APARATO PARA ENGRAPADO Y FIJACIÓN PARA EL MONTAJE DE PIEZAS DE UN PANEL COMPUESTO, ESPECIALMENTE, PARA LA CARROCERÍA DE UN VEHÍCULO A MOTOR.
Aparato para engrapado y fijación, para el montaje de piezas de un panel compuesto,
particularmente, para una carrocería de un vehículo a motor, que comprende: - una estación de engrapado (26) que tiene una primera estructura receptora (30, 34) para permitir el soporte de las piezas (12, 14) del panel compuesto (P) que se mantienen con gran proximidad entre sí en una configuración de montaje, y adaptadas para llevar a cabo una operación de engrapado mediante herramientas de engrapado (42) para engrapar el panel (P) en zonas predeterminadas del mismo, y - primeros medios de presión (50, 56) adaptados para comprimir las piezas (12, 14) del panel (P), como mínimo, durante la etapa de engrapado, y para adoptar una posición en la que las piezas (12, 14) del panel (P) se mantienen con gran proximidad en la configuración de montaje correcta, - una estación de fijación (28) separada con respecto a la estación de engrapado (26), destinada a llevar a cabo una operación de fijación recíproca por soldadura o calentamiento de las piezas (12, 14) del panel (P) ya engrapadas, cuya estación de fijación (28) comprende una segunda estructura receptora (82, 84; 96, 98) independiente de dicha primera estructura de soporte (30, 34) y adaptada para soportar el panel compuesto (P) durante la operación de fijación, y - medios de manipulación (68) adaptados para desplazar el panel compuesto engrapado (P) entre la estación de engrapado (26) y la estación de fijación (28), cuyos medios de manipulación (68) están destinados a llevar a dicho panel (P) a una posición en la que es puede intercambiar por la segunda estructura receptora (82, 84; 96, 98) durante la realización de dicha operación de fijación. caracterizado porque dichos medios de manipulación (68) están asociados a elementos de retención (50, 70) para mantener las piezas (12, 14) del panel (P) en posición próxima y comprimidas en la posición de montaje correcta, mientras que el panel (P) es desplazado entre la estación de engrapado (26) y la estación de fijación (28)
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E07022829.
B21D39/02TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 39/00 Utilización de procedimientos que permitan el ensamblaje de objetos o de partes de objetos, p. ej. revestimiento con chapas, que no sea por chapado (remachado B21J; ensamblado de elementos por forjado o prensado al objeto de que formen una sola pieza B21K 25/00 ); Dispositivos de mandrinaje de tubos. › de chapas por doblado, p. ej. conectando los bordes de una chapa para formar un cilindro.
B21D43/00B21D […] › Dispositivos de alimentación, de alineamiento o de almacenado combinados con aparatos para trabajar o tratar la chapa, tubos o perfiles, dispuestos en estos aparatos o especialmente adaptados para ser utilizados en asociación con estos aparatos; Asociación de dispositivos de corte con estos aparatos (dispositivos de corte asociados a las herramientas, ver los grupos previstos para estas herramientas).
B21D53/88B21D […] › B21D 53/00 Fabricación de otros objetos especiales (fabricación de cadenas o de partes de cadenas B21L). › de otras partes de vehículos, p. ej. capós guardabarros.
B23K11/11B […] › B23MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › B23K 11/00 Soldadura por resistencia; Seccionamiento por calentamiento por resistencia. › Soldadura por puntos.
B62D65/06B […] › B62VEHICULOS TERRESTRES QUE SE DESPLAZAN DE OTRO MODO QUE POR RAILES. › B62D VEHICULOS DE MOTOR; REMOLQUES (dirección o guiado de máquinas o instrumentos agrícolas según un recorrido determinado A01B 69/00; ruedas, ruedecillas pivotantes, mejora de la adherencia de ruedas B60B; neumáticos para vehículos, inflado de neumáticos, cambio o reparación de neumáticos B60C; conexiones entre vehículos de un mismo tren o de un conjunto similar B60D; vehículos raíl-carretera, vehículos anfibios o transformables B60F; disposiciones de suspensión B60G; calefacción, refrigeración, ventilación u otros dispositivos de tratamiento del aire B60H; ventanas, parabrisas, techos descapotables, puertas o dispositivos similares, cubiertas de protección para vehículos fuera de servicio B60J; disposiciones de conjuntos de propulsión, accionamientos auxiliares, transmisiones, disposición de instrumentos o tableros de a bordo B60K; equipo eléctrico o propulsión de vehículos de tracción eléctrica B60L; alimentación de energía eléctrica para vehículos de tracción eléctrica B60M; disposiciones para pasajeros no previstas en otro lugar B60N; vehículos adaptados al transporte de cargas o para llevar cargas u objetos especiales B60P; adaptación de los dispositivos de señalización o de iluminación, su montaje o soporte, circuitos a este efecto, para vehículos en general B60Q; vehículos, equipos o partes de vehículos, no previstos en otro lugar B60R; servicio,limpieza, reparación, elevación o maniobra, no previstos en otro lugar B60S; frenos, sistemas de control de frenos o partes de estos sistemas B60T; vehículos de colchón de aire B60V; ciclos de motor, sus accesorios B62J, B62K; ensayo de vehículos G01M). › B62D 65/00 Diseño, fabricación, p.ej. ensamblado o medidas encaminadas a facilitar el desensamblaje o la modificación estructural de vehículos de motor o remolques, no previstos en otro lugar. › los subconjuntos o componentes siendo puertas, ventanillas, techos que se pueden abrir, tapas, capós o sus juntas o sus bandas de estanqueidad contra la intemperie.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
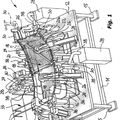
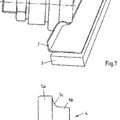
Aparato para engrapado y fijación para el montaje de piezas de un panel compuesto, especialmente, para la carrocería de un vehículo a motor La presente invención se refiere a un aparato para el engrapado y fijación para el montaje de piezas de un panel compuesto, especialmente para la carrocería de un vehículo a motor. La carrocería de los vehículos modernos a motor comprende habitualmente paneles de tipo compuesto utilizados, por ejemplo, para la fabricación de elementos móviles, tales como las puertas o las tapas posterior y frontal o el capó del motor, que comprenden, como mínimo, un par de elementos laminares rígidamente conectados entre sí. En el caso más habitual de paneles que consisten en dos piezas, una pieza, la llamada esqueleto o armazón, tiene principalmente la función de estructura de soporte y resistente, mientras que la otra pieza es un panel de recubrimiento exterior que principalmente lleva a cabo la función de dar forma. Estas piezas están conectadas inicialmente por engrapado de sus bordes periféricos, y a continuación son fijadas de manera permanente durante la llamada fase de manipulación de chapa. Habitualmente, se interpone una capa de un adhesivo polímero, en general de tipo termo-curado, entre las dos piezas del panel compuesto en sus zonas periféricas, cuyo adhesivo es llevado, a continuación, al estado de polimerización completa, a efectos de fijar definitivamente las dos piezas para conseguir la geometría permanente del panel compuesto. Después de la etapa de engrapado de las dos piezas del panel, éstas sufren una operación de fijación subsiguiente, que puede consistir en la soldadura de zonas predeterminadas del papel o en el calentamiento de los bordes del panel en las zonas en las que se encuentra presente el adhesivo polímero. La operación de soldadura es llevada a cabo habitualmente por medio de herramientas de soldadura por resistencia del tipo de proyección indirecta, mientras que la operación de calentamiento es llevada a cabo típicamente por medio de un dispositivo de calentamiento por inducción, que permite llevar el adhesivo a una temperatura aproximadamente próxima a 180º C a efectos de alcanzar su estado de pre-polimerización. Ambos métodos de fijación de las piezas del panel compuesto tienen la ventaja de conservar la integridad de las superficies del panel porque no dejan trazas visibles sobre la superficie externa del panel. Un problema de la etapa de fijación de las piezas de un panel compuesto que es llevada a cabo después del engrapado, tanto del tipo de soldadura por proyección indirecta o del tipo de calentamiento por inducción, consiste en el hecho de que esta fijación es llevada a cabo usualmente en aparatos que están separados de la herramienta de engrapado. De esta manera, existe el riesgo de que las piezas del panel compuesto puedan sufrir movimientos relativos durante su transferencia entre la herramienta de engrapado y la herramienta de fijación, con el resultado de que se altera la geometría del panel, lo que puede provocar la fabricación de piezas defectuosas. El documento GB-A-2 337 716, cuyas características principales se mencionan en el preámbulo de la reivindicación 1, da a conocer un aparato del tipo que se ha descrito anteriormente, en el que existe el riesgo de que las piezas del panel compuesto puedan sufrir movimientos relativos durante su transferencia entre la herramienta de engrapado y la herramienta de fijación. En un intento de superar este inconveniente, se ha propuesto en el documento DE- 199 27 208 la realización de las operaciones de engrapado y de soldadura por proyección indirecta de un panel compuesto en un mismo aparato mientras el panel está soportado por una estructura de soporte. Si bien este aparato conocido tiene la ventaja de que las etapas de engrapado y soldadura de un panel pueden ser llevadas a cabo sin desactivar las herramientas de bloqueo que mantienen las piezas del panel en situación de proximidad, de manera que se mantiene una referencia constante y precisa de las piezas del panel, no permite llevar a cabo las operaciones de engrapado y fijación de manera satisfactoria, puesto que las piezas del panel descansan sobre una misma estructura de soporte durante, tanto la operación de engrapado como en la operación de fijación. En realidad, es sabido que la operación de engrapado requiere una estructura de soporte extremadamente sólida, adaptada para resistir la aplicación de considerables presiones, de manera que esta estructura se hace habitualmente de un material metálico con superficies endurecidas, mientras que el conseguir una operación de soldadura por proyección indirecta requiere una estructura receptora del panel, realizada en un material no magnético, por ejemplo, mediante soportes de un material aislante, a efectos de que la corriente de soldadura pueda pasar solamente entre el electrodo de soldadura y el electrodo conectado a masa a través de las piezas de chapa del panel sin fugas sobre la estructura de soporte. Como resultado, una única estructura de soporte a utilizar para el soporte del panel durante el engrapado y durante la fijación de las piezas de la misma, muestra que no es capaz de proporcionar un soporte óptimo del panel durante dichas operaciones y, en particular, no permite la fabricación de paneles compuestos de buena calidad. A efectos de superar estos inconvenientes, el objetivo de la presente invención es un aparato, tal como se ha reivindicado. 2 Mediante esta idea de solución, el aparato según la invención permite llevar a cabo la operación de engrapado mientras las piezas del panel son mantenidas en íntima proximidad y descansan sobre una primera estructura de soporte que tiene características óptimas para permitir resistir la aplicación de presiones considerables, y la operación de fijación subsiguiente de las piezas del panel engrapado se lleva a cabo mientras el panel engrapado descansa sobre otra estructura que tiene características óptimas para su utilización durante la etapa de calentamiento por inducción o una etapa de soldadura por proyección indirecta, de manera que las operaciones de engrapado y de fijación de las piezas del panel pueden ser llevas a cabo de manera muy eficaz y fiable. En particular, durante la etapa de fijación de las piezas del panel por medio de soldadura por proyección indirecta, la corriente de soldadura puede pasar entre los electrodos de soldadura y los electrodos conectados a masa atravesando las piezas de chapa del panel sin producir fugas, mientras que durante la etapa de fijación por calentamiento por inducción, el calentamiento se puede concentrar solamente sobre el material metálico del panel. La invención quedará más evidente a partir de la siguiente descripción detallada que se ha realizado con referencia a los dibujos adjuntos que tienen título de ejemplo no limitativo y que muestran dos modificaciones del mismo, y en los cuales: - la figura 1 es una vista esquemática frontal de una herramienta de acuerdo con una primera modificación de la invención durante la etapa de alimentación de las piezas de un panel compuesto que deben ser engrapadas y fijadas entre sí, - la figura 2 es una vista a mayor escala de un detalle indicado por la flecha II de la figura 1, durante la etapa de engrapado del panel, - la figura 3 es una vista a mayor escala del detalle indicado por la flecha III de la figura 2, - la figura 4 es una vista similar a la de la figura 1, que muestra una etapa de transferencia de un panel compuesto de engrapado entre una estación de engrapado y una estación de fijación de la herramienta, - la figura 5 es una vista en perspectiva esquemática de una herramienta, según la invención, durante una etapa de fijación por soldadura de las piezas de un panel engrapado, - la figura 6 es una vista en alzado frontal a mayor escala de un detalle indicado por la flecha VI en la figura 5, - la figura 7 es una vista en perspectiva a mayor escala del detalle indicado por la flecha VII de la figura 6, - la figura 8 es una vista frontal en alzado a mayor escala de un detalle indicado por la flecha VIII de la figura 7, - la figura 9 es una vista en perspectiva esquemática de una segunda modificación de la herramienta de la invención, en la que la estación de fijación de las piezas del panel compuesto engrapado comprenden un dispositivo de calentamiento por inducción y, - la figura 10 es una vista a mayor escala de un detalle indicado por la flecha X de la figura 9, en otra configuración operativa. Haciendo referencia inicialmente a las figuras 1 a 8, una primera modificación de un aparato para el engrapado y fijación de las piezas de un panel compuesto P de la carrocería de un vehículo a motor, por ejemplo, una tapa del capó frontal, se ha indicado con el numeral 10 en su conjunto. Las piezas de chapa metálica del panel P consisten, de manera... [Seguir leyendo]
Reivindicaciones:
1. Aparato para engrapado y fijación, para el montaje de piezas de un panel compuesto, particularmente, para una carrocería de un vehículo a motor, que comprende: - una estación de engrapado (26) que tiene una primera estructura receptora (30, 34) para permitir el soporte de las piezas (12, 14) del panel compuesto (P) que se mantienen con gran proximidad entre sí en una configuración de montaje, y adaptadas para llevar a cabo una operación de engrapado mediante herramientas de engrapado (42) para engrapar el panel (P) en zonas predeterminadas del mismo, y - primeros medios de presión (50, 56) adaptados para comprimir las piezas (12, 14) del panel (P), como mínimo, durante la etapa de engrapado, y para adoptar una posición en la que las piezas (12, 14) del panel (P) se mantienen con gran proximidad en la configuración de montaje correcta, - una estación de fijación (28) separada con respecto a la estación de engrapado (26), destinada a llevar a cabo una operación de fijación recíproca por soldadura o calentamiento de las piezas (12, 14) del panel (P) ya engrapadas, cuya estación de fijación (28) comprende una segunda estructura receptora (82, 84; 96, 98) independiente de dicha primera estructura de soporte (30, 34) y adaptada para soportar el panel compuesto (P) durante la operación de fijación, y - medios de manipulación (68) adaptados para desplazar el panel compuesto engrapado (P) entre la estación de engrapado (26) y la estación de fijación (28), cuyos medios de manipulación (68) están destinados a llevar a dicho panel (P) a una posición en la que es puede intercambiar por la segunda estructura receptora (82, 84; 96, 98) durante la realización de dicha operación de fijación. caracterizado porque dichos medios de manipulación (68) están asociados a elementos de retención (50, 70) para mantener las piezas (12, 14) del panel (P) en posición próxima y comprimidas en la posición de montaje correcta, mientras que el panel (P) es desplazado entre la estación de engrapado (26) y la estación de fijación (28). 2. Aparato, según la reivindicación 1, caracterizado porque los medios de manipulación (68) son accionados de manera coordinada con los medios de presión (50, 56) durante el movimiento del panel engrapado (P) entre dichas estaciones de engrapado (26) y de fijación (28). 3. Aparato, según la reivindicación 2, caracterizado porque los medios de manipulación (68) comprenden elementos de retención por vacío asociados con medios de presión (50, 56). 4. Aparato, según la reivindicación 2 ó 3, caracterizado porque los medios de manipulación (68) comprenden un armazón de soporte (70) que forma parte del dispositivo de elevación lineal (70, 72, 74). 5. Aparato, según cualquiera de las reivindicaciones 1 a 4, caracterizado porque la estación de fijación (28) está dispuesta por encima de la estación de engrapado (26). 6. Aparato, según cualquiera de las reivindicaciones 1 a 5, caracterizado porque la primera estructura receptora comprende un banco receptor (30) que es estacionario con respecto a un armazón (16) del aparato (10). 7. Aparato, según la reivindicación 6, caracterizado porque el banco receptor (30) comprende una zona de reposo periférica (34) que puede entrar en contacto con el borde del panel (P). 8. Aparato, según la reivindicación 7, caracterizado porque la zona de reposo periférica (34) del banco receptor (30) rodea una abertura pasante (36) dentro de la cual se extiende dicho dispositivo elevador lineal (70, 72, 74). 9. Aparato, según cualquiera de las reivindicaciones 1 a 8, caracterizado porque las piezas (12, 14) del panel (P) son alimentadas a la estación de engrapado (26) en estado de pre-montaje por un armazón de transferencia (38). 10. Aparato, según la reivindicación 9, caracterizado porque el armazón de transferencia (38) está asociado a un dispositivo automático de manipulación. 11. Aparato, según cualquiera de las reivindicaciones 1 a 10, caracterizado porque los medios de presión comprenden un soporte (50) de la pieza en bruto conformada para entrar en contacto, como mínimo, con una parte de borde del panel (P), que se puede desplazar verticalmente como resultado del funcionamiento de un dispositivo accionador (56). 12. Aparato, según cualquiera de las reivindicaciones 1 a 11, caracterizado porque la segunda estructura de reposo (82, 84; 96, 98) es una estructura móvil adaptada para adoptar una configuración inactiva alejada del panel (P), dispuesto en la estación de fijación (28), y una configuración activa en la que establece contacto con partes del 7 panel compuesto (P) engrapado y dispuesto en la estación de fijación (28) a efectos de soportarlo durante dicha operación de fijación. 13. Aparato, según la reivindicación 12, caracterizado porque la segunda estructura de reposo comprende elementos receptores conformados (84; 98) para recibir al panel (P) durante dicha operación de fijación, cuyos elementos están realizados en un material no magnético. 14. Aparato, según cualquiera de las reivindicaciones 1 a 13, caracterizado porque la estación de fijación (28) está adaptada para llevar a cabo una operación de soldadura de las piezas (12, 14) del panel (P), preferentemente una operación de soldadura por resistencia del tipo de proyección indirecta, y porque comprende una serie de herramientas de soporte y soldadura (66a) que incluyen electrodos de soldadura y de conexión a masa (76, 80), así como elementos de soporte (82, 84), siendo desplazable cada herramienta de soporte y soldadura (66a) entre una posición separada con respecto al panel (P) y una posición avanzada de contacto con el panel (P) como resultado del funcionamiento del respectivo dispositivo de accionamiento (86), cuando el panel (P) está dispuesto en la estación de fijación (28). 15. Aparato, según cualquiera de las reivindicaciones 1 a 13, caracterizado porque un adhesivo polímero es interpuesto entre las piezas (12, 14) del panel (P) y porque la estación de fijación (28) está adaptada para llevar a cabo una operación de calentamiento del borde del panel (P), preferentemente una operación de calentamiento por inducción, para calentar dicho adhesivo polímero hasta una temperatura predeterminada a efectos de llevarlo a una situación de pre-polimerización, incluyendo dicha estación de fijación (28) una serie de unidades de soporte (90, 92, 98) que son desplazables entre una posición baja y separada con respecto al panel (P) y una posición elevada de acoplamiento del panel (P) como resultado del funcionamiento de un correspondiente dispositivo accionador (94) cuando el panel (P) está dispuesto en la estación de fijación (28). 8 9 11 12 13 14
Patentes similares o relacionadas:
PROCEDIMIENTO Y DISPOSITIVO PARA UNTAR DE ACEITE UN DISPOSITIVO PLEGADOR, del 22 de Noviembre de 2011, de ThyssenKrupp System Engineering GmbH: Procedimiento para untar de aceite las mordazas plegadoras de un dispositivo plegador para plegar los bordes (8, 8a) de chapas dispuestas al menos […]
APARATO PARA LA FIJACION DE LOS ELEMENTOS DE UN PANEL PARA UNA CARROCERIA DE UN VEHICULO AUTOMOVIL Y METODO PARA FIJAR TALES ELEMENTOS, del 9 de Diciembre de 2010, de KGR S.P.A: Aparato para fijar los elementos de un panel para una carrocería de vehículo automóvil, que comprende: - una base , - una estructura de soporte conformada […]
DISPOSITIVO PARA LA CONEXION EN EL BORDE DE CHAPAS, del 14 de Octubre de 2010, de THYSSENKRUPP DRAUZ NOTHELFER GMBH: Dispositivo para la conexión del borde de chapas , especialmente chapas de carrocería en la fabricación de automóviles en una máquina plegadora […]
JUNTA DE ENSAMBLAJE POR ENGASTADO DE ELEMENTOS DE CHAPA, PANEL DE VEHICULO AUTOMOVIL QUE COMPRENDE DICHA JUNTA, Y PROCEDIMIENTO DE SOLIDARIZACION POR ENGASTADO DE ELEMENTOS DE CHAPA DE VEHICULO AUTOMOVIL, del 10 de Mayo de 2010, de PEUGEOT CITROËN AUTOMOBILES S.A.: Junta de ensamblaje destinada a solidarizar por engastado un primer elemento de chapa y un segundo elemento de chapa , siendo la junta de ensamblaje del tipo que comprende:
- […]
PROCEDIMIENTO Y DISPOSITIVO PARA PLEGAR UN BORDE DE UN COMPONENTE DE CHAPA, EN PARTICULAR UN COMPONETNE DE CHAPA DE UNA CARROCERIA DE UN AUTOMOVIL, del 14 de Abril de 2010, de THYSSENKRUPP DRAUZ NOTHELFER GMBH: Procedimiento para plegar un borde de un componente de chapa , en particular de una puerta, un portón o un componente similar de una carrocería de un automóvil, en el […]
DISPOSITIVO Y PROCEDIMIENTO DE ENSAMBLAJE DE DOS PANELES DE CHAPA POR ENGASTE, del 17 de Diciembre de 2009, de PEUGEOT CITROEN AUTOMOBILES S.A.: Dispositivo de ensamblaje por plegado de un borde (B1) de un primer panel de chapa (P1) sobre un borde (B2) de un segundo panel de chapa (P2), comprendiendo este dispositivo […]
SISTEMA DE ENGATILLADO POR RODILLO, del 1 de Mayo de 2008, de MB SISTEMAS, S.COOP.: Sistema de engatillado que comprende una cuna sobre la que se disponen unas chapas metálicas , uniéndose dichas chapas metálicas […]
Dispositivo y procedimiento de cabezal de dobladillado, del 1 de Julio de 2020, de COMAU S.P.A.: Un dispositivo de dobladillado para su uso en una operación de formación del metal en una pieza de trabajo, el dispositivo de dobladillado comprendiendo: […]
Utilizamos cookies para mejorar nuestros servicios y mostrarle publicidad relevante. Si continua navegando, consideramos que acepta su uso. Puede obtener más información aquí. .
 APARATO PARA LA FIJACION DE LOS ELEMENTOS DE UN PANEL PARA UNA CARROCERIA DE UN VEHICULO AUTOMOVIL Y METODO PARA FIJAR TALES ELEMENTOS, del 9 de Diciembre de 2010, de KGR S.P.A: Aparato para fijar los elementos de un panel para una carrocería de vehículo automóvil, que comprende: - una base , - una estructura de soporte conformada […]
APARATO PARA LA FIJACION DE LOS ELEMENTOS DE UN PANEL PARA UNA CARROCERIA DE UN VEHICULO AUTOMOVIL Y METODO PARA FIJAR TALES ELEMENTOS, del 9 de Diciembre de 2010, de KGR S.P.A: Aparato para fijar los elementos de un panel para una carrocería de vehículo automóvil, que comprende: - una base , - una estructura de soporte conformada […]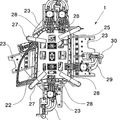 DISPOSITIVO PARA LA CONEXION EN EL BORDE DE CHAPAS, del 14 de Octubre de 2010, de THYSSENKRUPP DRAUZ NOTHELFER GMBH: Dispositivo para la conexión del borde de chapas , especialmente chapas de carrocería en la fabricación de automóviles en una máquina plegadora […]
DISPOSITIVO PARA LA CONEXION EN EL BORDE DE CHAPAS, del 14 de Octubre de 2010, de THYSSENKRUPP DRAUZ NOTHELFER GMBH: Dispositivo para la conexión del borde de chapas , especialmente chapas de carrocería en la fabricación de automóviles en una máquina plegadora […]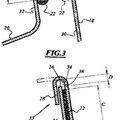 JUNTA DE ENSAMBLAJE POR ENGASTADO DE ELEMENTOS DE CHAPA, PANEL DE VEHICULO AUTOMOVIL QUE COMPRENDE DICHA JUNTA, Y PROCEDIMIENTO DE SOLIDARIZACION POR ENGASTADO DE ELEMENTOS DE CHAPA DE VEHICULO AUTOMOVIL, del 10 de Mayo de 2010, de PEUGEOT CITROËN AUTOMOBILES S.A.: Junta de ensamblaje destinada a solidarizar por engastado un primer elemento de chapa y un segundo elemento de chapa , siendo la junta de ensamblaje del tipo que comprende:
- […]
JUNTA DE ENSAMBLAJE POR ENGASTADO DE ELEMENTOS DE CHAPA, PANEL DE VEHICULO AUTOMOVIL QUE COMPRENDE DICHA JUNTA, Y PROCEDIMIENTO DE SOLIDARIZACION POR ENGASTADO DE ELEMENTOS DE CHAPA DE VEHICULO AUTOMOVIL, del 10 de Mayo de 2010, de PEUGEOT CITROËN AUTOMOBILES S.A.: Junta de ensamblaje destinada a solidarizar por engastado un primer elemento de chapa y un segundo elemento de chapa , siendo la junta de ensamblaje del tipo que comprende:
- […] PROCEDIMIENTO Y DISPOSITIVO PARA PLEGAR UN BORDE DE UN COMPONENTE DE CHAPA, EN PARTICULAR UN COMPONETNE DE CHAPA DE UNA CARROCERIA DE UN AUTOMOVIL, del 14 de Abril de 2010, de THYSSENKRUPP DRAUZ NOTHELFER GMBH: Procedimiento para plegar un borde de un componente de chapa , en particular de una puerta, un portón o un componente similar de una carrocería de un automóvil, en el […]
PROCEDIMIENTO Y DISPOSITIVO PARA PLEGAR UN BORDE DE UN COMPONENTE DE CHAPA, EN PARTICULAR UN COMPONETNE DE CHAPA DE UNA CARROCERIA DE UN AUTOMOVIL, del 14 de Abril de 2010, de THYSSENKRUPP DRAUZ NOTHELFER GMBH: Procedimiento para plegar un borde de un componente de chapa , en particular de una puerta, un portón o un componente similar de una carrocería de un automóvil, en el […]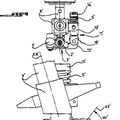 DISPOSITIVO Y PROCEDIMIENTO DE ENSAMBLAJE DE DOS PANELES DE CHAPA POR ENGASTE, del 17 de Diciembre de 2009, de PEUGEOT CITROEN AUTOMOBILES S.A.: Dispositivo de ensamblaje por plegado de un borde (B1) de un primer panel de chapa (P1) sobre un borde (B2) de un segundo panel de chapa (P2), comprendiendo este dispositivo […]
DISPOSITIVO Y PROCEDIMIENTO DE ENSAMBLAJE DE DOS PANELES DE CHAPA POR ENGASTE, del 17 de Diciembre de 2009, de PEUGEOT CITROEN AUTOMOBILES S.A.: Dispositivo de ensamblaje por plegado de un borde (B1) de un primer panel de chapa (P1) sobre un borde (B2) de un segundo panel de chapa (P2), comprendiendo este dispositivo […]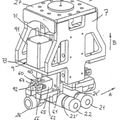 SISTEMA DE ENGATILLADO POR RODILLO, del 1 de Mayo de 2008, de MB SISTEMAS, S.COOP.: Sistema de engatillado que comprende una cuna sobre la que se disponen unas chapas metálicas , uniéndose dichas chapas metálicas […]
SISTEMA DE ENGATILLADO POR RODILLO, del 1 de Mayo de 2008, de MB SISTEMAS, S.COOP.: Sistema de engatillado que comprende una cuna sobre la que se disponen unas chapas metálicas , uniéndose dichas chapas metálicas […]