7
- B05C5/02J
- D01D4/02C
Clasificación PCT:
- B05B7/08 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B05 PULVERIZACION O ATOMIZACION EN GENERAL; APLICACION DE MATERIALES FLUIDOS A SUPERFICIES, EN GENERAL. › B05B APARATOS DE PULVERIZACION; APARATOS DE ATOMIZACION; TOBERAS O BOQUILLAS (mezcladores de pulverización con toberas B01F 5/20; procedimientos para aplicar líquidos u otros materiales fluidos a superficies por pulverización B05D). › B05B 7/00 Aparatos de pulverización para descargar líquidos u otros materiales fluidos procedentes de varias fuentes, p. ej. líquido y aire, polvo y gas (B05B 3/00, B05B 5/00 tienen prioridad). › con orificios de salida separados, p. ej. para formar chorros paralelos, para formar chorros cruzados.
- B05C5/02 B05 […] › B05C APARATOS PARA LA APLICACION DE MATERIALES FLUIDOS A LAS SUPERFICIES, EN GENERAL (aparatos de pulverización, aparatos de atomización, toberas o boquillas B05B; instalaciones para aplicar líquidos u otros materiales fluidos a objetos por pulverización electrostática B05B 5/08). › B05C 5/00 Aparatos en los cuales un líquido u otro material fluido es proyectado, vertido o esparcido sobre la superficie de la pieza (B05C 7/00, B05C 19/00 tienen prioridad). › a partir de un dispositivo de salida en contacto, o casi en contacto, con la pieza (B05C 5/04 tiene prioridad).
- D01D4/02 TEXTILES; PAPEL. › D01 FIBRAS O HILOS NATURALES O FABRICADOS POR EL HOMBRE; HILATURA. › D01D PROCEDIMIENTOS O APARATOS MECANICOS PARA LA FABRICACION DE FILAMENTOS, HILOS, FIBRAS, SEDAS O CINTAS ARTIFICIALES (procesado o trabajado de cables metálicos B21F; fibras o filamentos de vidreo, minerales o escorias reblandecidas C03B 37/00). › D01D 4/00 Ensambles de hilados; Su limpieza (D01D 5/24, D01D 5/253, D01D 5/28 tienen prioridad). › Hileras (aleaciones a este efecto C22C).
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
Boquilla multiplaca y procedimiento para aplicar un patrón aleatorio de filamentos de adhesivos.
Campo técnico
La presente invención se refiere, en general, a boquillas asistidas por aire y sistemas para extruir y mover filamentos de un líquido viscoso formando los patrones deseados y, más concretamente, a la aplicación asistida por aire de filamentos de adhesivo termofusible.
Antecedentes
Anteriormente, se han usado diversos sistemas aplicadores para aplicar patrones de material líquido viscoso como, por ejemplo, adhesivos termofusibles, sobre un sustrato móvil. En la producción de pañales desechables, compresas para incontinencia y artículos similares, por ejemplo, se han desarrollado sistemas aplicadores de adhesivo termofusible para aplicar una capa de laminado o de unión de adhesivo termoplástico entre una capa de fibras sin tejer y una fina lámina de soporte de polietileno. Por lo general, el sistema aplicador de adhesivo termofusible se monta encima de una capa de soporte móvil de polietileno y aplica un patrón uniforme de un material adhesivo termofusible de un lado a otro de la superficie superior del sustrato de soporte.
Después de pasar por el sistema aplicador, se lamina una capa no tejida sobre la capa de polietileno a través de una pasada de compresión y, después, el proceso continúa hasta obtener el producto final listo para usar.
En varios sistemas aplicadores de adhesivo termofusible conocidos, se emiten filamentos continuos de adhesivo desde una boca múltiple de salida de adhesivo con múltiples chorros de aire de proceso orientados en diversas configuraciones junto a la circunferencia de cada salida de adhesivo. Los múltiples chorros de aire emiten aire de forma generalmente tangencial con respecto a la orientación del filamento o fibra de adhesivo expulsado, a medida que el filamento sale por el orificio de la boca. Este aire de proceso, en general, puede atenuar cada filamento de adhesivo y hacer que los filamentos se muevan hacia delante y hacia atrás en patrones solapados o no solapados antes de de depositarlos sobre la superficie superior del sustrato móvil.
Los fabricantes de pañales y otros productos siguen estando interesados en la tecnología de fibras cortas para la capa de unión de adhesivo termofusible en laminados con capas de polietileno y de material no tejido. Con este objeto, en los sistemas aplicadores de adhesivo termofusible, se han incorporado boquillas de ranura con un par de canales de aire inclinados que están formados a ambos lados de la ranura de extrusión alargada de la boquilla. A medida que se emite el adhesivo termofusible desde la ranura de extrusión, en forma de lámina o cortina continua, se emite aire de proceso presurizado en forma de un par de cortinas desde de los canales de aire para que incidan sobre la cortina de adhesivo, la atenúen y la deshebren, para formar una malla de adhesivo fibrosa y uniforme sobre el sustrato. En los aplicadores de mallas fibrosas de adhesivo se ha incorporado un control intermitente de los flujos de adhesivo y de aire para formar patrones discretos de capas fibrosas de adhesivo con bordes corte y separación bien definidos y bordes laterales bien definidos.
También se ha adaptado la tecnología de soplado por fusión para usarla en este campo para producir una capa de unión de adhesivo termofusible que tenga unas fibras con un diámetro relativamente pequeño. Las bocas de soplado por fusión incluyen, por lo general, una serie de boquillas u orificios para el adhesivo espaciadas con una pequeña separación, que están alineadas en un eje común a lo largo del cabezal portaboquillas. A ambos lados de las boquillas u orificios para el adhesivo, hay un par de canales de aire inclinados o conductos de aire y orificios individuales colocados de manera que estén alineados en paralelo con el eje común de las boquillas. A medida que se expulsa el adhesivo termofusible desde la serie de boquillas u orificios alineados, se expulsa aire de proceso presurizado desde los canales u orificios de aire que atenúa las fibras o filamentos del adhesivo antes de aplicarlos sobre el sustrato móvil.
Aunque, para producir capas de adhesivo sobre sustratos móviles, se ha usado la tecnología de soplado por fusión, se necesitan mejoras en varias áreas de la misma.
Como observarán los expertos en la materia, la tecnología de soplado por fusión o "meltblown" suele usar un gran volumen de aire a alta velocidad para estirar y atenuar los filamentos de adhesivo emitidos. El aire a alta velocidad hace que las fibras oscilen en un plano que está generalmente alineado con el movimiento del sustrato, es decir, en la dirección de la máquina. Para mezclar adecuadamente los patrones adyacentes de adhesivo para formar una capa uniforme sobre el sustrato, es necesario que las boquillas de los aplicadores de soplado por fusión estén espaciadas con una separación pequeña. Además, el volumen y la velocidad del aire deben ser lo bastante grandes como para agitar y mezclar suficientemente las fibras adyacentes.
No obstante, el gran volumen de aire usado en los aplicadores de soplado por fusión convencionales aumenta el coste operativo total, además de reducir la capacidad de controlar el patrón de las fibras emitidas. Un subproducto del aire a alta velocidad es el vuelo o "fly", en el que el aire desvía las fibras del patrón de deposición deseado. El "fly" se puede depositar fuera de los bordes del patrón deseados, o bien pueden incluso llegar a acumularse en el equipo aplicador, lo que puede causar problemas operativos que requieren un mantenimiento considerable. Otro subproducto del aire a alta velocidad y las boquillas poco separadas es la formación de glóbulos o "shot", en el que las fibras de adhesivo adyacentes de enmarañan y forman glóbulos de adhesivo sobre el sustrato de soporte. Es aconsejable evitar el "shot", ya que puede provocar la distorsión térmica de la delicada lámina de soporte de polietileno.
Los expertos en la materia también observarán que, cuando se colocan las típicas bocas de soplado por fusión en yuxtaposición, de un lado a otro de un sustrato móvil, se produce un patrón de fibras menos uniforme sobre el sustrato. Esto sucede porque se forman unas capas de aire a ambos lados de cada boca de soplado por fusión, y estas capas de aire se interrumpen entre bocas de soplado por fusión adyacentes.
Otras bocas o boquillas asistidas por aire usan unos tubos capilares montados en el cuerpo de una boquilla o boca para extruir filamentos de material termoplástico.
Se proporcionan conductos de aire situados junto a los tubos, y los extremos de los tubos sobresalen hacia fuera con respecto a las aberturas de salida de los conductos de aire.
Se conocen diversas formas de la tecnología de placas laminadas para extruir hileras de filamentos de adhesivo con la ayuda de aire. Entre estas se incluyen boquillas o bocas aplicadoras construidas con placas ranuradas para emitir filamentos de líquido y aire de proceso o de patrón para atenuar y desplazar los filamentos emitidos en un patrón deseado. Estas boquillas o bocas presentas diversos problemas relativos a su funcionamiento, la complejidad del diseño y el gran número de placas necesarias para completar el conjunto. Por lo tanto, en esta área de la tecnología, siguen siendo necesarias ciertas mejoras.
Resumen
La presente invención, en una forma de realización ilustrativa, proporciona una boquilla para aplicar un patrón aleatorio de filamentos de adhesivo líquido. La boquilla incluye una primera y una segunda placa de ajuste de aire, una placa de ajuste de adhesivo y una primera y una segunda placa de separación. La primera y la segunda placa de ajuste de aire poseen, cada una, un par respectivo de ranuras de aire. Cada ranura de aire posee una entrada de aire de proceso y una salida de aire de proceso y las ranuras de aire de cada par convergen entre si de manera que las entradas de aire de proceso se encuentran más separadas que las salidas de aire de proceso de cada par. La placa de ajuste de adhesivo incluye una pluralidad de ranuras de líquido, cada una con una entrada de líquido y una salida de líquido. La placa de ajuste de adhesivo está colocada entre la primera y la segunda placa de ajuste de aire de proceso, paralela a las mismas, de manera que una de las ranuras de líquido se extiende de forma generalmente central entre un par de las ranuras de aire en la primera placa de ajuste de aire de proceso y un par de las ranuras de aire en la segunda placa de ajuste de aire de...
Reivindicaciones:
1. Una boquilla (10) para aplicar un patrón aleatorio de filamentos de adhesivo líquido, que comprende:
una primera y una segunda placa de ajuste de aire de proceso (12, 14), y cada una de dichas primera y segunda placas de ajuste de aire de proceso (12, 14) posee unos respectivos pares de ranuras de aire (160, 162, 164, 166), y cada ranura de aire posee una entrada de aire de proceso (160b, 162b, 164b, 166b) y una salida de aire de proceso (160a, 162a, 164a, 166a) y dichas ranuras de aire (160, 162, 164, 166) de cada par que converge una hacia la otra de tal forma que dichas entradas de aire de proceso (160b, 162b, 164b, 166b) estén más separadas que dichas salidas de aire de proceso (160a, 162a, 164a, 166a) en cada par;
una placa de ajuste de adhesivo (16), que posee una pluralidad de ranuras de líquido (150) , cada una de ellas con una entrada de líquido (152) y una salida de líquido (154), y dicha placa de ajuste de adhesivo (16) está situada entre dichas primera y segunda placas de ajuste de aire de proceso (12, 14), y paralela a las mismas, de tal forma que una de dichas ranuras de líquido (156) se extienda de forma generalmente central entre un par de dichas ranuras de aire (160, 162, 164, 166) en dicha primera placa de ajuste de aire de proceso (12) y un par de dichas ranuras de aire (160, 162, 164, 166) en dicha segunda placa de ajuste de aire de proceso (14), con lo cual se asocia un grupo de cuatro salidas de aire de proceso (160a, 162a, 164a, 166a) con cada una de dichas salidas de líquido (154), y cada una de dichas ranuras de líquido (150) está adaptada para recibir el adhesivo líquido presurizado,
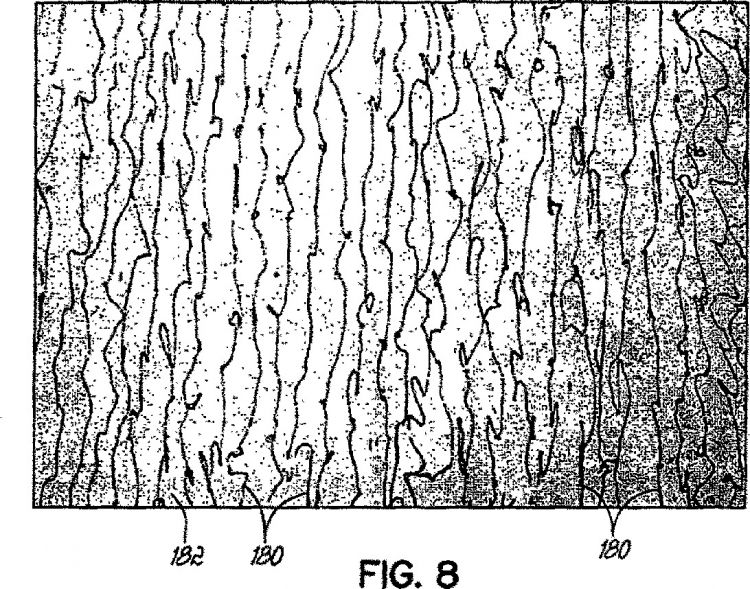
en dicha entrada de líquido (152) y emitir un filamento de adhesivo líquido en dicha salida de líquido (154) y cada una de dichas ranuras de aire de proceso (160, 162, 164, 166) adaptada para recibir aire de proceso presurizado en dichas entradas de aire de proceso (160b, 162b, 164a, 166a) y emitir aire de proceso presurizado desde cada uno de dichos grupos de cuatro salidas de aire de proceso (160a, 162a, 164a, 166a) asociadas, forma una zona de turbulencia, para mover el filamento de adhesivo líquido que se emite desde la salida de líquido asociada (154) en un patrón aleatorio;
una primera placa de ajuste de separación (18) situada entre dicha placa de ajuste de aire de proceso (12) y dicha placa de ajuste de adhesivo (16);
una segunda placa de ajuste de separación (20), situada entre dicha segunda placa de ajuste de aire de proceso (14) y dicha placa de ajuste de adhesivo (16); y
una primera y una segunda placa de extremo (22, 24) fijadas la una a la otra, en las que se intercalan dichas primera y segunda placas de ajuste de aire de proceso (12, 14) , dicha placa de ajuste de adhesivo (16) y dichas primera y segunda placas de ajuste de separación (18, 20), y dicha primera placa de extremo (22) incluye una entrada de aire de proceso (72, 74) comunicada con dichos pares de ranuras de aire (160, 162, 164, 166) en dichas primera y segunda placas de ajuste de aire de proceso (12, 14) y una entrada de adhesivo líquido (70) comunicada con dichas ranuras de líquido (150) en dicha placa de ajuste de adhesivo (16).
2. La boquilla (10) de la reivindicación 1, en la que dichas primera y segunda placas de ajuste de aire de proceso (12, 14) poseen un primer y un segundo extremo opuestos, y dichos pares de ranuras de aire de proceso (160, 162, 164, 166) se inclinan respectivamente hacia fuera de manera progresiva desde una parte central de cada placa de ajuste de aire de proceso (12, 14) hacia dichos extremos opuestos de dichas placas de ajuste de aire de proceso (12, 14) para ayudar a extender el patrón de filamentos de adhesivo hacia fuera en direcciones opuestas.
3. La boquilla (10) de la reivindicación 2, en la que dicha placa de ajuste de adhesivo (16) incluye unos extremos opuestos y al menos dichas ranuras de líquido (150) más próximas a dichos extremos opuestos de dicha placa de ajuste de adhesivo (16) se inclinan respectivamente hacia fuera y hacia dichos extremos opuestos.
4. La boquilla (10) de la reivindicación 1, en la que dicha placa de ajuste de adhesivo (16) incluye unos extremos opuestos y al menos dichas ranuras de líquido (150) más próximas a dichos extremos opuestos de dicha placa de ajuste de adhesivo (16) se inclinan respectivamente hacia fuera y hacia dichos extremos opuestos.
5. La boquilla (10) de la reivindicación 1, en la que dichas primera y segunda placas de extremo (22, 24) comprenden también unos respectivos conductos de aire de proceso (90, 100, 102) para dirigir el aire de proceso presurizado entre dichas primera y segunda placas de extremo (22, 24).
6. La boquilla (10) de la reivindicación 1, en la que dicha primera placa de extremo (22) tiene generalmente forma de L e incluye una superficie superior (60) generalmente ortogonal a los planos que contienen dichas primera y segunda placas de ajuste de aire de proceso (12, 14), dicha placa de ajuste de adhesivo (16) y dichas primera y segunda placas de ajuste de separación (18, 20), y una superficie lateral (62) generalmente paralela a los planos que contienen dichas primera y segunda placas de ajuste de aire de proceso (12, 14), dicha placa de ajuste de adhesivo (16) y dichas primera y segunda placas de ajuste de separación (18, 20), dicha entrada de adhesivo líquido (70) y dicha entrada de aire de proceso (72, 74) formadas en dicha superficie superior (60).
7. Un procedimiento para aplicar múltiples filamentos de adhesivo sobre un sustrato, en un patrón aleatorio, que comprende:
el desplazamiento del sustrato a lo largo de una dirección de la máquina;
la emisión de los múltiples filamentos de adhesivo desde una fila de salidas de líquido (154) comunicadas con unas ranuras de líquido (150) en una placa de ajuste de adhesivo (16);
la emisión de corrientes de aire presurizado desde los múltiples primeros y segundos pares de ranuras de aire (160, 162, 164, 166) contenidos en las respectivas primera y segunda placas de ajuste de aire (12, 14) fijadas en lados opuestos de la placa de ajuste de adhesivo (16) y un par respectivo del primer y segundo pares (160, 162, 164, 166) está situado en lados opuestos de una ranura de líquido (150) asociada;
la orientación de las corrientes de aire desde cada primer par de ranuras de aire (160, 162) de manera que converjan una hacia otra y generalmente en paralelo a los filamentos emitidos;
la orientación de las corrientes de aire desde cada segundo par de ranuras de aire (164, 166) de manera que converjan la una hacia la otra y generalmente en paralelo a los filamentos emitidos;
la formación de zonas de turbulencia de aire con las respectivas corrientes de aire convergentes situadas bajo dichas salidas de líquido (154);
la orientación de los filamentos a través, respectivamente, de las zonas de turbulencia para mover los filamentos de delante hacia atrás en direcciones aleatorias; y
la deposición de los filamentos sobre el sustrato en un patrón aleatorio generalmente a lo largo de la dirección de la máquina.
8. El procedimiento de la reivindicación 7, en el que la orientación de las corrientes de aire comprende también:
el suministro del aire presurizado a cada primer par de ranuras de aire (160, 162) haciendo pasar el aire presurizado a través de una primera placa de extremo (22) fijada a la primera placa de ajuste de aire (12); y
el suministro del aire presurizado a cada segundo par de ranuras de aire (164, 166) haciendo pasar el aire presurizado a través de la primera placa de extremo (22), la primera placa de ajuste de aire (12) , la placa de ajuste de adhesivo (16), la segunda placa de ajuste (14), y una segunda placa de extremo (24) fijada a la segunda placa de ajuste de aire (14).
9. El procedimiento de la reivindicación 7, en el que la orientación de las corrientes de aire comprende también:
la inclinación progresiva de los respectivos pares de corrientes de aire que salen por el primer y segundo par de ranuras de aire (160, 162, 164, 166) desde una parte central de la fila de ranuras de líquido (150) hacia extremos opuestos de las ranuras de líquido (150) para que el aire empuje los filamentos emitidos, desplazándolos hacia fuera y en direcciones opuestas con respecto a la parte central.
10. El procedimiento de la reivindicación 9, en el que la emisión de los múltiples filamentos de adhesivo comprende también:
la emisión de al menos los dos filamentos en extremos opuestos de la fila, en direcciones opuestas con respecto a la parte central.
Patentes similares o relacionadas:
 PROCESO Y APARATO PARA PRODUCIR FIBRAS SUBMICROMETRICAS, del 2 de Diciembre de 2009, de POLYMER GROUP INC.: Un proceso para la realización de una tela no tejida, que comprende: una corriente de gas presurizado que circula dentro de un paso de gas que se confina […]
PROCESO Y APARATO PARA PRODUCIR FIBRAS SUBMICROMETRICAS, del 2 de Diciembre de 2009, de POLYMER GROUP INC.: Un proceso para la realización de una tela no tejida, que comprende: una corriente de gas presurizado que circula dentro de un paso de gas que se confina […]
 CABEZAL DE APLICACIÓN PARA LA GENERACIÓN DE UNA LÁMINA LÍQUIDA, del 1 de Marzo de 2011, de DURR SYSTEMS GMBH: Cabezal de aplicación para la descarga de un medio de aplicación para la generación de una lámina líquida, con a) una conexión de material para el suministro del medio […]
CABEZAL DE APLICACIÓN PARA LA GENERACIÓN DE UNA LÁMINA LÍQUIDA, del 1 de Marzo de 2011, de DURR SYSTEMS GMBH: Cabezal de aplicación para la descarga de un medio de aplicación para la generación de una lámina líquida, con a) una conexión de material para el suministro del medio […]
 PULVERIZADOR PARA LÍQUIDOS Y MÉTODO DE PULVERIZACIÓN DE UN LÍQUIDO UTILIZANDO EL MISMO, del 30 de Mayo de 2011, de MAINTECH CO., LTD.: Unidad de pulverización de líquidos (A1; A2; A3) de una máquina para la fabricación de papel, para pulverizar y aplicar un líquido (L) a una masa (R) […]
PULVERIZADOR PARA LÍQUIDOS Y MÉTODO DE PULVERIZACIÓN DE UN LÍQUIDO UTILIZANDO EL MISMO, del 30 de Mayo de 2011, de MAINTECH CO., LTD.: Unidad de pulverización de líquidos (A1; A2; A3) de una máquina para la fabricación de papel, para pulverizar y aplicar un líquido (L) a una masa (R) […]
Un método para realizar un procedimiento en un animal que implica el aturdimiento y/o la eutanasia de dicho animal, del 17 de Junio de 2020, de Anoxia B.V: Un método para realizar un procedimiento en un animal utilizando una espuma, dicha espuma tiene una composición de gas adecuada para realizar el procedimiento; […]
Boquilla de atomización, del 8 de Abril de 2020, de Spraying Systems Manufacturing Europe GmbH: Boquilla de atomización con una conexión de líquido para el suministro de un líquido (F) a un canal de líquido , que está conectado […]
Unidades de cabezal de pulverización para pistolas pulverizadoras de líquido, del 27 de Noviembre de 2019, de 3M INNOVATIVE PROPERTIES COMPANY: Una unidad de cabezal de pulverización para usar con una plataforma de pistola pulverizadora de líquido, que comprende: un soporte (30; 230; […]
Unidad de pulverización, módulo compacto de pulverización que incluye dicha unidad, y sistema de pulverización y control que incluye una pluralidad de dichos módulos, del 13 de Noviembre de 2019, de Pellenc (Societe par Actions simplifiee): Unidad de pulverización para la pulverización de un líquido en forma de gotitas para el tratamiento de un objetivo , como por ejemplo, un seto vegetal, comprendiendo […]
Módulo de división de líquido para aplicador de dispensación de salida variable y procedimientos asociados, del 4 de Septiembre de 2019, de NORDSON CORPORATION: Un módulo de división de líquido (12, 12x) configurado para suministrar adhesivo desde un colector a un módulo de dispensación en un aplicador […]