BLANCO DE PULVERIZACIÓN CATODICA DE FORMA CILINDRICA Y PROCEDIMIENTO PARA SU FABRICACIÓN.
Procedimiento para la fabricación de un blanco de pulverización catódica cilíndrico,
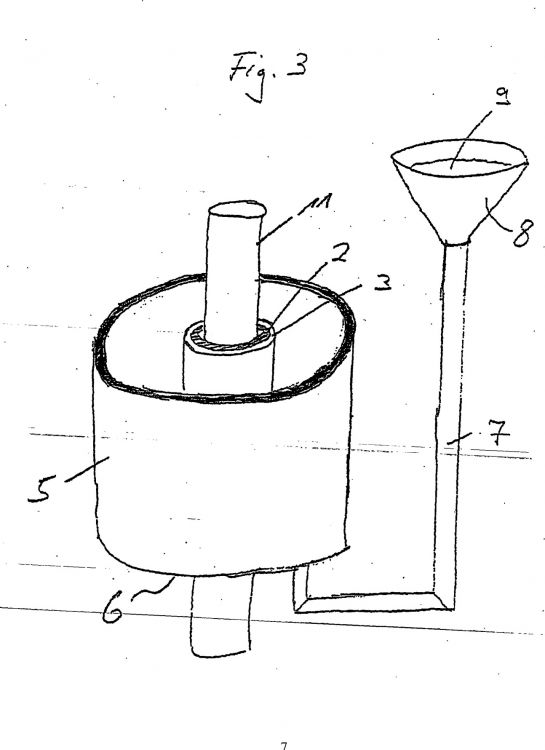
que comprende: - preparación de un molde de fundición (5) dentro del cual se coloca un tubo soporte (2) que se trata de recubrir con el material del blanco, - fusión del material del blanco - carga del material del blanco (9) fundido en el molde de fundición (5), de modo que el tubo soporte (2) queda empotrado en el material del blanco, - enfriamiento y solidificación del material del blanco (4), dotándose el tubo soporte (2) antes de colocarlo dentro del molde de fundición (5) de un recubrimiento humectable que con relación al material del blanco presenta un punto de fusión más elevado, empleándose como material para el tubo de soporte (2) acero inoxidable, y para el material del blanco (4), estaño, y donde al solidificar se evacua el calor de solidificación causado por el enfriamiento del tubo soporte (2) principalmente a través del tubo soporte (2), controlado mediante medios de refrigeración gaseosos o líquidos, de modo que la solidificación de la masa fundida (9) tenga lugar desde el interior hacia el exterior
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E01121080.
Solicitante: W.C. HERAEUS GMBH.
Nacionalidad solicitante: Alemania.
Dirección: HERAEUSSTRASSE 12 - 14 63450 HANAU ALEMANIA.
Inventor/es: SCHLOTT, MARTIN, DR., HEINDEL, JOSEF, Luh,Helmut , Wollenberg,Norbert.
Fecha de Publicación: .
Fecha Solicitud PCT: 3 de Septiembre de 2001.
Clasificación Internacional de Patentes:
- B22D19/16 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B22 FUNDICION; METALURGIA DE POLVOS METALICOS. › B22D COLADA DE METALES; COLADA DE OTRAS MATERIAS POR LOS MISMOS PROCEDIMIENTOS O CON LOS MISMOS DISPOSITIVOS (trabajo de materias plásticas o sustancias en estado plástico B29C; tratamientos metalúrgicos, empleo de sustancias específicas que se añaden al metal C21, C22). › B22D 19/00 Colada en, sobre o alrededor de objetos que forman parte del producto final (B22D 23/04 tiene prioridad; soldadura aluminotérmica B23K 23/00; revestimiento por colada de material fundido sobre un sustrato C23C 6/00). › para fabricar piezas fundidas compuestas de dos o más metales diferentes, p. ej. para fabricar cilindros de laminación (colada de lingotes compuestos B22D 7/02).
- C23C14/34B2
- H01J37/34M2
Clasificación PCT:
- B22D19/16 B22D 19/00 […] › para fabricar piezas fundidas compuestas de dos o más metales diferentes, p. ej. para fabricar cilindros de laminación (colada de lingotes compuestos B22D 7/02).
- C23C14/34 QUIMICA; METALURGIA. › C23 REVESTIMIENTO DE MATERIALES METALICOS; REVESTIMIENTO DE MATERIALES CON MATERIALES METALICOS; TRATAMIENTO QUIMICO DE LA SUPERFICIE; TRATAMIENTO DE DIFUSION DE MATERIALES METALICOS; REVESTIMIENTO POR EVAPORACION EN VACIO, POR PULVERIZACION CATODICA, POR IMPLANTACION DE IONES O POR DEPOSICION QUIMICA EN FASE VAPOR, EN GENERAL; MEDIOS PARA IMPEDIR LA CORROSION DE MATERIALES METALICOS, LAS INCRUSTACIONES, EN GENERAL. › C23C REVESTIMIENTO DE MATERIALES METALICOS; REVESTIMIENTO DE MATERIALES CON MATERIALES METALICOS; TRATAMIENTO DE MATERIALES METALICOS POR DIFUSION EN LA SUPERFICIE, POR CONVERSION QUIMICA O SUSTITUCION; REVESTIMIENTO POR EVAPORACION EN VACIO, POR PULVERIZACION CATODICA, POR IMPLANTACION DE IONES O POR DEPOSICION QUIMICA EN FASE VAPOR, EN GENERAL (fabricación de productos revestidos de metal por extrusión B21C 23/22; revestimiento metálico por unión de objetos con capas preexistentes, ver las clases apropiadas, p. ej. B21D 39/00, B23K; metalización del vidrio C03C; metalización de piedras artificiales, cerámicas o piedras naturales C04B 41/00; esmaltado o vidriado de metales C23D; tratamiento de superficies metálicas o revestimiento de metales mediante electrolisis o electroforesis C25D; crecimiento de monocristales C30B; mediante metalización de textiles D06M 11/83; decoración de textiles por metalización localizada D06Q 1/04). › C23C 14/00 Revestimiento por evaporación en vacío, pulverización catódica o implantación de iones del material que constituye el revestimiento. › Pulverización catódica.
- C23C14/35 C23C 14/00 […] › por aplicación de un campo magnético, p. ej. pulverización por medio de un magnetrón.
- H01J37/34 ELECTRICIDAD. › H01 ELEMENTOS ELECTRICOS BASICOS. › H01J TUBOS DE DESCARGA ELECTRICA O LAMPARAS DE DESCARGA ELECTRICA (espinterómetros H01T; lámparas de arco, con electrodos consumibles H05B; aceleradores de partículas H05H). › H01J 37/00 Tubos de descarga provistos de medios o de un material para ser expuestos a la descarga, p. ej. con el propósito de sufrir un examen o tratamiento (H01J 33/00, H01J 40/00, H01J 41/00, H01J 47/00, H01J 49/00 tienen prioridad). › que funcionan por pulverización catódica (H01J 37/36 tiene prioridad).
Clasificación antigua:
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
La presente invención se refiere a un procedimiento para la fabricación de un blanco de pulverización catódica de forma cilíndrica, especialmente para empleo como cátodo de pulverización rotativo.
Los blancos de pulverización catódica de forma cilíndrica, los llamados magnetrones cilíndricos, se emplean en particular en el sector del recubrimiento de grandes superficies, para lo cual se pulveriza el material del blanco y 5 se precipita sobre el componente que se trata de recubrir.
Para la fabricación de blancos de pulverización catódica de forma cilíndrica existe por una parte la posibilidad de conformar el material del blanco directamente como cilindro, o por otra parte disponerlo sobre un tubo de soporte de forma cilíndrica. Estas diferentes posibilidades de configuración se ven influenciadas notablemente por las propiedades del material del blanco, tal como por ejemplo su mecanizabilidad. Así, aquellos materiales que 10 son o bien demasiado frágiles, tales como por ejemplo el silicio, o demasiado dúctiles, como por ejemplo el estaño, se disponen generalmente sobre un tubo soporte.
La aplicación del material del blanco sobre el tubo soporte se realiza de acuerdo con el estado de la técnica mediante pulverización térmica o soldando sobre un tubo soporte el material del blanco de forma cilíndrica.
En la pulverización térmica, se alimenta el material del blanco en forma de hilo o en polvo a una llama o 15 plasma mediante la cual se funde el material del blanco. A continuación se pulveriza el material del blanco fundido sobre el tubo soporte. Esto da lugar a que después de la pulverización el material del blanco presente fuerte porosidad y alto contenido en oxígeno, lo cual es un inconveniente para la posterior utilización del blanco de pulverización catódica para fines de recubrimiento. Al efectuar la pulverización térmica se pulveriza además una parte considerable del material a lo largo del tubo soporte, lo que da lugar a las correspondientes pérdidas de 20 material.
El otro procedimiento de fabricación conocido consiste en fundir los blancos de pulverización catódica en forma cilíndrica en una coquilla correspondiente, fijando a continuación estos cilindros sobre un tubo soporte mediante un proceso de soldadura blanda. Ahora bien, esto requiere un trabajo de mecanizado de repaso de los cilindros fundidos, y debido al proceso de soldadura blanda resulta en conjunto de elevado coste y consumo de 25 tiempo. Además de esto, en las longitudes de cilindro empleadas generalmente, de unos 3 a 4 metros, existe el riesgo de que el intersticio muy largo entre el tubo soporte y el material del blanco que hay que llenar con soldadura blanda no se pueda llenar uniformemente con soldadura blanda, por lo que se produce una unión soldada defectuosa que al pulverizar puede dar lugar a la fusión del blanco debido a insuficiente evacuación de calor. El documento EP-A-0 500 031 da a conocer un procedimiento para la fabricación de un blanco de pulverización 30 catódica cilíndrico mediante fundición. Para ello, un tubo soporte que se trata de recubrir con material del blanco se dispone en un molde de fundición y se vierte el material del blanco fundido en este molde de fundición.
Por lo tanto constituye el objetivo de la presente invención facilitar un procedimiento sencillo, que requiera poco tiempo y tenga un coste favorable para la fabricación de blancos de pulverización catódica de forma cilíndrica, que además satisfaga los requisitos relativos a la calidad del blanco de pulverización catódica para los 35 recubrimientos que se han de realizar con él. En consecuencia se trata de facilitar también blancos de pulverización catódica de forma cilíndrica que sean fáciles de fabricar y de alta calidad.
Este objetivo se resuelve mediante un procedimiento según la reivindicación 1. Unas realizaciones ventajosas constituyen el objeto de las reivindicaciones subordinadas.
Lo esencial de la presente invención es que el material del blanco se cuela directamente sobre el tubo de 40 soporte de forma cilíndrica, y aquí en particular sobre la superficie principal del tubo de soporte eventualmente humectada y preparada adecuadamente para ello, empleándose un molde de fundición dentro del cual se coloca el tubo soporte. De este modo se tiene la posibilidad de fabricar una unión buena y segura del material del blanco con el tubo soporte sin tener que emplear técnicas de unión complejas adicionales, lográndose una calidad del material del blanco compacta y muy buena, en particular en lo referente a la ausencia de poros y la composición estructural. 45 Debido a la solidificación directa del material del blanco sobre el tubo soporte se puede obtener un blanco de forma cilíndrica de grano fino y carente de defectos, que por humectación o adherencia entre el material del blanco y el material del tubo soporte y/o un zunchado mecánico del tubo soporte por parte del material del blanco da lugar a una unión firme a base del tubo soporte y del material del blanco.
La primera clase de unión citada entre el material del blanco y el tubo soporte se intensifica en la presente 50 invención por el hecho de que antes de verter el material del blanco sobre el tubo soporte se dota el tubo soporte de forma cilíndrica de un revestimiento superficial sobre la superficie principal del cilindro, que comprende una capa humectable que con relación al material del blanco presenta un punto de fusión más elevado, de modo que al verter a continuación el material del blanco se evita que se funda la capa humectable. La capa humectable que está
formada preferentemente de cobre, plata, oro, níquel y sus aleaciones, da lugar a que se facilite la humectación del tubo soporte por la masa fundida, lo que da lugar a una mejor unión entre el material del blanco y el tubo soporte.
Otra posibilidad ventajosa para mejorar la unión entre el material del blanco y el tubo soporte consiste en que el material del tubo soporte, que es de un material no magnético, concretamente de acero inoxidable, se ajuste de tal modo respecto al material del blanco que el coeficiente de dilatación térmica del tubo soporte sea menor que 5 el del material del blanco. De este modo, al enfriarse el blanco de pulverización catódica de forma cilíndrica terminado de fundir se produce una contracción más fuerte del material del blanco en comparación con el tubo soporte, lo cual da lugar a un arriostramiento elástico y a un fuerte zunchado mecánico del tubo soporte por parte del material del blanco.
El procedimiento conforme a la invención es especialmente adecuado para metales o aleaciones de bajo 10 punto de fusión, ya que para estos materiales se requiere solamente un gasto de fundición escaso, y también se puede controlar con facilidad el comportamiento de solidificación de la masa fundida. A pesar de que los materiales y aleaciones que tengan una temperatura de fusión inferior a 420º C, concretamente el estaño, son conformes a la invención, el procedimiento conforme a la invención se puede utilizar igualmente también para materiales del blanco con puntos de fusión más elevados. 15
En una estructura de fundición de grano fino, especialmente con un tamaño de grano ≤ 10 mm., se obtiene un comportamiento de pulverización catódica especialmente bueno, por lo que se prefiere una estructura de esta clase. Esto se puede conseguir por ejemplo controlando la solidificación mediante el correspondiente enfriamiento o añadiendo dotaciones a la masa fundida. Las dotaciones, igual que un intenso enfriamiento de la masa fundida, provocan una germinación más intensa al solidificar la masa fundida, dando lugar de este modo a una estructura de 20 grano fino. Para ello ha resultado ventajoso añadir a la masa fundida dotaciones con una concentración de 200 – 10.000 ppm.
Si se emplea estaño como material del blanco entonces se ha acreditado como material de dotación el cobre, ya que hasta una concentración de hasta un 1% el cobre no tiene repercusiones negativas en cuanto al empleo del blanco de pulverización catódica como fuente de recubrimiento. 25
En el procedimiento conforme a la invención para la fabricación de un blanco de pulverización catódica cilíndrico que tenga las características antes citadas ha resultado especialmente ventajoso utilizar un molde de fundición cilíndrico en el que se emplea como pared interior del molde el tubo soporte sobre el cual se trata de fundir el material del blanco, mientras que el molde de fundición cilíndrico propiamente dicho facilita la pared exterior...
Reivindicaciones:
1. Procedimiento para la fabricación de un blanco de pulverización catódica cilíndrico, que comprende:
- preparación de un molde de fundición (5) dentro del cual se coloca un tubo soporte (2) que se trata de recubrir con el material del blanco,
- fusión del material del blanco
- carga del material del blanco (9) fundido en el molde de fundición (5), de modo que el tubo soporte (2) 5 queda empotrado en el material del blanco,
- enfriamiento y solidificación del material del blanco (4),
dotándose el tubo soporte (2) antes de colocarlo dentro del molde de fundición (5) de un recubrimiento humectable que con relación al material del blanco presenta un punto de fusión más elevado, empleándose como material para el tubo de soporte (2) acero inoxidable, y para el material del blanco (4), estaño, y donde 10 al solidificar se evacua el calor de solidificación causado por el enfriamiento del tubo soporte (2) principalmente a través del tubo soporte (2), controlado mediante medios de refrigeración gaseosos o líquidos, de modo que la solidificación de la masa fundida (9) tenga lugar desde el interior hacia el exterior.
2. Procedimiento según la reivindicación 1, caracterizado porque el tubo soporte (2) que se trata de recubrir se dispone en un molde de fundición cilíndrico (5) como pared interior del molde, coaxial con una pared exterior 15 del molde de fundición (5), cargando la masa fundida (9) entre la pared interior y la pared exterior del molde.
3. Procedimiento según la reivindicación 1 o 2, caracterizado porque el molde formado a base del molde de fundición (5) y del tubo soporte (2) se precalienta antes de cargar la masa fundida (9).
4. Procedimiento según una de las reivindicaciones 1 a 3, caracterizado porque a la masa fundida (9) se le añaden dotaciones. 20
5. Procedimiento según una de las reivindicaciones 1 a 4, caracterizado porque mediante el ajuste de la temperatura del molde de fundición y/o el suministro de la cantidad y/o de la temperatura de los medios de refrigeración se conduce el proceso de solidificación de tal modo que se forme una estructura de grano fino del material del blanco (4) con unos tamaños de grano ≤ 10 mm.
6. Procedimiento según la reivindicación 4, caracterizado porque la dotación se realiza con cobre. 25
Patentes similares o relacionadas:
Rodillo de briqueteado y método para producir el mismo, del 4 de Septiembre de 2019, de Fujico Co., Ltd: Un rodillo de briqueteado, que tiene integralmente un material de capa interna y un material de capa externa, que comprende […]
Método y dispositivo para producir un cilindro de laminación, del 17 de Octubre de 2018, de Fujico Co., Ltd: Un método de fabricación de un rodillo de laminación , rodillo de laminación que comprende un miembro de cilindro de laminación que tiene una capa de revestimiento […]
Formación de un componente compuesto, del 4 de Abril de 2018, de Castings Technology International Ltd: Un método para la formación de un componente compuesto a partir de una pluralidad de materiales de alimentación en polvo diferentes, que comprende las operaciones de: obtención […]
Método de fabricación de un cárter con tuberías añadidas, cárter y su utilización, del 31 de Mayo de 2017, de Safran Transmission Systems: Método de realización de un cárter en aleación ligera obtenido por fundición que incluye al menos una tubería portada por una pared del cárter , […]
 Procedimiento de fundición compuesta, del 24 de Septiembre de 2014, de GROHE AG: Procedimiento para fabricar carcasas para elementos de grifería sanitaria con las etapas:
• envolver al menos parcialmente un perfil hueco preformado […]
Procedimiento de fundición compuesta, del 24 de Septiembre de 2014, de GROHE AG: Procedimiento para fabricar carcasas para elementos de grifería sanitaria con las etapas:
• envolver al menos parcialmente un perfil hueco preformado […]
 UN PROCEDIMIENTO PARA LA PRODUCCION DE RODILLOS DE FUNDICION PARA UN LAMINADOR Y UN RODILLO DE FUNDICION PARA UN LAMINADOR, del 31 de Enero de 2013, de ACOS VILLARES S/A: La presente invención se refiere a un rodillo de fundición para un laminador con una resistencia superior a la adhesión y a la propagación de grietas y al procedimiento […]
UN PROCEDIMIENTO PARA LA PRODUCCION DE RODILLOS DE FUNDICION PARA UN LAMINADOR Y UN RODILLO DE FUNDICION PARA UN LAMINADOR, del 31 de Enero de 2013, de ACOS VILLARES S/A: La presente invención se refiere a un rodillo de fundición para un laminador con una resistencia superior a la adhesión y a la propagación de grietas y al procedimiento […]
 Procedimiento para producir un componente de gradiente funcional, del 24 de Mayo de 2012, de University College Dublin National University Of Ireland, Dublin: Procedimiento para producir un componente de gradiente funcional, comprendiendo el procedimiento introducir un primer material, en estado fundido, en un […]
Procedimiento para producir un componente de gradiente funcional, del 24 de Mayo de 2012, de University College Dublin National University Of Ireland, Dublin: Procedimiento para producir un componente de gradiente funcional, comprendiendo el procedimiento introducir un primer material, en estado fundido, en un […]
PERFECCIONAMIENTOS EN LA PATENTE DE INVENCION N.200301776, POR "METODO DE FABRICACION DE UN UTIL PARA COCCION"., del 16 de Junio de 2007, de COMERCIAL VALIRA S.A.: Los presentes perfeccionamientos consisten en que la placa inductora sólo dispone de una pluralidad de orificios de anclaje y de un orificio de […]