APARATO PARA LA MEDICIÓN PRECISA Y LINEAL DE LA FUERZA DE PLEGADO, ÚTIL PARA DETERMINAR LA RECUPERACIÓN ELÁSTICA DE UNA PIEZA A TRABAJAR DOBLADA POR UNA PRENSA PLEGADORA.
Aparato para determinar la recuperación elástica de una pieza a trabajar,
plegada mediante una prensa plegadora, situándose dicha pieza entre la matriz (4) y el punzón (1) de la prensa plegadora, que comprende los medios para: a. detectar la deformación o tensión, por lo menos en dos posiciones diferentes y simétricas en la matriz (4) y convertirla en una señal eléctrica; produciéndose dicha detección al inicio del proceso durante el plegado y la liberación del punzón (1); b. amplificar y sumar la deformación o las señales de tensión procedentes de cada par de posiciones simétricas mediante, por lo menos, un amplificador (5) para eliminar las diferencias producidas por deformaciones falsas producidas al inicio de la etapa de plegado, y sumando las mediciones reales de la fuerza de plegado derivadas únicamente de los componentes a compresión; c. transmitir el resultado de la suma a un controlador (6) de la prensa plegadora, que procesa los datos recogidos y corrige el ángulo de la pieza que se está plegando
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E08425382.
Solicitante: MACCHINE INDUSTRIALI S.P.A.
Nacionalidad solicitante: Italia.
Dirección: VIA COPERNICO 2/4 LOC. CASONI DI GARIGA 29027 PODENZANO (PIACENZA) ITALIA.
Inventor/es: MONDANI,FILIPPO.
Fecha de Publicación: .
Fecha Solicitud PCT: 28 de Mayo de 2008.
Clasificación Internacional de Patentes:
- B21D5/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 5/00 Curvado de chapas a lo largo de líneas rectas, p. ej. para formar un pliegue simple (B21D 11/06 - B21D 11/18 tiene prioridad). › sobre prensas particulares sin fijación de la pieza.
- G01B5/24 FISICA. › G01 METROLOGIA; ENSAYOS. › G01B MEDIDA DE LA LONGITUD, ESPESOR O DIMENSIONES LINEALES ANALOGAS; MEDIDA DE ANGULOS; MEDIDA DE AREAS; MEDIDA DE IRREGULARIDADES DE SUPERFICIES O CONTORNOS. › G01B 5/00 Disposiciones de medida caracterizadas por la utilización de medios mecánicos (instrumentos de los tipos cubiertos por el grupo G01B 3/00 en sí G01B 3/00). › para la medida de ángulos o conicidades; para ensayar la alineación de ejes.
Clasificación PCT:
- B21D5/02 B21D 5/00 […] › sobre prensas particulares sin fijación de la pieza.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
La presente invención se refiere a un aparato para determinar la recuperación elástica de una pieza a trabajar, plegada mediante una prensa plegadora. Por ejemplo, se conoce un aparato de este tipo a partir del documento WO-A-2006/063683.
Las prensas plegadoras se utilizan generalmente para plegar una chapa o lámina de metal con unos ángulos de plegado predeterminados.
Más simplemente, se componen de un punzón que puede desplazarse hacia la matriz correspondiente, presentando esta última la forma que debe tener la chapa a plegar.
El problema radica en la recuperación elástica de la chapa metálica, que se abre separándose después del plegado para formar un ángulo que difiere considerablemente del ángulo mínimo obtenido al final de la etapa de plegado, no pudiendo compensarse previamente dicho ángulo de forma exacta.
Los procedimientos que se utilizan habitualmente para corregir los errores de plegado requieren una medición precisa de las fuerzas implicadas en todo el proceso de plegado.
La diferencia entre los diversos procedimientos consiste en cómo se miden las fuerzas de plegado y en cómo se utilizan las mediciones para calcular la carrera de penetración de la prensa de plegado.
Por ejemplo, con el objetivo de corregir los errores ocasionados por el grueso desigual de las chapas metálicas, la técnica descrita en la patente US nº 6.581.427 da a conocer un procedimiento que determina el grueso real de la chapa entre punzón y matriz, mediante la medición de la presión de los cilindros hidráulicos de accionamiento del punzón de la plegadora, y adapta el sistema al nuevo valor correcto, permitiendo de este modo trabajar con los nuevos valores de sustitución.
La patente anterior da a conocer asimismo la posibilidad de llevar a cabo dichas funciones de control utilizando dispositivos destinados a detectar los esfuerzos mecánicos ejercidos mediante los cilindros sobre el punzón (más concretamente sobre la viga de soporte del punzón) o utilizando dispositivos para detectar la tensión entre las diversas partes del bastidor de la prensa plegadora.
En otras palabras, el sistema dado a conocer en la patente anterior obtiene unas mediciones de los parámetros físicos muy alejadas de la posición real de trabajo, es decir, de la chapa entre el punzón y la matriz, debido a que los cilindros de accionamiento del punzón están situados lejos de dicha posición y a menudo soportan una viga, que a su vez soporta el punzón.
Obviamente, si los dispositivos de detección de la tensión están situados en la proximidad de los cilindros o sobre la viga de la prensa de plegado, las señales detectadas no son exactamente las mismas que las generadas por la interacción entre la chapa, la matriz y el punzón, y contienen diversos errores originados exteriormente a la prensa plegadora, tales como las vibraciones generadas por otras partes mecánicas.
Un inconveniente adicional es que puede obtenerse dicha interacción con unos valores que están atenuados por la propagación a través de las piezas de la prensa plegadora.
Asimismo, los dispositivos de detección colocados en la parte estructural de una prensa plegadora proporcionan una señal muy atenuada que, por lo tanto, tiene errores considerables cuando las piezas de chapa que deben plegarse, presentan unas dimensiones y/o gruesos reducidos con respecto a la fuerza máxima de plegado que puede ser ejercida por la prensa plegadora.
Sin embargo, cuando se utilizan sensores de fuerza montados directamente en las herramientas (matriz o punzón), éstos quedan afectados generalmente por esfuerzos transversales falsos que no son proporcionales al esfuerzo para el plegado de la chapa. Debido a estos esfuerzos, resultan ineficaces todas las técnicas anteriores que pueden utilizarse para compensar la recuperación elástica de la chapa metálica, cuando no se permite una liberación total de la chapa.
Unos ejemplos de la técnica anterior de corrección de la recuperación elástica, basados en el reconocimiento del final de la etapa de plegado mediante mediciones de la fuerza, son los que se dan a conocer en las patentes EP-A-993882, WO-A-03/072278 y DE-U-29713318.
Sin embargo, todas las técnicas de este tipo se basan en la suposición de que la medición de la fuerza es exacta y lineal.
En la patente JP-A-03090216, el problema de la medición no lineal ocasionado por esfuerzos de plegado falsos se resuelve mediante un diseño particular de la matriz que permite que unas células de carga piezoeléctricas estén montadas en una posición centrada, es decir, a lo largo de la línea neutra de cualquier deformación por flexión.
Sin embargo, esta solución adolece del inconveniente de que la herramienta queda debilitada y no puede estar equipada con otros sensores necesarios para una medición exacta, tales como los instrumentos de medición del ángulo de plegado, conocidos de por sí y que están fabricados utilizando diversas tecnologías, utilizando los espacios en el interior de las herramientas (punzones o matrices).
En todas estas patentes, la corrección del ángulo de plegado se produce después de liberar la pieza y de este modo pueden producirse errores cuando se toma de nuevo la pieza.
Por consiguiente, el objetivo de la presente invención es detectar exactamente las deformaciones y/o tensiones generadas directamente en la matriz al realizar el plegado, para determinar de forma exclusiva y exacta el ángulo de plegado correcto de la chapa, mediante el reconocimiento exacto del inicio y/o del final de la operación de plegado.
El problema general de las plegadoras es que, durante el plegado, la chapa presenta una recuperación elástica que varía el ángulo de plegado con respecto al ángulo deseado.
Mediante la medición de la curva de esfuerzo-tensión que disminuye progresivamente al final de la recuperación elástica después del plegado, puede determinarse la recuperación elástica real de la chapa plegada, incluso antes de quedar completamente liberada de la plegadora mediante la obtención de una medición intermedia en condiciones de recuperación elástica parcial con respecto a la posición correspondiente del punzón tal como ha sido detectada mediante el controlador de la plegadora, y extrapolando la posición del punzón en condiciones de recuperación elástica completa.
Por consiguiente, en una etapa posterior de plegado, puede corregirse el error detectado del ángulo y puede obtenerse una pieza plegada correctamente.
Desafortunadamente, cuando se determina la fuerza de plegado a partir de la deformación de la matriz, se generan errores de linealidad que son cuantitativamente inaceptables, además de producirse aleatoriamente.
Las deformaciones inevitables que aparecen al inicio de la etapa de plegado se producen por la deformación, principalmente por flexión, de las herramientas que debido a errores dimensionales o de montaje inevitables que, aunque sean pequeños, deben adaptarse y acoplarse uno con otro creando de este modo un efecto que, llegado el caso, puede sumarse o restarse a la deformación típica por compresión vinculada a la acción real de plegado de la chapa.
Esta deformación inicial que se mantiene en toda la operación de plegado, afecta a la linealidad de la relación entre el esfuerzo de plegado y la medición correspondiente, y hace totalmente ineficaz cualquier algoritmo basado en la medición de la linealidad para determinar la recuperación elástica de la chapa.
El objetivo de la presente patente es dar a conocer una disposición particular de las células de carga situadas sobre la superficie exterior de las matrices sin cambiar su forma, compensando de este modo completamente cualquier deformación falsa no producida por el esfuerzo de plegado de la chapa.
Gracias a esta disposición, tal como está definida en las reivindicaciones adjuntas, se soslaya el problema de la recuperación elástica debido a que los instrumentos que identifican las deformaciones y/o las tensiones miden también la recuperación elástica cuando se considera la diferencia entre la penetración máxima del punzón en la matriz al final de una operación de plegado, y la obtenida mediante la medición directa o mediante la extrapolación al final de la recuperación elástica, cuando la tensión está totalmente liberada y en consecuencia la matriz o el punzón están deformados.
Si se combina...
Reivindicaciones:
1. Aparato para determinar la recuperación elástica de una pieza a trabajar, plegada mediante una prensa plegadora, situándose dicha pieza entre la matriz (4) y el punzón (1) de la prensa plegadora, que comprende los medios para:
a. detectar la deformación o tensión, por lo menos en dos posiciones diferentes y simétricas en la matriz (4) y convertirla en una señal eléctrica; produciéndose dicha detección al inicio del proceso durante el plegado y la liberación del punzón (1);
b. amplificar y sumar la deformación o las señales de tensión procedentes de cada par de posiciones simétricas mediante, por lo menos, un amplificador (5) para eliminar las diferencias producidas por deformaciones falsas producidas al inicio de la etapa de plegado, y sumando las mediciones reales de la fuerza de plegado derivadas únicamente de los componentes a compresión;
c. transmitir el resultado de la suma a un controlador (6) de la prensa plegadora, que procesa los datos recogidos y corrige el ángulo de la pieza que se está plegando.
2. Aparato para determinar la recuperación elástica de una pieza a trabajar plegada mediante una prensa plegadora, situándose dicha pieza entre la matriz (4) y el punzón (1) de la prensa plegadora, que comprende los medios para:
a. detectar la deformación o tensión, por lo menos, en dos posiciones diferentes y simétricas en el punzón (1) y convertirla en una señal eléctrica; produciéndose dicha detección al inicio del proceso durante el plegado y la liberación del punzón (1);
b. amplificar y sumar la deformación o las señales de tensión procedentes de cada pareja de posiciones simétricas mediante, por lo menos, un
amplificador (5) para eliminar las diferencias producidas por deformaciones falsas producidas al inicio de la etapa de plegado, y sumando las mediciones reales de la fuerza de plegado derivadas únicamente de los componentes a compresión;
c. transmitir el resultado de la suma a un controlador (6) de la prensa plegadora, que procesa los datos recogidos y corrige el ángulo de la pieza que se está plegando.
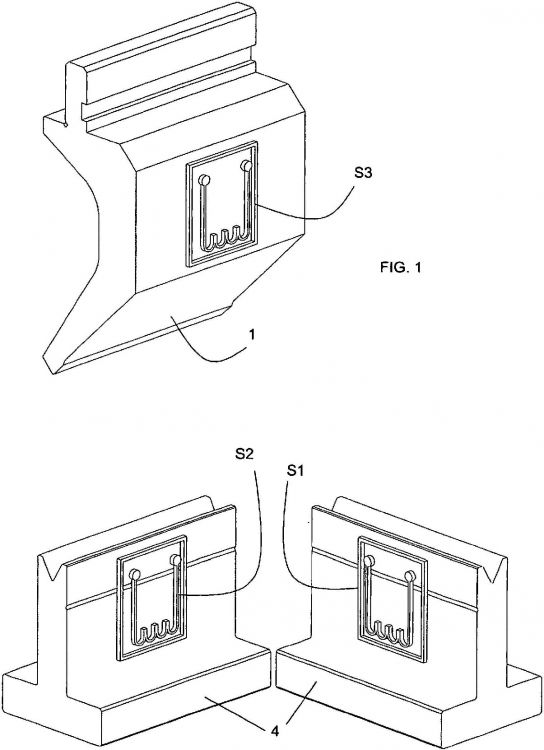
3. Aparato según cualquiera de las reivindicaciones 1 ó 2, caracterizado porque la deformación y la tensión se detectan mediante el montaje de un par de extensómetros (S1, S2, S3) en el exterior de la matriz, en unas posiciones centradas y simétricas anterior y posterior.
4. Aparato según cualquiera de las reivindicaciones anteriores, caracterizado porque los sensores (S1, S2, S3) que se utilizan para la detección de la deformación y de la tensión se componen de una red eléctrica, por lo menos de dos elementos resistivos orientados ortogonalmente entre sí y conectados en posiciones opuestas, para formar los lados de un puente de resistencias diseñado para proporcionar la señal útil dada únicamente por la suma de las deformaciones axiales y compensar los componentes de error iguales y opuestos derivados de deformaciones de flexión no controladas.
5. Aparato según cualquiera de las reivindicaciones anteriores, caracterizado porque los sensores (S1, S2, S3) que se utilizan para la detección de la deformación y de la tensión, se componen de un elemento resistivo único, situado en una posición tal que está sometido principalmente a las tensiones de compresión ejercidas sobre la matriz, y las señales proporcionadas por los dos sensores se suman mediante un amplificador operativo, de tal modo que los efectos no pretendidos provocados por las deformaciones iniciales de la matriz bajo tensión se eliminan al sumarse por una parte a la señal proporcionada por un sensor,
y por otra parte al restarse de la señal proporcionada por el sensor opuesto, con lo que se eliminan en la señal de la suma total obtenida a partir de las dos señales individuales.
Patentes similares o relacionadas:
Producto conformado en prensa, y método de producción y línea de equipos de producción para producir el producto conformado en prensa, del 1 de Enero de 2020, de NIPPON STEEL CORPORATION: Un producto conformado en prensa que está hecho de una placa metálica que tiene una resistencia a la tracción de 590 MPa o más, y que comprende un par de secciones […]
Prensa plegadora o máquina dobladora automatizada para doblar material de chapa metálica y método para doblar material de chapa metálica con una tal prensa plegadora o máquina dobladora automatizada, del 25 de Diciembre de 2019, de Zeiser Engineering UAB: Prensa plegadora o máquina dobladora automatizada para doblar material de chapa metálica, que está provista de: - una tabla con un portaherramientas inferior […]
Prensa plegadora, del 14 de Agosto de 2019, de Adira - Metal Forming Solutions, S.A: Prensa plegadora para plegado o prensado de piezas de trabajo, que comprende a. una herramienta superior y una herramienta inferior, […]
Dispositivo de bloqueo de herramientas en una máquina herramienta, en particular para una prensa de plegado, del 15 de Mayo de 2019, de Teda S.R.L: Dispositivo de bloqueo de herramientas en una máquina herramienta, en particular del tipo de prensa de plegado, que comprende: - un […]
Dispositivo de bloqueo para bloquear herramientas en una prensa plegadora, del 24 de Abril de 2019, de ROLLERI S.P.A: Un dispositivo de bloqueo para bloquear herramientas en una prensa plegadora, que comprende una primera mordaza y una segunda mordaza , […]
Método de doblamiento, del 16 de Enero de 2019, de SSAB Technology AB: Un método para formar un doblez en una placa de material metálico, de tal manera que dicho método comprende: doblar en aire una placa de material metálico en una primera […]
Dispositivo de sujeción para una chapa de prueba, del 9 de Enero de 2019, de Broetje-Automation GmbH: Dispositivo de sujeción para una chapa de prueba , con un dispositivo de recepción para encajar con la chapa de prueba , con un dispositivo de mango […]
Instalación de fabricación con una unidad de manipulación de útiles, del 26 de Diciembre de 2018, de Trumpf Maschinen Austria GmbH & CO. KG: Instalación de fabricación , especialmente para el doblado de conformación libre de piezas de trabajo que han de ser fabricadas a partir de chapa, […]