APARATO DE LLENADO.
Un aparato de llenado, que comprende:
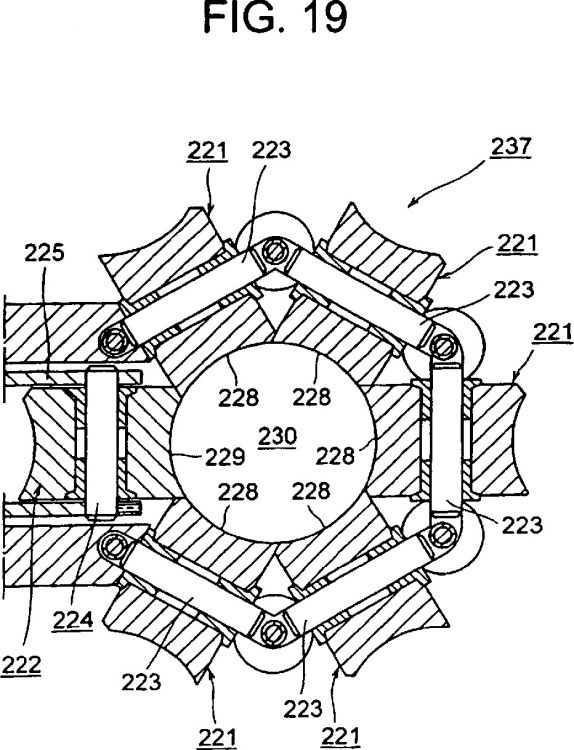
(a) anillos formadores (34-37) dispuestos en una pluralidad de posiciones a lo largo de la dirección de desplazamiento de un material de envasado (111) en forma de banda,
para deformar el material de envasado (111) en forma de banda hasta darle forma tubular con bordes laterales solapados;
(b) un dispositivo (41) de soldadura longitudinal para soldar longitudinalmente los bordes laterales solapados a fin de formar una parte solapada (S2);
(c) un dispositivo (130) de soldadura lateral para formar una parte (S1) de soldadura lateral a través del tubo; y
(d) un tubo de llenado (16) para suministrar producto al material de envasado (111) desde arriba;
caracterizándose dicho aparato de llenado porque, además, comprende:
(e) primeros medios (161) de tratamiento para detección de la anchura del papel, para detectar bordes laterales opuestos (e1, e2) del material de envasado (111) en forma de banda, a fin de determinar la anchura de material de envasado (111) en forma de banda;
(f) segundos medios (162) de tratamiento para detección de la anchura del papel, para detectar bordes laterales opuestos (e3, e4) de la parte (S1) de soldadura lateral a fin de determinar la anchura de la parte (S1) de soldadura lateral; y
(g) medios (163) de tratamiento para el calculo de la medida de solapamiento, para calcular una medida (D) de solapamiento sobre la base de la anchura (W) del material de envasado (111) en forma de banda y la anchura (T) de la parte (S1) de soldadura lateral
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/JP02/13606.
Solicitante: TETRA LAVAL HOLDINGS & FINANCE SA.
Nacionalidad solicitante: Suiza.
Dirección: AVENUE GENERAL-GUISAN 70,1009 PULLY.
Inventor/es: KINOSHITA,SHIGEHIRO.,NIHON TETRA PAK K.K, MORIYA,TOSHIO,NIHON TETRA PAK K.K, YANO,KEIJI,NIHON TETRA PAK K.K.
Fecha de Publicación: .
Fecha Concesión Europea: 7 de Julio de 2010.
Clasificación Internacional de Patentes:
- B65B51/22C
- B65B51/30C
- B65B9/20D
Clasificación PCT:
- B65B57/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65B MAQUINAS, APARATOS, DISPOSITIVOS O PROCEDIMIENTOS DE EMBALAJE DE OBJETOS O MATERIALES; DESEMBALAJE (dispositivos para la colocación en paquetes y el prensado de puros A24C 1/44; dispositivos para tensar y fijar ataduras adaptadas para ser soportadas por el objeto u objetos a fijar B25B 25/00; colocación de cierres en botellas, tarros o recipientes análogos B67B 1/00 - B67B 6/00; limpieza, llenado y cierre simultáneo de botellas B67C 7/00; vaciado de botellas, jarras, latas, cubas, barriles o contenedores similares B67C 9/00). › Dispositivos de control automático, de verificación, de alarma, o de seguridad (posicionado del material de envoltura o formando receptáculo alimentado a partir de bobinas B65B 41/18).
- B65B9/20 B65B […] › B65B 9/00 Encerrado sucesivo de objetos, de cantidades de materiales, p. ej. líquidos o semilíquidos, en bandas planas, plegadas o tubulares, hechas de hojas de materia flexible; División de los tubos flexibles llenados para formar paquetes. › tomando las bandas la forma de tubo in situ alrededor de las bocas de llenado.
Clasificación antigua:
- B65B57/00 B65B […] › Dispositivos de control automático, de verificación, de alarma, o de seguridad (posicionado del material de envoltura o formando receptáculo alimentado a partir de bobinas B65B 41/18).
- B65B9/20 B65B 9/00 […] › tomando las bandas la forma de tubo in situ alrededor de las bocas de llenado.
Fragmento de la descripción:
Aparato de llenado.
Campo de la técnica
El presente invento se refiere a un aparato de llenado.
Técnica anterior
Usualmente, en la producción de envases que contienen alimentos líquidos tales como leche o bebidas sin alcohol, un material de envasado en forma de banda constituido por un material estratificado flexible se conforma dándole una configuración tubular por medio de un aparato de conformación previa; y, mientras se está llenando con el alimento líquido el material de envasado tubular, se le suelda y se le corta a intervalos predeterminados, obteniéndose por tanto envases a modo de ladrillos.
El documento JP-A-7329216 describe un dispositivo de llenado para llenar envases con alimento líquido, en el que a un material de envasado a modo de banda se le da forma tubular y, subsiguientemente, se le suelda y se le corta a intervalos predeterminados, de acuerdo con el preámbulo de la reivindicación 1.
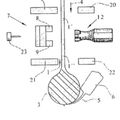
La fig. 1 es una vista esquemática de un aparato de llenado usual de esta clase.
En la fig. 1, el número de referencia 11 designa un material de envasado a modo de banda formado por un material estratificado flexible. El material de envasado 11 se fabrica en una máquina de producción de material de envasado no ilustrada y se le monta en forma de carrete 12 en una unidad de entrega 13. El material de envasado 11 es alimentado por medio de la unidad de entrega 13 y se le hace avanzar a través del aparato de llenado por medio de un aparato de alimentación.
Mientras se está moviendo el material de envasado 11, se troquela un orificio no ilustrado en el material de envasado 11, y una cinta interior no ilustrada y una lengüeta de tracción no ilustrada, se fijan al material de envasado 11 de tal forma que se cubra el orificio troquelado. Subsiguientemente, se hace que el material de envasado 11 se desplace en dirección vertical. Mientras está siendo guiado por medio de una pluralidad de anillos formadores 15 dispuestos a lo largo de la dirección de desplazamiento, se da forma tubular al material de envasado 11 que se mueve en dirección vertical, de tal modo que sus bordes laterales opuestos se solapen mutuamente en una magnitud de solapamiento predeterminada. Una parte donde los bordes laterales opuestos se solapan mutuamente, es decir, una parte solapada, se suelda en dirección longitudinal por medio de un dispositivo de soldadura longitudinal no representado.
Mientras el material de envasado 11 es guiado por medio de un rodillo 17 de guiado del tubo, se suministra desde arriba alimento líquido al material de envasado 11 tubular a través de un tubo de llenado 16. A continuación, mientras es agarrado desde lados opuestos por medio de dispositivos de mordazas de soldadura, el material de envasado 11 es soldado lateralmente a intervalos longitudinales predeterminados y se conforma para obtener un recipiente prototipo 18 a modo de acerico merced a la deformación ejercida por aletas de conformación no representadas. Los dispositivos de mordaza de soldadura constituyen un dispositivo de soldadura lateral.
Subsiguientemente, cada recipiente prototipo 18 es cortado por una parte soldada lateralmente, es decir, una parte de soldadura lateral y se le dobla siguiendo líneas de doblez previamente formadas con el fin de darle una forma predeterminada, adoptando por tanto la forma de un envase a modo de ladrillo, que contiene una cantidad predeterminada de alimento líquido.
El aparato de alimentación incluye, generalmente, un par de rodillos de agarre R1 (en la fig. 1 solamente se muestra uno del par de rodillos de agarre) dispuestos junto a la unidad de entrega 13 y destinados a alimentar el material de envasado 11 mientras agarran al material de envasado 11 desde lados delantero y trasero; rodillos de rayado no ilustrados para formar líneas de doblado en el material de envasado 11 mientras están siendo hechos girar; un par de rodillos de agarre R2 (en la fig. 1 solamente se muestra uno del par de rodillos de agarre) dispuestos en la posición más alta del aparato de llenado y destinados a alimentar el material de envasado 11 mientras agarran al material de envasado 11 desde lados delantero y trasero; y partes de aplicación, no mostradas, formadas de una pieza con las aletas de conformación correspondientes y destinadas a aplicarse con orejetas formadas en el recipiente prototipo 18, en la proximidad de las partes de soldadura lateral con el fin de hacer avanzar el recipiente prototipo 18 y el material de envasado 11 a medida que se mueven las aletas de conformación.
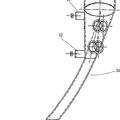
El rodillo 17 de guía del tubo incluye, al menos, dos rodillos de soporte. Cada uno de los rodillos de soporte tiene una superficie curvada predeterminada para guiar el material de envasado 11.
Entretanto, en el aparato de llenado, el material de envasado 11 a modo de banda que se está desplazando, puede posicionarse de forma relativamente sencilla por medio de miembros de guía no ilustrados que están formados en correspondencia con bordes laterales opuestos del material de envasado 11. Sin embargo, el posicionamiento del material de envasado 11 tubular que se está desplazando resulta difícil, ya que el material de envasado está curvado.
Al recibir la fuerza del aparato de alimentación, el material de envasado 11 tubular puede moverse en dirección circunferencial, desviándose en consecuencia la parte solapada respecto de una posición predeterminada. Con el fin de enfrentarse al problema, un rodillo de guía móvil, no ilustrado, un anillo formador móvil, no ilustrado y similares, están dispuestos a lo largo de la trayectoria de desplazamiento del material de envasado 11 con el fin de corregir la posición de la parte solapada merced al trabajo del rodillo de guía móvil, el anillo formador móvil y similares.
En este caso, el rodillo de guía móvil está dispuesto aguas arriba de los anillos formadores 15 en la dirección de desplazamiento del material de envasado 11. Además, el anillo formador móvil está dispuesto en la proximidad de un anillo formador 15 dispuesto en el lado de aguas arriba de entre la pluralidad de anillos formadores 15. Como el material de envasado 11 que ha sufrido la corrección de la posición de la parte solapada es alimentado al anillo formador 15 de aguas abajo, el material de envasado 11 tubular puede desplazarse de manera estable merced al empleo del siguiente mecanismo: entre los rodillos formadores del anillo formador 15, un rodillo formador predeterminado tiene una pestaña formada en él, y la pestaña presiona ligeramente una parte de borde lateral del material de envasado 11.
Sin embargo, en el aparato de llenado usual, cuando ha de corregirse la posición de la parte solapada de un material de envasado 11 de cierto tamaño mediante el funcionamiento del rodillo de guía móvil, el anillo formador y similares, una parte de borde lateral del material de envasado 11 incide sobre la pestaña y, así, ésta interfiere con la corrección de la posición de la parte solapada. Como resultado de ello, puede fracasar el intento de corregir la posición de la parte solapada.
Así, se forma un envase mientras la parte solapada está desviada de la posición predeterminada.
Un objeto del presente invento es mejorar el aparato de llenado usual y proporcionar un aparato de llenado capaz de calcular en forma fiable la medida de solapamiento.
Exposición del invento
Un aparato de llenado comprende un anillo formador que comprende una pluralidad de rodillos formadores y dispuesto en una posición predeterminada a lo largo de la dirección de desplazamiento de un material de envasado con el fin de deformar el material de envasado haciendo que pase de una forma a modo de banda a una forma tubular, y un dispositivo de soldadura longitudinal para soldar longitudinalmente bordes laterales opuestos del material de envasado tubular.
Uno seleccionado de los rodillos formadores comprende una pestaña que es desplazada axialmente por medio de una sección de mecanismo móvil.
En este caso, aún cuando dentro del anillo formador una parte de borde lateral del material de envasado de un cierto tamaño, incida sobre la pestaña, ésta es obligada a moverse en consecuencia para evitar su interferencia con la corrección de la posición de la parte solapada. Por tanto, la posición de la parte solapada puede corregirse de manera fiable.
En otro aparato de llenado, la sección del mecanismo de movimiento está dispuesta en una condición tal que pueda moverse en vaivén y comprende un miembro operativo conectado a la pestaña.
En otro aparato...
Reivindicaciones:
1. Un aparato de llenado, que comprende:
(a) anillos formadores (34-37) dispuestos en una pluralidad de posiciones a lo largo de la dirección de desplazamiento de un material de envasado (111) en forma de banda, para deformar el material de envasado (111) en forma de banda hasta darle forma tubular con bordes laterales solapados;
(b) un dispositivo (41) de soldadura longitudinal para soldar longitudinalmente los bordes laterales solapados a fin de formar una parte solapada (S2);
(c) un dispositivo (130) de soldadura lateral para formar una parte (S1) de soldadura lateral a través del tubo; y
(d) un tubo de llenado (16) para suministrar producto al material de envasado (111) desde arriba;
caracterizándose dicho aparato de llenado porque, además, comprende:
(e) primeros medios (161) de tratamiento para detección de la anchura del papel, para detectar bordes laterales opuestos (e1, e2) del material de envasado (111) en forma de banda, a fin de determinar la anchura de material de envasado (111) en forma de banda;
(f) segundos medios (162) de tratamiento para detección de la anchura del papel, para detectar bordes laterales opuestos (e3, e4) de la parte (S1) de soldadura lateral a fin de determinar la anchura de la parte (S1) de soldadura lateral; y
(g) medios (163) de tratamiento para el calculo de la medida de solapamiento, para calcular una medida (D) de solapamiento sobre la base de la anchura (W) del material de envasado (111) en forma de banda y la anchura (T) de la parte (S1) de soldadura lateral.
2. Un aparato de llenado como se describe en la reivindicación 1, que comprende además medios (168) de tratamiento para la modificación de la medida de solapamiento, para hacer funcionar una sección de modificación de la medida de solapamiento sobre la base de una medida de solapamiento determinada por los medios (163) de tratamiento para el cálculo de la medida de solapamiento.
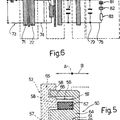
3. Un aparato de llenado como se describe en la reivindicación 1, que comprende además secciones de detección de borde primera y segunda (151, 152; 153, 154), para detectar los pares correspondientes de bordes laterales opuestos.
4. Un aparato de llenado como se describe en la reivindicación 3, en el que la primera sección de detección de borde es un cuerpo giratorio (177) que ha de ser presionado contra un borde lateral del material de envasado (111) en forma de banda.
Patentes similares o relacionadas:
PROCEDIMIENTO Y MÁQUINA PARA LA FORMACIÓN Y EL LLENADO DE BOLSAS, del 11 de Noviembre de 2011, de GIRNET INTERNACIONAL, S.L.: Procedimiento para la formación y el llenado de bolsas , particularmente aplicable a bolsas de malla tubular cerradas por sus dos extremos (A, […]
 MÉTODO Y SISTEMA PARA EL SELLADO POR ULTRASONIDO DE ENVASES PARA PRODUCTOS ALIMENTICIOS, del 29 de Junio de 2011, de ROBERT BOSCH GMBH: Sistema para el sellado por ultrasonido de envases para productos alimenticios, donde dicho sistema incluye: una caja de conformación […]
MÉTODO Y SISTEMA PARA EL SELLADO POR ULTRASONIDO DE ENVASES PARA PRODUCTOS ALIMENTICIOS, del 29 de Junio de 2011, de ROBERT BOSCH GMBH: Sistema para el sellado por ultrasonido de envases para productos alimenticios, donde dicho sistema incluye: una caja de conformación […]
 DISPOSITIVO PARA SOLDAR SEGMENTOS DE PAPEL DE FILTRO, del 24 de Mayo de 2011, de IMA FLAVOUR S.R.L.: Dispositivo para soldar bolsitas filtro para productos de infusión; cada bolsita filtro siendo realizada a partir de una tira plana de papel de filtro y teniendo […]
DISPOSITIVO PARA SOLDAR SEGMENTOS DE PAPEL DE FILTRO, del 24 de Mayo de 2011, de IMA FLAVOUR S.R.L.: Dispositivo para soldar bolsitas filtro para productos de infusión; cada bolsita filtro siendo realizada a partir de una tira plana de papel de filtro y teniendo […]
 MÉTODO Y APARATO DE EMPAQUETADO DE BOLSAS DE TIPO VERTICAL, del 24 de Enero de 2011, de TOYO JIDOKI CO., LTD.: Un método para empaquetar bolsas del tipo vertical para llenar y empaquetar un artículo a ser empaquetado en una bolsa mientras que mueve dicha bolsa […]
MÉTODO Y APARATO DE EMPAQUETADO DE BOLSAS DE TIPO VERTICAL, del 24 de Enero de 2011, de TOYO JIDOKI CO., LTD.: Un método para empaquetar bolsas del tipo vertical para llenar y empaquetar un artículo a ser empaquetado en una bolsa mientras que mueve dicha bolsa […]
 DISPOSITIVO DE OBTURACION Y METODO PARA PRODUCIR ENVASES OBTURADOS DE UN PRODUCTO DE ALIMENTACION VERTIBLE, del 25 de Octubre de 2010, de TETRA LAVAL HOLDINGS & FINANCE SA: Un dispositivo de obturación para producir envases obturados a partir de un tubo de material de envasado en lámina suministrado a lo largo […]
DISPOSITIVO DE OBTURACION Y METODO PARA PRODUCIR ENVASES OBTURADOS DE UN PRODUCTO DE ALIMENTACION VERTIBLE, del 25 de Octubre de 2010, de TETRA LAVAL HOLDINGS & FINANCE SA: Un dispositivo de obturación para producir envases obturados a partir de un tubo de material de envasado en lámina suministrado a lo largo […]
 PROCEDIMIENTO Y DISPOSITIVO PARA EL LLENADO DE SACOS, del 16 de Febrero de 2010, de HAVER & BOECKER OHG: Procedimiento para el llenado de sacos, en el que los sacos se llenan uno detrás de otro con un material de llenado y a continuación se cierran mediante un elemento oscilante […]
PROCEDIMIENTO Y DISPOSITIVO PARA EL LLENADO DE SACOS, del 16 de Febrero de 2010, de HAVER & BOECKER OHG: Procedimiento para el llenado de sacos, en el que los sacos se llenan uno detrás de otro con un material de llenado y a continuación se cierran mediante un elemento oscilante […]
 APARATO Y PROCEDIMIENTO PARA LA SOLDADURA DE BOLSAS DE MALLA PARA PRODUCTOS HORTOFRUTICOLAS, del 16 de Julio de 2007, de RODA PACKING, S.A.: Aparato y procedimiento para la soldadura de bolsas de malla para productos hortofrutícolas.#El aparato comprende un cabezal de soldadura por ultrasonidos integrado […]
APARATO Y PROCEDIMIENTO PARA LA SOLDADURA DE BOLSAS DE MALLA PARA PRODUCTOS HORTOFRUTICOLAS, del 16 de Julio de 2007, de RODA PACKING, S.A.: Aparato y procedimiento para la soldadura de bolsas de malla para productos hortofrutícolas.#El aparato comprende un cabezal de soldadura por ultrasonidos integrado […]
DISPOSITIVO DE MOLDEO, MÁQUINA, MÉTODO DE MOLDEO Y PROCESO PARA PRODUCIR PAQUETES, del 7 de Febrero de 2012, de TETRA LAVAL HOLDINGS & FINANCE SA: Un dispositivo (22a, 22b, 22c) de moldeo para uso en una máquina empaquetadora del tipo en el que se producen paquetes individuales a partir […]