Aparato para conformar bandejas a partir de láminas de partida.
Un aparato (1) para la fabricación de bandejas (9'') a partir de láminas de partida (9,
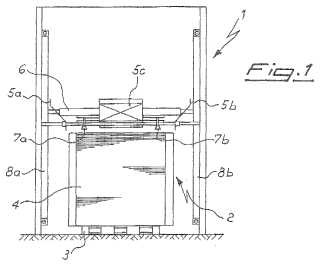
9') del tipo que comprende un acopio estacionario para una pluralidad de dichas láminas de partida apiladas (4), un primer miembro de movimiento (6) para al menos una (9) de dichas láminas, una o más paredes de conformación de bandejas (5a, 5b,5c) que están sustancialmente dispuestas en la sección de salida de dicho acopio y se pueden mover entre una posición al menos parcialmente cerrada y una posición abierta de dicha sección de salida de dicho acopio, así como al menos una estación de almacenamiento (12) para las bandejas.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E06023527.
Solicitante: EMMETI S.P.A..
Nacionalidad solicitante: Italia.
Dirección: Via Galileo Galilei 29 42027 Montecchio Emilia (RE) ITALIA.
Inventor/es: SILVA,VALENTINA, Bini,Luca.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B31B1/46
- B31B3/46
- B31B5/76
PDF original: ES-2380223_T3.pdf
Fragmento de la descripción:
Aparato para conformar bandejas a partir de laminas de partida
La presente invención se refiere a un aparato para conformar bandejas con borde a partir de laminas de partida (es decir laminas cortadas con troquel) , preferiblemente fabricadas de cartón, del tipo que comprende un acopio para una pila de laminas de partida, un primer miembro de movimiento para que al menos una lamina sea procesada y una pluralidad de paredes de conformación dentro de las cuales la lamina es insertada a la fuerza, de manera que se obtiene dicha bandeja con borde, por medio de aletas y lengOetas de doblado adecuadas de la lamina.
En la tecnica se conoce la fabricación de bandejas con borde, tales como las adecuadas para contener botellas u otros recipientes, a partir de laminas de partida de cartón, que despues de salir de la prensa de corte con troquel, son apiladas en un acopio de desarrollo de manera preferiblemente horizontal o vertical, tomadas desde aquí por medio de un miembro de movimiento adecuado, y de este modo colocadas en una pluralidad de paredes de conformación que estan conformadas de manera que forma en la lamina de partida los dobleces definidos por las lfneas de pliegue hechas previamente, que se requieren para fabricar la bandeja con bordes. Oespues de que la lamina de partida haya sido colocada en estas paredes de conformación, un empujador adecuado, o golpeador fuerza la lamina de partida al espacio que esta definido por estas paredes, haciendo de este modo que las aletas y las lengOetas del mismo- que estan definidas por dichas lfneas de pliegue - se doblen y hagan al menos parcialmente, la bandeja. Al final de esta operación, que es similar a una operación de extracción, un segundo movimiento levanta la bandeja, que se ha formado por medio de las paredes de conformación y el golpeo de las mismas anteriormente mencionados y la lleva a una estación de almacenamiento, en donde dicha bandeja puede ser levantada para un uso adicional, o en donde los medios auxiliares de conformación, si estan provistos, por ejemplo proporcionados para cerrar la bandeja con pegamento o grapas, o sin embargo terminarla, dependiendo de que haya sido previsto durante la etapa de disefo.
El documento GB 2.023.548, expedido a NUTRO, describe un aparato similar, en el que un acopio desarrollado verticalmente de laminas de partida apiladas esta situado en el lado de un area de "extracción" de las laminas de partida, que consta de una pluralidad de paredes que definen un bastidor de conformación para una bandeja. El aparato proporciona un primer miembro de movimiento para las laminas de partida apiladas que, mediante la capacidad de translación a lo largo de dos ejes perpendiculares, tiene la función de elevar, por medio de agarradores de succión o un sistema de succión, una lamina de la pila que esta almacenada y despues llevar la lamina elevada y soltar esta ultima encima del bastidor de conformación.
Por lo tanto, la lamina de partida, que esta inicialmente apoyada en las paredes que constituyen el bastidor de conformación, es empujada forzadamente dentro de este ultimo mediante un golpeo adecuado, de tal manera que se dispone en la lamina de partida, mediante deformación plastica (es decir, permanente) , los dobleces requeridos para obtener la bandeja.
Un aparato auxiliar provisto de medios de movimiento adicionales del mismo, si estan dispuestos se puede disponer aguas abajo del bastidor de conformación con el fin de levantar la bandeja conformada y colocarla en una estación de almacenamiento especial.
El documento CA 2.110.776 expedido a Zinzius, describe un aparato similar al descrito en el documento GB 2.023.548, en el que el acopio de laminas de partida apiladas esta dispuesto en un lado de un dispositivo de conformación de bandejas y en el que dicho dispositivo es del tipo que comprende una pluralidad de paredes de conformación y un golpeador, o empujador, que es adecuado para forzar a la lamina de partida en dichas paredes de conformación. La elevación de las laminas que van a ser enviadas al procesamiento desde el acopio de laminas apiladas y el desplazamiento de la misma al dispositivo de conformación se conffa a un miembro de transporte que esta situado debajo del acopio y que sustancialmente consiste en una cinta transportadora. Otra cinta transportadora, situada aguas abajo de las paredes de conformación, tiene ademas la función de llevar la bandeja a la estación de almacenamiento. El aparato descrito en el documento GB 2.023.540 y CA 2.110.766, aunque es bastante efectivo, tiene dos desventajas: las excesivas dimensiones totales en planta y la provisión de tres o mas miembros de movimiento para la lamina de partida y la bandeja, que puede ser una posible fuente de averfas de aparato.
Particularmente, es lo que se refiere a las dimensiones totales en planta de este aparato, se conoce que estas dimensiones se reducen disponiendo el acopio de las laminas apiladas, normalmente de acuerdo con un desarrollo vertical, cuyo acopio puede consistir de manera ventajosa en una pila simple de estas laminas, en lfnea con las paredes de conformación, y el golpeador del mismo, si esta dispuesto, que son en este caso dispuestas inmediatamente aguas abajo de la sección de salida del acopio de laminas. La posibilidad de mover dichas paredes de conformación acercando y alejando una de otra permite que la lamina sea procesada para entrar desde el acopio al area de conformación cuando estas paredes estan alejadas entre sf, y la posterior operación de conformación se permite o bien porque estas paredes se mueven acercandose entre so alrededor de la lamina de partida, o bien por medio de la acción de golpeo cuando las paredes de de conformación se han movido de nuevo alejandose una de otra.
Se ha de observar que, incluso en el caso del aparato de conformación vertical, se conoce que un primer miembro esta dispuesto para mover la lamina que va a ser procesada desde el acopio hasta las paredes de conformación, un golpeador, si esta dispuesto, y un miembro de agarra adicional para llevar la bandeja a la estación de almacenamiento.
Por consiguiente, en lo que se refiere a la provisión de al menos tres miembros y actuadores diferentes adecuados para trasladar la lamina de partida la bandeja, se ha de apuntar que el aparato de la tecnica anterior no resuelve los problemas relacionados con un numero excesivo de estos actuadores, es decir, el hecho de que llevan un cierta complejidad y laboriosas operaciones de mantenimiento, y un consecuente aumento en la probabilidad de fallo de todo el aparato.
Por consiguiente es un objeto de la presente invención proporcionar un aparato para conformar bandejas con borde a partir de laminas de partida que no tenga la desventaja de la tecnica anterior, y de este modo tenga una estructura simplificada y por consiguiente permita reducir el numero de actuadores que van a ser empleados.
Otro objeto de la presente invención es proporcionar un aparato para fabricar bandejas con bordes que no tenga excesivas dimensiones totales en planta y tambien es facil de utilizar.
Un objeto mas de la presente invención es proporcionar un metodo para operar dicho aparato, que permite la fabricación de bandejas con bordes a partir de laminas de partida de una manera rapida y efectiva.
Estos y otros objetos se consiguen por medio del aparato para la fabricación de bandejas conformadas a partir de laminas de partida de acuerdo con la primera reivindicación del aparato independiente y las posteriores reivindicaciones dependientes, y la quinceava reivindicación del metodo independiente y las posteriores reivindicaciones dependientes.
El aparato para la fabricación de bandejas con borde a partir de laminas de partida, de acuerdo con la presente invención, comprende un acopio estacionario para una pluralidad de laminas de partida apiladas un primer miembro de movimiento para la menos una de estas laminas, una o mas paredes de conformación de bandejas que estan dispuestas sustancialmente en la sección de salida del acopio, y que se pueden mover entre una posición al menos parcialmente cerrada un una posición abierta de la sección de salida del acopio, ademas de una estación de almacenamiento para las bandejas. Este primer miembro de movimiento se puede mover de acuerdo con un movimiento recfproco rectilfneo entre una posición de elevación de, dentro del acopio, al menos una lamina, y una posición de liberación de bandejas en la estación de almacenamiento anteriormente mencionada. Este primer miembro de movimiento es, en el movimiento recfproco rectilfneo del mismo, tambien un empujador... [Seguir leyendo]
Reivindicaciones:
1. Un aparato (1) para la fabricación de bandejas (g"") a partir de laminas de partida (g, g") del tipo que comprende un acopio estacionario (2) para una pluralidad de dichas laminas de partida apiladas (4) , un primer miembro de movimiento (6) para al menos una (g) de dichas laminas, una o mas paredes de conformación de bandejas (5a, 5b, 5c) que estan sustancialmente dispuestas en la sección de salida de dicho acopio y se pueden mover entre una posición al menos parcialmente cerrada y una posición abierta de dicha sección de salida de dicho acopio, así como al menos una estación de almacenamiento (12) para las bandejas,
caracterizado porque dicho primer miembro de movimiento se puede mover de acuerdo con un movimiento de reciprocidad rectilfneo entre una posición de elevación de al menos una lamina de partida, dentro de dicho acopio, y una posición de liberación de la bandeja en dicha estación de almacenamiento, dicho primer miembro de movimiento en dicho movimiento de reciprocidad rectilfneo, tambien es un empujador para insertar forzadamente dicha lamina en dichas paredes de conformación.
2. El aparato de acuerdo con la reivindicación 1, caracterizado porque dicha una o mas paredes de conformación estan situadas o bien encima o bien debajo de dicha sección de salida de dicho acopio y dicha estación de liberación esta situada encima o debajo de dicha una o mas paredes de conformación, respectivamente.
3. El aparato de acuerdo con la reivindicación 2, caracterizado porque dicho primer miembro de movimiento se puede mover de acuerdo con un movimiento de reciprocidad rectilfneo a lo largo de una lfnea recta sustancialmente vertical.
4. El aparato de acuerdo con cualquier reivindicación precedente, caracterizado porque el desplazamiento de dicho primer miembro de movimiento, durante dicho movimiento de reciprocidad rectilfneo se puede cambiar de manera controlable.
5. El aparato de acuerdo con la reivindicación 4, en el que dicho desplazamiento se extiende variablemente entre una posición sustancialmente coincidente con la pared inferior de dicho acopio, y dicha posición de liberación de bandeja.
6. El aparato de acuerdo con cualquier reivindicación precedente, caracterizado porque dicho primer miembro de movimiento se puede mover tambien de manera giratoria alrededor de un eje coincidente con, o incidente a, la lfnea recta a lo largo de la cual dicho primer miembro de movimiento se mueve de acuerdo con un movimiento de reciprocidad rectilfneo.
7. El aparato de acuerdo con cualquier reivindicación precedente, caracterizado porque dicho eje alrededor del cual dicho primer miembro de movimiento se puede mover giratoriamente es sustancialmente ortogonal a la lfnea recta a lo largo de la cual se mueve dicho primer miembro de movimiento de acuerdo con un movimiento de reciprocidad rectilfneo.
8. El aparato de acuerdo con la reivindicación 3 y 7, caracterizado porque dicho primer miembro de movimiento se puede mover de manera giratoria alrededor de un eje sustancialmente horizontal.
g. El aparato de acuerdo con cualquier reivindicación precedente, caracterizado porque dicho primer miembro de movimiento comprende un agarrador de succión y/o medios de succión por fluido (7a, 7b) para sujetar dicha al menos una lamina.
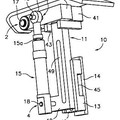
10. El aparato de acuerdo con cualquier reivindicación precedente, caracterizado porque dicha estación de almacenamiento comprende al menos un segundo miembro (10) para dicha bandeja con bordes.
11. El aparato de acuerdo con la reivindicación 10, caracterizado porque dicho al menos un segundo miembro de movimiento esta provisto de un agarrador de succión (11a, 11b) y/o medios de succión por fluido para sujetar dicha bandeja.
12. El aparato de acuerdo con cualquier reivindicación precedente, caracterizado porque comprende medios para sincronizar el desplazamiento de dichas paredes de conformación con dicho movimiento de reciprocidad rectilfneo de dicho primer miembro de movimiento.
13. El aparato de acuerdo con cualquier reivindicación precedente, caracterizado porque comprende medios para centrar la lamina que esta siendo procesada mediante el movimiento controlado de dichas paredes de conformación.
14. El aparato de acuerdo con cualquier reivindicación precedente, caracterizado porque comprende medios auxiliares para doblar y/o fijar las aletas y/o las lengOetas de dicha lamina de partida que esta siendo procesada.
15. Un metodo para fabricar bandejas con borde a partir de laminas de partida en un aparato del tipo que comprende un acopio estacionario para una pluralidad de dichas laminas que estan apiladas una encima de la otra, un primer
miembro de movimiento para al menos una de dichas laminas apiladas, pudiendo dicho primer miembro de movimiento moverse al menos de acuerdo con un movimiento de reciprocidad rectilfneo, una o mas paredes de conformación de la bandeja, que estan sustancialmente colocadas en la sección de salida de las laminas de dicho acopio y que se pueden mover entre una posición al menos parcialmente cerrada y una posición abierta de dicha sección de salida del dicho acopio, y en donde dicho primer miembro de movimiento actua como un empujador para insertar forzadamente dicha lamina en dichas paredes de conformación, así como al menos una estación de almacenamiento para las bandejas, caracterizado por las etapas de:
1. mover dichas paredes de conformación a dicha posición abierta de la sección de salida de dicho acopio;
2. mover dicho primer miembro de movimiento, dentro de dicho acopio, a traves de dicha sección de salida del mismo, hasta una posición de elevación de al menos una lamina;
3. elevar y trasportar a traves de dicha sección de salida, dicha al menos una lamina en dichas paredes de conformación;
4. mover dichas paredes de conformación a dicha una posición al menos parcialmente cerrada de la sección de salida de dicho acopio;
5. mover dicha al menos una lamina, que esta sujeta por dicho primer miembro de movimiento, dentro de dichas paredes de conformación para fabricar dicha bandeja con bordes;
6. mover dicha bandeja que esta sujeta por dicho primer miembro de movimiento hasta alcanzar dicha estación de almacenamiento;
7. liberar dicha bandeja en dicha estación de almacenamiento.
16. El metodo de acuerdo con la reivindicación 15, en el que dicho primer miembro de movimiento tambien se puede mover de manera giratoria alrededor de un eje coincidente con, o incidente a, la lfnea recta a lo largo de la cual dicho primer miembro de movimiento se puede mover de acuerdo con un movimiento de reciprocidad rectilfneo, comprendiendo el metodo una etapa de girar la bandeja antes de dicha etapa de liberación de dicha bandeja en la estación de almacenamiento.
17. El metodo de acuerdo con la reivindicación 15 6 16, caracterizado porque comprende una etapa de centrar dicha al menos una lamina que esta siendo procesada con relación a dichas paredes de conformación por medio del movimiento relativo de una o mas de dichas paredes de conformación con relación a dicha al menos una lamina, o viceversa, antes de dicha etapa de mover dicha al menos una lamina que esta sujeta por dicho primer miembro de movimiento dentro de dichas paredes de conformación.
18. El metodo de acuerdo con la reivindicación 17, en el que dicha etapa de centrado comprende la etapa de liberar temporalmente dicha al menos una lamina que esta siendo procesada, por dicho primer miembro de movimiento, para ser apoyada dentro de dichas paredes de conformación.
1g. El metodo de acuerdo con la reivindicación 18, en el que dicha etapa de centrado proporciona, inmediatamente despues de dicha etapa de liberación temporal, una etapa de movimiento de dichas paredes de conformación para centrar dicha al menos una lamina.
20. El metodo de acuerdo con la reivindicación 18 6 1g, en el que dicha etapa de centrado comprende una etapa de elevación final, mediante dicho primer miembro de movimiento, de dicha al menos una lamina que esta siendo procesada.
21. El metodo de acuerdo con la reivindicación 17 a 20, en el que dichas paredes de conformación son movidas para adoptar una forma diferente para dicha etapa de centrado y dicha etapa de mover dicha al menos una lamina que esta sujeta por dicho primer miembro de movimiento, dentro de dichas paredes de conformación.
22. El metodo de acuerdo con la reivindicación 15 a 21, en el que el desplazamiento de dicho primer miembro de movimiento, en el movimiento de reciprocidad rectilfneo del mismo, es variable y controlado.
Patentes similares o relacionadas:
DISPOSITIVO PARA LEVANTAR MANGUITOS DE CARTON PLEGADOS, PLANOS., del 16 de Abril de 2005, de MARCHESINI GROUP S.P.A.: Dispositivo para montar envases de cartón plegados planos que incluye un mecanismo de apalancamiento que soporta medios de extracción y que oscila […]
MOLDE PARA MÁQUINA FORMADORA DE CAJAS DE MATERIAL LAMINAR, del 6 de Septiembre de 2016, de TELESFORO GONZÁLEZ MAQUINARIA, SL: 1. Molde para una máquina formadora de cajas de material laminar , comprendiendo dicho molde una pluralidad de dispositivos de molde, una embocadura […]
 DISPOSITIVO DOBLADOR DE SOLAPAS PARA MÁQUINA FORMADORA DE CAJAS DE CARTÓN, del 24 de Mayo de 2012, de GONZALEZ OLMOS,TELESFORO: Dispositivo doblador de solapas para máquina formadora de cajas de cartón.
El dispositivo doblador de solapas comprende un miembro doblador asociado a un […]
DISPOSITIVO DOBLADOR DE SOLAPAS PARA MÁQUINA FORMADORA DE CAJAS DE CARTÓN, del 24 de Mayo de 2012, de GONZALEZ OLMOS,TELESFORO: Dispositivo doblador de solapas para máquina formadora de cajas de cartón.
El dispositivo doblador de solapas comprende un miembro doblador asociado a un […]
 MAQUINA AUTOMATICA CONFORMADORA DE CAJAS DE CARTON CON ESQUINAS REFORZADAS, del 5 de Marzo de 2010, de GONZALEZ OLMOS,TELESFORO: Máquina automática conformadora de cajas de cartón con esquinas reforzadas.
Integra un dispositivo plegador de solapas para formación de columnas de refuerzo […]
MAQUINA AUTOMATICA CONFORMADORA DE CAJAS DE CARTON CON ESQUINAS REFORZADAS, del 5 de Marzo de 2010, de GONZALEZ OLMOS,TELESFORO: Máquina automática conformadora de cajas de cartón con esquinas reforzadas.
Integra un dispositivo plegador de solapas para formación de columnas de refuerzo […]
 DISPOSITIVO CONFORMADOR PARA MAQUINAS CONFORMADORAS DE CAJAS DE CARTON, del 1 de Noviembre de 2007, de KAPPA IBEROAMERICANA, S.A.: Del tipo de los destinados a la conformación de cajas provenientes de una plancha troquelada y plana, a la que convierte en una bandeja con refuerzos […]
DISPOSITIVO CONFORMADOR PARA MAQUINAS CONFORMADORAS DE CAJAS DE CARTON, del 1 de Noviembre de 2007, de KAPPA IBEROAMERICANA, S.A.: Del tipo de los destinados a la conformación de cajas provenientes de una plancha troquelada y plana, a la que convierte en una bandeja con refuerzos […]
MAQUINA PARA LA FABRICACION DE CAJAS DE CARTON., del 1 de Septiembre de 2004, de TECNICART APLICACIONS TECNIQUES DEL CARTRO, S.L.: Máquina para la fabricación de cajas de cartón. La máquina comprende medios para la alimentación de las láminas que forman la caja, medios para encolar […]
MAQUINA PARA PRODUCIR RECIPIENTES EN FORMA DE CAJA OBTENIDOS A PARTIR DE PIEZAS DE PARTIDA PLANAS DE RESINA SINTETICA., del 16 de Noviembre de 2001, de STUDIO VAME S.R.L.: MAQUINA PARA PRODUCIR CAJAS OBTENIDAS A PARTIR DE BLOQUES DE RESINA SINTETICA . CONSTA DE UN SISTEMA DE TRANSPORTE QUE TRASLADA LAS PLANCHAS DESDE […]
MAQUINA PARA CONFORMAR CAJAS DE MATERIAL TERMOSOLDABLE., del , de RIBAWOOD, S.A.: Máquina para conformar cajas de material termosoldable. La máquina comprende unos medios de alimentación de las cajas desplegadas, unos medios […]