APARATO DE PROCESAMIENTO DE LENTE DE GAFA.
Un aparato de procesamiento de lente de gafa que comprende:
una herramienta de fresado (835) para formar una pluralidad de huecos en una superficie refractiva de una lente de gafa (LE);
primer medio de movimiento para mover relativamente la herramienta de fresado con respecto a la lente;
medio de introducción de la forma de la lente diana (2, 410) para introducir una forma de la lente diana de la lente;
medio de introducción de la posición de hueco (410) para introducir las posiciones de los huecos que se designan en base a un sistema de coordenadas bidimensional sobre la forma de la lente diana introducida,
medios (160, 500, 520) para medir o introducir una forma curvada de la superficie refractiva de la lente;
medio de cálculo (160) para determinar los datos de procesamiento del hueco; y
medio de control (160) para controlar el primer medio de movimiento en base a los datos de procesamiento del hueco determinados,
caracterizado por que
el medio de cálculo (160) se adapta para determinar las posiciones del hueco cuyo espacio a lo largo de la forma curvada medida o introducida es igual a un espacio de las posiciones de los huecos introducidas designado en el sistema de coordenadas bidimensional, y para determinar los datos de procesamiento del hueco en base a las posiciones de los huecos determinadas
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E06000336.
Solicitante: NIDEK CO., LTD..
Nacionalidad solicitante: Japón.
Dirección: 7-9, SAKAE-CHO,GAMAGORI-SHI, AICHI.
Inventor/es: SHIBATA, RYOJI.
Fecha de Publicación: .
Fecha Solicitud PCT: 9 de Enero de 2006.
Fecha Concesión Europea: 2 de Junio de 2010.
Clasificación Internacional de Patentes:
- B24B9/14 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B24 TRABAJO CON MUELA; PULIDO. › B24B MAQUINAS, DISPOSITIVOS O PROCEDIMIENTOS PARA TRABAJAR CON MUELA O PARA PULIR (por electroerosión B23H; tratamiento por chorro abrasivo B24C; grabado o pulido electrolítico C25F 3/00 ); REAVIVACION O ACONDICIONAMIENTO DE SUPERFICIES ABRASIVAS; ALIMENTACION DE MAQUINAS CON MATERIALES DE RECTIFICAR, PULIR O ALISAR. › B24B 9/00 Máquinas o dispositivos para trabajar con muela los bordes o biseles de piezas o para retirar rebabas; Accesorios a este efecto (B24B 21/00 tiene prioridad; para afilar aristas de corte de herramientas B24B 3/00; eliminación de rebabas por material abrasivo suelto B24B 31/00). › para piezas ópticas, p. ej. lentes, prismas.
- B28D1/14B
Clasificación PCT:
- B24B9/14 B24B 9/00 […] › para piezas ópticas, p. ej. lentes, prismas.
- B28D1/14 B […] › B28 TRABAJO DEL CEMENTO, DE LA ARCILLA O LA PIEDRA. › B28D TRABAJO DE LA PIEDRA O DE MATERIALES SIMILARES A LA PIEDRA (máquinas o procedimientos de explotación de minas o canteras E21C). › B28D 1/00 Trabajo de la piedra o de los materiales análogos, p. ej. ladrillos, hormigón, no previsto en otro lugar; Máquinas, dispositivos, herramientas a este efecto (trabajo fino de las perlas, joyas, cristales B28D 5/00; trabajo con muela o pulido B24; dispositivos o medios para desgastar o acondicionar el estado de superficies abrasivas B24B 53/00). › por perforación o taladrado (taladradoras rotativas B23B; herramientas de percusión B25D; perforación del suelo o de la roca E21B).
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
Aparato de procesamiento de lente de gafa.
Antecedentes de la invención
La presente invención se refiere a un aparato de procesamiento de lente de gafa que realiza un fresado en una lente de gafa a fin de fijar un armazón sin montura.
En general, el fresado (perforación) en una lente de gafa, que se realiza a fin de fijar un armazón sin montura, tal como, un denominado armazón de dos puntos, se realiza manualmente mediante una fresadora o similar. Sin embargo, recientemente, se ha propuesto un aparato de procesamiento de lente de gafa que realiza el fresado automáticamente (véase, la Patente de Estados Unidos Nº 6.790.124 (el documento JP-A-2003-145328)).
En el fresado automático bajo el control numérico, se introducen datos de las posiciones de los huecos. La posición del hueco se puede designar con dimensiones en base a un sistema de coordenadas polares con como una referencia, un centro geométrico de una forma de la lente diana bidimensional (contorno trazado) de la lente de gafa. Sin embargo, la posición del hueco se designa normalmente con dimensiones en base a un sistema de coordenadas ortogonales (con una dirección del eje x como una dirección horizontal y una dirección del eje Y como una dirección vertical de una gafa) con, como una referencia, el centro geométrico de la forma de la lente diana bidimensional o con dimensiones desde un borde lateral de un hueco sólo en la dirección del eje x.
En cualquiera de los métodos, la posición de hueco se designa en base a un sistema de coordenadas bidimensional.
Sin embargo, una superficie refractiva de la lente de gafa, donde en realidad se forma un hueco, tiene una curva tridimensional, surgiendo de esta manera diversos inconvenientes y contradicciones en la gestión de los datos de la posición del hueco.
Por ejemplo, dónde formar los dos huecos H1 y H2, lado a lado, de forma vertical a la superficie refractiva de la lente de gafa LE como se muestra en la Figura 10A, en caso de que el procesamiento se haga directamente con las dimensiones de uso xc1 y xc2 desde el centro geométrico FC de la forma de la lente diana o con las dimensiones de uso xh1 y xh2 desde el borde lateral de los huecos H1 y H2, entonces el espacio resultante "da" entre los dos huecos H1 y H2, según se observa en una dirección a lo largo de la curva de la superficie refractiva, se desvía del espacio del hueco designado "d" bajo la influencia de la curva (inclinación) de la superficie refractiva, surgiendo de esta manera la contradicción. Este problema se hace visible a medida que la curva incrementa en la superficie refractiva de la lente. Además, el documento EP 1 310 327 A describe un aparato de procesamiento de lente de gafa de acuerdo con el preámbulo de la reivindicación 1.
Sumario de la invención
La presente invención se ha elaborado en vista del problema en la técnica convencional, y un objeto de la misma es proporcionar un aparato de procesamiento de lente de gafa capaz de disponer una posición del hueco, etc. Designada en base a un sistema de coordenadas bidimensional sobre una superficie refractiva de una lente de gafa que tiene una forma de curva tridimensional sin encontrar ninguna contradicción, permitiendo de esta manera el procesamiento adecuado en la lente de gafa.
Este objeto se soluciona mediante un aparato de procesamiento de lente de gafa de acuerdo con la reivindicación 1. Las reivindicaciones dependientes contienen realizaciones preferidas de la invención.
Breve descripción de los dibujos
La Figura 1 es una vista exterior esquemática de un aparato de procesamiento de lente de gafa de acuerdo con una realización de la presente invención.
La Figura 2 es una vista estructural esquemática de una parte de procesamiento periférica.
La Figura 3 es una vista esquemática de una parte de medición de la forma de la lente.
La Figura 4 es una vista esquemática de una parte de fresado, biselado y surcado.
La Figura 5 es una vista esquemática de la parte de fresado, biselado y surcado.
La Figura 6 es diagrama de bloques esquemático de un sistema de control del aparato de procesamiento de lente de gafa.
La Figura 7 es un ejemplo de la pantalla de edición de la posición del hueco representada sobre un panel sensible al tacto.
La Figura 8 es un diagrama que explica un método para calcular una curva de una superficie refractiva frontal de una lente de gafa.
La Figura 9 es un diagrama que explica un método para corregir una dimensión de una forma de la lente diana en una dimensión a lo largo de la curva de la superficie refractiva frontal.
Las Figuras 10A y 10B son diagramas que explican el caso de procesamiento en las posiciones de los huecos designadas en base a un sistema de coordenadas bidimensional y el caso de procesamiento en las posiciones de los huecos corregidas a la dimensión a lo largo de la curva de la superficie refractiva frontal de acuerdo con la invención, en el procesamiento de los dos huecos.
Las Figuras 11A y 11B son diagramas que explican una corrección con un sistema de coordenadas ortogonales y una corrección con un sistema de coordenadas polares, en una superficie esférica tridimensional.
La Figura 12 es un diagrama que explica una corrección en base a un sistema de coordenadas polares.
La Figura 13 es un diagrama que muestra un aspecto, según se observa con referencia a una posición del hueco, de una lente de gafa procesada de acuerdo con una corrección en base al sistema de coordenadas ortogonales.
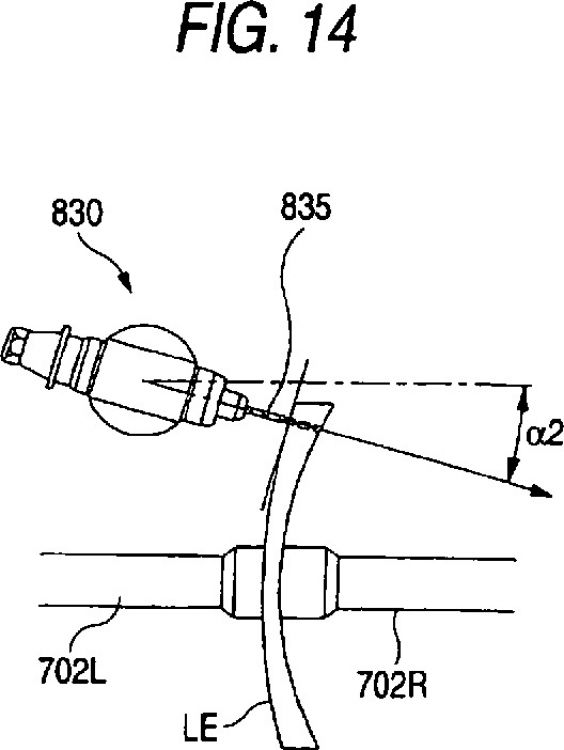
La Figura 14 es una vista que explica el fresado con una fresa de espiga.
Descripción detallada de las realizaciones preferidas
En lo sucesivo en este documento, se describirá una realización de la presente invención de acuerdo con los dibujos acompañantes. La Figura 1 ilustra una configuración esquemática de un sistema de procesamiento de la lente de gafa de acuerdo con una realización de la presente invención.
Un dispositivo de medición de la forma del armazón 2 se conecta a un cuerpo principal del aparato de procesamiento de lente de gafa 1. Un panel sensible al tacto 410 y una porción de interruptores que tiene diversos interruptores para procesar instrucciones, tales como, un interruptor de inicio de procesamiento se disponen sobre una porción superior del cuerpo principal del aparato de procesamiento 1. El panel sensible al tacto 410 funciona también como una porción de visualización para visualizar la información de procesamiento y una porción de introducción para introducir las condiciones del procesamiento y similares. Una cámara de procesamiento, descrita más adelante, sobre la que se disponen una parte de procesamiento del borde periférico (unidad) y similares, se proporciona dentro una ventana de apertura y cierre 402. Incidentalmente, como el dispositivo de medición 2, se pueden emplear, por ejemplo, los dispositivos descritos en los documentos US Re.35898 (JP-A-H05-212661), US6325700 (JP-A-2000-314617). El dispositivo de medición 2 se puede formar integralmente con el cuerpo principal 1 del aparato de procesamiento.
(I) Parte de procesamiento del borde periférico
La Figura 2 ilustra una configuración esquemática de la parte de procesamiento del borde periférico dispuesta dentro del cuerpo principal 1 del aparato de procesamiento. La lente LE se sostiene por los árboles del mandril de la lente (árboles giratorios de la lente) 702L y 702R, y se someten al procesamiento de esmerilado mediante un grupo de piedras de esmeril 602 fijado a un árbol giratorio de piedra de esmeril 601a girado mediante un motor giratorio de piedra de esmeril 601. Los árboles del mandril 702L y 702R y el árbol 601a se disponen paralelos entre sí. El grupo de piedra de esmeril 602 incluye una piedra de esmeril de desbaste 602a para vidrio, una piedra de esmeril de desbaste 602b para plástico y una piedra de esmeril de acabado 602c para el biselado y aplanado.
Las partes de medición de la forma de la lente (unidades) 500a y 520 descritas en lo sucesivo en este documento se disponen en una porción superior de una porción de transporte 700. Una parte (unidad) 800 de fresado, biselado y surcado, descrita en lo sucesivo en este documento se dispone en un lado trasero de la porción de transporte 700.
Mecanismo del mandril de la lente y mecanismo de giro de la lente
Un árbol del mandril de la lente 702L y un árbol del mandril de la lente 702R se retienen coaxialmente de forma que puedan...
Reivindicaciones:
1. Un aparato de procesamiento de lente de gafa que comprende:
una herramienta de fresado (835) para formar una pluralidad de huecos en una superficie refractiva de una lente de gafa (LE);
primer medio de movimiento para mover relativamente la herramienta de fresado con respecto a la lente;
medio de introducción de la forma de la lente diana (2, 410) para introducir una forma de la lente diana de la lente;
medio de introducción de la posición de hueco (410) para introducir las posiciones de los huecos que se designan en base a un sistema de coordenadas bidimensional sobre la forma de la lente diana introducida,
medios (160, 500, 520) para medir o introducir una forma curvada de la superficie refractiva de la lente;
medio de cálculo (160) para determinar los datos de procesamiento del hueco; y
medio de control (160) para controlar el primer medio de movimiento en base a los datos de procesamiento del hueco determinados,
caracterizado por que
el medio de cálculo (160) se adapta para determinar las posiciones del hueco cuyo espacio a lo largo de la forma curvada medida o introducida es igual a un espacio de las posiciones de los huecos introducidas designado en el sistema de coordenadas bidimensional, y para determinar los datos de procesamiento del hueco en base a las posiciones de los huecos determinadas.
2. El aparato de procesamiento de lente de gafa de acuerdo con la reivindicación 1, en el que
el medio de introducción de las posiciones del hueco (410) se adapta para introducir las posiciones de los huecos de tal manera que los huecos se disponen paralelos a una dirección perpendicular a las superficie refractiva de la lente, y
el medio de cálculo (160) se adapta para determinar una dirección de los huecos que tiene que ser perpendicular a la superficie refractiva de la lente en un punto intermedio de los huecos y para determinar las posiciones de los huecos cuyo espacio a lo largo de la forma curvada medida o introducida en el punto intermedio de los huecos es igual al espacio de las posiciones del hueco introducidas designadas en el sistema de coordenadas bidimensional.
3. El aparato de procesamiento de lente de gafa de acuerdo con la reivindicación 1, en el que
el medio de cálculo (160) se adapta para determinar una forma de la lente diana cuya dimensión a lo largo de la forma curvada medida o introducida es igual a una dimensión de la forma de la lente diana introducida.
4. El aparato de procesamiento de lente de gafa de acuerdo con la reivindicación 3, comprendiendo además:
una herramienta de procesamiento del borde periférico para procesar un borde periférico de la lente;
segundo medio de movimiento para mover relativamente la herramienta de procesamiento del borde periférico con relación a la lente;
en el que
el medio de cálculo (160) se adapta para determinar los datos de procesamiento del borde periférico en base a la forma de la lente diana determinada, y
el medio de control se adapta para controlar el segundo medio de movimiento en base a los datos de procesamiento del borde periférico determinado.
Patentes similares o relacionadas:
Material de revestimiento de prevención de la desviación, del 3 de Julio de 2019, de TOKAI OPTICAL CO., LTD: Un agente de revestimiento de prevención del desplazamiento con el que se reviste al menos una de las superficies frontal y posterior de manera que cuando se […]
Método de producción de lente precursora para lente globular, del 3 de Abril de 2019, de TOKAI OPTICAL CO., LTD: Un método para fabricar una lente precursora para una lente con forma de montura, teniendo la lente precursora una forma externa circular o elíptica, procesándose […]
Procedimiento y máquina de grabado de lentes ópticas, del 13 de Marzo de 2019, de ESSILOR INTERNATIONAL: Procedimiento de mecanizado de una lente óptica por una máquina de contorneado , que comprende: - una etapa de inmovilización de la indicada lente óptica […]
Procedimiento y dispositivo de preparación de lentes para gafas con vistas a su montaje en el marco elegido por el usuario, del 19 de Abril de 2017, de ESSILOR INTERNATIONAL COMPAGNIE GENERALE D'OPTIQUE: Un procedimiento de preparación de una lente de gafas con vistas a su montaje sobre la montura elegida por el usuario, habida cuenta de […]
Sistema de recipientes de transporte para la fabricación de lentes para gafas según prescripción y procedimiento para el transporte de lentes para gafas y/o piezas en bruto de lentes para gafas, del 2 de Noviembre de 2016, de Carl Zeiss Vision GmbH: Sistema de recipientes de transporte para lentes para gafas y/o piezas en bruto de lentes para gafas con a) un recipiente de base […]
Procedimiento para la fabricación de un cristal para gafas con lado anterior esférico y lado posterior progresivo, del 19 de Octubre de 2016, de Carl Zeiss Vision GmbH: Procedimiento para la fabricación de lentes para gafas con efecto multifocal, caracterizado por que las lentes para gafas se fabrican a partir de […]
Procedimiento de biselado de una lente oftálmica, del 5 de Octubre de 2016, de ESSILOR INTERNATIONAL: Procedimiento de elaboración de una consigna de biselado (CONS) de una lente oftálmica con vistas a su montaje en un cerco de una montura de gafas en la que […]
 Mandril de fijación de vacío para fijar una pieza bruta de lentes de gafas, del 31 de Agosto de 2016, de Carl Zeiss Vision GmbH: Mandril de fijación de vacío para la retención de una pieza bruta de lente de gafas con una superficie delantera esférica,
- con una superficie de apoyo […]
Mandril de fijación de vacío para fijar una pieza bruta de lentes de gafas, del 31 de Agosto de 2016, de Carl Zeiss Vision GmbH: Mandril de fijación de vacío para la retención de una pieza bruta de lente de gafas con una superficie delantera esférica,
- con una superficie de apoyo […]