AUTOCLAVE PRISMATICO DE CARGA SUPERIOR PARA PROCESOS DE IMPREGNACION DE LA MADERA POR LOS PROCEDIMIENTOS DE VACIO-PRESION.
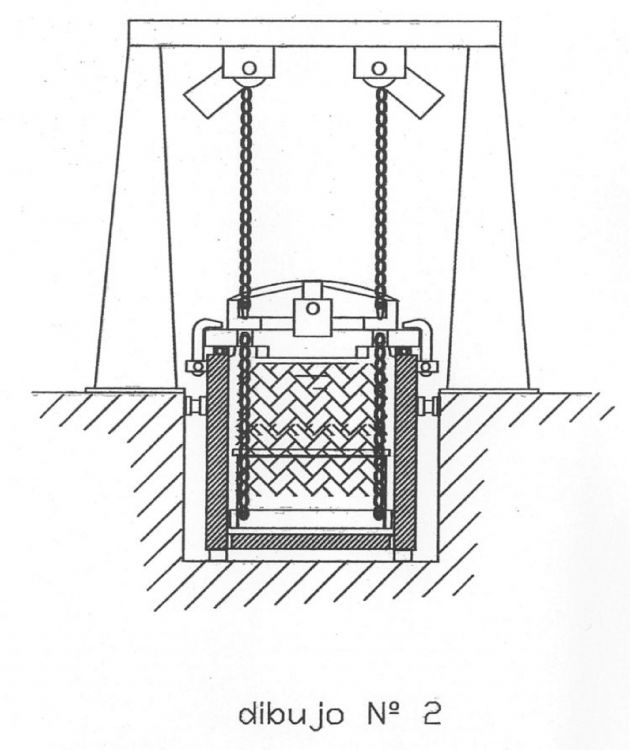
El autoclave prismático abierto por la parte superior (3) se carga desde arriba por medio de un conjunto de polipastos suspendidos de dos pórticos (12) y está provisto de amortiguadores hidráulicos (5) para reducir el esfuerzo que debe soportar y se apoya en su propia tapa (6) mediante talones de apoyo (14).
El material a tratar deberá ser depositado en un cestón (9) que está colgado a su vez de la tapa (6) del autoclave.La tapa que está provista de juntas de cierre (10) y sujeta con cierres abatibles (4) está equipada con células de carga (7) apoyadas en un balancín (8) que compensa los desequilibrios de peso y los esfuerzos oblicuos perjudiciales para ellas.La cantidad de producto depositado se obtiene por la variación de peso indicada por las células de carga al medir la presión sobre la bandeja de retención (11).Una vez alcanzado el valor adecuado de la cantidad de producto aplicado mediante el proceso de vado-presión la carga es izada por los polipastos y escurrida mediante inclinaciones coordinadas en cuatro direcciones (13)
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P200700871.
Solicitante: POSADA GONZALEZ DE SARRALDE, FERMIN
POSADA CASADO, MARIA
POSADA CASADO, MARIA TERESA
CASADO CHACON, M. DEL ROSARIO.
Nacionalidad solicitante: España.
Provincia: VIZCAYA.
Inventor/es: POSADA GONZALEZ DE SARRALDE,FERMIN.
Fecha de Solicitud: 28 de Marzo de 2007.
Fecha de Publicación: .
Fecha de Concesión: 6 de Abril de 2011.
Clasificación Internacional de Patentes:
- B01J3/04 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B01 PROCEDIMIENTOS O APARATOS FISICOS O QUIMICOS EN GENERAL. › B01J PROCEDIMIENTOS QUÍMICOS O FÍSICOS, p. ej. CATÁLISIS O QUÍMICA DE LOS COLOIDES; APARATOS ADECUADOS. › B01J 3/00 Procedimientos que utilizan una presión superior o inferior a la presión atmosférica para obtener modificaciones químicas o físicas de la materia; Aparatos a este efecto (recipientes a presión para contener o almacenar gases comprimidos, licuados o solidificados F17C). › Recipientes bajo presión, p. ej. autoclaves.
- B27K3/10 B […] › B27 TRABAJO O CONSERVACION DE LA MADERA O DE MATERIALES SIMILARES; MAQUINAS PARA CLAVAR, GRAPAR O COSER EN GENERAL. › B27K PROCEDIMIENTOS, EQUIPOS O EMPLEO DE SUSTANCIAS ESPECIFICAS PARA LA IMPREGNACION, LA COLORACION, EL TINTE O EL BLANQUEO DE LA MADERA, O PARA EL TRATAMIENTO DE LA MADERA CON LIQUIDOS POR PENETRACION, NO PREVISTO EN OTRO LUGAR; TRATAMIENTO QUIMICO O FISICO DEL CORCHO, DE LA CAÑA, DEL JUNCO, DE LA PAJA O DE MATERIALES SIMILARES. › B27K 3/00 Impregnación de la madera p. ej. para protección (impregnación y secado combinados B27K 5/04). › Aparatos.
Clasificación PCT:
Fragmento de la descripción:
Autoclave prismático de carga superior para procesos de impregnación de la madera por los procedimientos de vacío-presión.
El objeto de esta invención es un autoclave prismático de carga superior para impregnación de la madera por los procedimientos de vacío-presión o de doble vacío, según la Norma UNE-56-416.
Este autoclave, tal como se ha diseñado, facilita la realización de esos procedimientos pero en inmersión permanente, lo que permite conocer el momento en que puede detenerse el proceso cuando se alcanza la cantidad adecuada de producto impregnado sin precisar del segundo ciclo de vacío destinado a eliminar el exceso de producto innecesario.
Antecedentes de la invención
Las piezas de madera que deben ser impregnadas con productos químicos tanto para dotarlas de protecciones biocidas frente a los insectos y a los hongos como para permitirles una mayor resistencia y mejor reacción al fuego o para colorearlas, llegan a tener longitudes superiores a los 15 m., con secciones muy variables, pero en todo caso considerables.
La impregnación, para conseguir penetraciones profundas que permitan introducir el producto químico que genera la protección en las zonas internas de las piezas de madera, debe hacerse sometiendo las piezas a la acción de presiones o a vacíos de distinta magnitud, según los métodos de aplicación y los objetivos perseguidos con los tratamientos.
En los procesos de impregnación de las distintas especies de maderas, existe una relación entre las cagas aplicadas los valores de vacío y los tiempos de contacto entre la madera y los líquidos de protección.
La operación ha de efectuarse en grandes cámaras cerradas estancas capaces de soportar presiones y depresiones elevadas, denominadas de forma genérica autoclaves.
En los procedimientos actuales, en todos los casos ya sea con el procedimiento Bethel, el Rupping, el Lowry, o con los sistemas denominados oscilantes o en los denominados alternativos, que recoge la Norma UNE-56-416, el proceso de aplicación finaliza con una fase de "escurrido" con objeto de economizar consumo de producto, extrayendo una parte del mismo que había sido inyectado en la fase anterior, mediante la aplicación de un segundo vacío a una presión, igual o algo superior a la aplicada ea la fase de vacío inicial.
En esta fase es obviamente obligado que el autoclave donde se hace el "escurrido" se encuentre vacío para lo que habrá sido preciso vaciarlo previamente.
Los autoclaves utilizados hasta ahora para esta operación de impregnación se caracterizan por su forma cilíndrica con fondos tipo Klopper a modo de casquetes semiesféricos que pueden separarse del cilindro mediante uniones abisagradas o mediante guías, para permitir la entrada y salida del material.
El motivo de ese diseño cilíndrico, usado hasta ahora, se justifica por la mayor facilidad constructiva y de cálculo que proporcionan las formas cilíndricas sobre las prismáticas a la hora de dimensionar los componentes para soportar las presiones que se generan, pero que, en razón de su forma, no comporta ninguna ventaja para el usuario, si no una serie importante de inconvenientes.
Otro tipo de impregnación, mejor definible como humectación exterior, también se viene y se ha venido efectuando hasta ahora en depósitos prismáticos, que al carecer de los elemento adecuados, solo puede efectuarse a presión atmosférica por simple inmersión fría o caliente y por tanto quedan fuera de este grupo de equipos denominados "autoclaves" en los que según la Norma UNE 56-416 se deben efectuar los procedimientos de impregnación de célula llena o de célula vacía que deben efectuarse bajo vacío atmosférico, por lo que los depósitos prismáticos existentes para humectación no pueden considerarse como referentes precursores del método inventado.
La cilíndrica no es la sección ni la forma mas ademada, para estos equipos y de ahí surge la primera limitación de una serie de ellas, ya que se sacrifica un 60% del volumen disponible por el desajuste entre las secciones rectangulares normalmente necesarias y las circulares, tal como resulta ser el interior de esos autoclaves.
La segunda limitación de esos autoclaves cilíndricos es que necesariamente, dado su tamaño, se colocan horizontalmente y solo pueda abrirse estando vacíos, como es obvio, por lo que para procesar el material hay que volver a llenarlos en cada ciclo.
La tercera limitación actual es que para evitar el problema del trasiego de esos enormes volúmenes y reducir los tiempos de proceso, la impregnación intenta hacerse también, sin suficientes garantías de uniformidad, por medio de proyectores o sprays que pulverizan finamente el producto y que están adosados a las paredes del autoclave o que se desplazan por el interior y que suelen estar dotados de un movimiento de oscilación mediante un dispositivo de giro articulado lo que conlleva enormes dificultades de realización y posteriormente en el uso, sucediendo lo mismo cuando, siguiendo una disposición distinta, se montan sobre rampas móviles que se desplazan por el interior del autoclave con idénticos problemas, pero que además y fundamentalmente no efectúan el proceso bajo inmersión permanente tal como se recoge en la Norma UNE-56-416.
La cuarta limitación es que esta forma de aplicación no es valida para procesos de ignifugación, ni siquiera en las superficies libres de sombras por apantallamientos entre piezas, ya que una superficie vertical de 1 m2 retiene aproximadamente 0,48 l. de producto cuando la madera maciza necesita, como mínimo, una inyección de 1,32 kg/m2 lo que exigiría la repetición del ciclo para garantizar una carga de producto suficiente lo cual es irrealizable, ya que la repetición del ciclo extrae lo inyectado en el anterior.
La quinta limitación es que en las denominadas zonas en sombra, aquellas partes que quedan resguardadas, eclipsadas, por la interposición de otras superficies, la aplicación por sprays es en gran medida ineficaz, debiendo, para evitadas, mantenerse distancias entre piezas y colocaciones suficientemente alejadas en detrimento de la productividad de la instalación y esto al margen de la relación que existe en la práctica en ese procedimiento entre loa valores de vacío necesarios y los que realmente pueden alcanzarse debido al aporte de aire del propio producto trasegado por las bombas que lo impulsan y a otras razones fundamentadas en la variación de volumen de los espacios ahora rellenados.
La sexta limitación es debida a que debido al poco aprovechamiento del espacio en esos autoclaves cilíndricos son necesarios diámetros muy grandes para cubrir piezas voluminosas lo que obliga a dedicar enorme cantidad de tiempo a la hora de trasegar líquido con objeto de vaciarlo para proceder a su apertura y poder permitir la introducción al interior del autoclave del material a tratar, sucediendo o mismo a la hora de proceder a realizar el vacío interior ya que para lograr hacer el vacío de un volumen de aire tan considerable, el tiempo del proceso es muy largo para alcanzar valores eficaces, añadiéndose al ciclo de llenado y vaciado el correspondiente a la realización del vacío para retirar el exceso de producto de la ultima fase y de dudosa la eficacia ya que solo es técnicamente justificable en el caso de los procedimientos de "célula vacía", inadecuados para varios procesos, o cuando se haya realizado un vacío inicial sólo parcial, defectuoso por tanto e insuficiente, para los procedimientos de "célula llena" lo que supone asumir que con los equipos utilizados se cuesta, para la realización del proceso, con la ayuda del aire no eliminado que es lo contrario de lo que se pretende, máxime cuando al extraer el líquido previamente inyectado se fuerza la entrada de aire a las células, contradiciendo claramente el concepto de "célula llena" definido en el método normalizada UNE 56-416.
Todo esto supone además un gran consumo de energía en bombas de vacío, bombas de aspersión y bombas de trasiego y además al realizar el trasiego o la aspersión del producto, necesario en los actuales autoclaves, se carga necesariamente de aire en suspensión, una y otra vez, lo que prolonga el tiempo de obtención del vacío al tener que volver a eliminar el aire disuelto en el líquido en cada ciclo.
Además por utilizar en la formulación de la mayor parte de estos productos...
Reivindicaciones:
1. Autoclave prismático de carga superior para procesos industriales de impregnación de la madera por los procedimientos de vacío-presión, destinados a inyectar al interior de la madera, con objeto de mejorar sus prestaciones y comportamientos frente a los agentes destructivos, determinados productos y que se caracteriza por ser sus secciones principales poligonales, componiendo una figura prismática y por estar abierto por su parte superior para permitir la introducción del material a tratar, efectuando la inmersión antes de iniciar ciclo de vacío manteniendo el material a tratar durante todo el proceso en inmersión permanente, facilitando así la realización de estos procesos en cuatro únicas fases, y que se caracteriza, también, por integrar una serie de elementos, que permiten conocer el momento preciso para dar por terminado el proceso de impregnación interrumpiéndolo al haber alcanzado la cantidad adecuada de producto impregnante inyectado.
2. Autoclave prismático de carga superior para procesos industriales de impregnación de la madera por los procedimientos de vacío-presión según la reivindicación 1, de forma prismática de paredes mas o menos paralelas que se caracteriza por estar provisto de una tapa de sección transversal semicilíndrica o poligonal que proporciona el apoyo complementario para rigidizar la estructura mediante una serie de talones y que, por su propio peso, garantiza la estanqueidad mediante juntas de cierre elásticas, fijas o expansivas, sin precisar ningún tipo de cierre auxiliar para los procesos de vacío o también con cierres de forma abatibles para los procesos de vacío-presión y que integra los elementos necesarios para facilitar una indicación constante de la carga de producto impregnada tales como los balancines que transmiten los esfuerzos a las células de carga que al estar colocadas en el exterior permiten efectuar las mediciones en inmersión permanente, manteniendo el material retenido entre el cestón y la bandeja de retención para detener el proceso de impregnación en el momento adecuado de acuerdo con la cantidad de producto a aplicar en razón de la cantidad, dureza y especie de la madera a tratar, sin necesidad de tener que trasegar el líquido fuera de él para eliminar el exceso de producto aplicado, y que se caracteriza también por estar equipado, además, con un sistema de elevación mediante pórticos de doble pareja de polipastos dobles que permiten el escurrido final con cuatro inclinaciones mediante movimientos coordinados así como efectuar desplazamientos sin balanceos para trasladarse a la zona de carga y descarga.
3. Un deposito prismático, para procesos industriales de aplicaciones de impregnación en ciclos de vacío-presión en autoclaves prismáticos de carga superior, según las reivindicaciones 1 y 2, abierto por su parte superior, que puede estar construido con perfiles y chapa de distintos aceros o de hormigón armado provisto de tubuladuras de entrada de líquido, de salida de líquido, de toma de aire, de conexiones a los sensores de nivel y temperatura y filtro de retención de partículas y que, cuando las condiciones de ubicación lo permitan, puede estar apoyado mediante amortiguadores hidráulicos, directamente en las paredes del cubeto que lo aloje o encastrados en el terreno circundante, y que se caracteriza por estar diseñado de manera que puede prescindir de dichos amortiguadores hidráulicos y de las fijaciones al terreno mediante la transmisión de los esfuerzos que soportan las paredes, hacia el fondo y hacia la tapa neutralizando así las fuerzas actuantes debidas a la presión atmosférica, con objeto de reducir las secciones de los refuerzos, a base de unos talones actuantes en el borde superior y de unos pies salientes en la parte inferior
4. Un sistema de manipulación a base de polipastos, colocados en pórticos longitudinal o transversalmente al eje de simetría del autoclave para procesos industriales de aplicaciones de impregnación en ciclos de vacío-presión en autoclaves prismáticos de carga superior según las reivindicaciones 1 y 2, que se caracteriza por estar formado por una doble pareja de polipastos-dobles portadores de la tapa que queda suspendida de esta forma de cuatro puntos independientes entre sí, lo mismo que la bandeja o cestón que llevan la carga a procesar, lo que permite la realización de las cuatro fases necesarias para efectuar el ciclo de impregnación sin balanceos, así como el escurrido final con cuatro inclinaciones sucesivas coordinadas por un PLC.
Patentes similares o relacionadas:
Método de síntesis de partículas asimétricas (partículas de Janus) por electroquímica bipolar, del 5 de Febrero de 2020, de Université Bordeaux 1: Método electroquímico de síntesis de partículas de Janus a partir de sustratos submicrométricos o micrométricos eléctricamente conductores […]
Reactor continuo para la carbonización hidrotermal, del 23 de Octubre de 2019, de GRENOL IP GmbH: Reactor para la carbonización hidrotermal continua de biomasa o biomaterial (proceso HTC), que está realizado en forma de tubo de trozos de tubo rectos o doblados, estando […]
Recuperación de energía y agua del vapor de un recipiente de expansión instantánea de oxidación a presión, del 26 de Abril de 2019, de Outotec (Finland) Oy: Un método para recuperar energía y agua de vapor de expansión instantánea de la oxidación a presión, caracterizado por que el método comprende una etapa en la que: (a) […]
Carbonización hidrotermal de biomasa, del 23 de Abril de 2019, de GRENOL IP GmbH: Procedimiento para la carbonización hidrotermal de biomasa, en el que biomasa se transforma con agua y al menos un catalizador en un recipiente […]
Almacenamiento y transporte de un catalizador para la producción de polímeros de olefina, del 17 de Abril de 2019, de BOREALIS AG: Tambor de presión para llenar, almacenar, transportar y descargar un catalizador para la producción de polímeros de olefina, el tambor de presión comprende un cuerpo […]
Procedimiento para la producción de una disolución de dióxido de cloro acuosa estable, del 13 de Febrero de 2019, de A.P.F. Aqua System AG: Procedimiento para la producción de una disolución de dióxido de cloro, con una concentración de dióxido de cloro de un 0,3 a un 4,5 % en peso, que comprende los siguientes […]
 Reactor tubular con revestimiento para la realización de reacciones catalíticas en fase gaseosa y proceso para el funcionamiento de uno de este tipo, del 11 de Febrero de 2019, de MAN Energy Solutions SE: Reactor tubular con revestimiento para la realización de reacciones catalíticas en fase gaseosa y con un haz de tubos de contacto a través del […]
Reactor tubular con revestimiento para la realización de reacciones catalíticas en fase gaseosa y proceso para el funcionamiento de uno de este tipo, del 11 de Febrero de 2019, de MAN Energy Solutions SE: Reactor tubular con revestimiento para la realización de reacciones catalíticas en fase gaseosa y con un haz de tubos de contacto a través del […]
Disposición de tanque flash de entrada superior, del 6 de Febrero de 2019, de Outotec (Finland) Oy: Un método para reducir la presión y la temperatura de una suspensión de descarga de autoclave por oxidación a presión, en donde el método comprende a) recibir […]