APARATO CON COJÍN DE AIRE CILÍNDRICO, NO ROTATIVO Y CON LEVITACIÓN, PARA DIRIGIR Y GUIAR UNA CINTA DE COLADA SINFÍN FLEXIBLE HACIA LA ENTRADA DE UNA MÁQUINA CONTINUA DE COLAR METALES.
Aparato para guiar una cinta de colada (30) móvil, flexible, tensada,
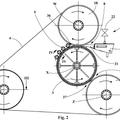
sobre una máquina continua (20) para colar metal a lo largo de una trayectoria substancialmente ovalada, teniendo dicha máquina continua (20) para colar metal un extremo de entrada (22) que recibe el metal fundido (24), un extremo de salida por el que el producto colado (26) sale de la máquina (20) y una zona de colada (M) con un molde móvil que se extiende desde dicho extremo de entrada (22) hasta dicho extremo de salida, comprendiendo dicho aparato:
un cojín fluido (44) semicilíndrico, no rotativo, en el extremo de entrada (22) de la máquina de colar para aplicar un fluido a presión contra una superficie interior de la cinta de colada (30) curvada en forma cilíndrica, para hacer levitar dicha cinta de colada (30), caracterizado porque el aparato comprende además: un tambor de polea (34, 38) en el extremo de salida (22) de la máquina de colar (20), que puede ser desviado en sentido vertical y horizontal con respecto a un plano de la cinta de colada (30) en la zona (M) del molde móvil de colada, en el que dicha desviación vertical y horizontal del tambor de polea (34, 38) dirige la cinta de colada (30); y un par de poleas estrechas (50), cada una de las cuales está al exterior de la zona de colada (M) del molde móvil y es adyacente a los extremos opuestos del cojín fluido (42) en el extremo de entrada (22) de la máquina de colar (20), en el que el eje de rotación de cada una de dichas poleas (50) es substancialmente el mismo que el eje de curvatura del cojín fluido (42), guiando dichas poleas (50) la cinta de colada (30).
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E06255077.
Nacionalidad solicitante: Estados Unidos de América.
Dirección: MALLETS BAY, 135 WEST LAKESHORE DRIVE COLCHESTER, VT 05446 ESTADOS UNIDOS DE AMERICA.
Inventor/es: HAZELETT, R. WILLIAM, Wood,J.F. Barry.
Fecha de Publicación: .
Fecha Solicitud PCT: 29 de Septiembre de 2006.
Clasificación PCT:
B22D11/06TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B22FUNDICION; METALURGIA DE POLVOS METALICOS. › B22D COLADA DE METALES; COLADA DE OTRAS MATERIAS POR LOS MISMOS PROCEDIMIENTOS O CON LOS MISMOS DISPOSITIVOS (trabajo de materias plásticas o sustancias en estado plástico B29C; tratamientos metalúrgicos, empleo de sustancias específicas que se añaden al metal C21, C22). › B22D 11/00 Colada continua de metales, es decir, obteniendo productos de longitud indefinida (estirado, extrusión del metal B21C). › en moldes de paredes que se desplazan, p. ej. entre rodillos, placas, correas, orugas (B22D 11/07 tiene prioridad).
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Aparato con cojín de aire cilíndrico, no rotativo y con levitación, para dirigir y guiar una cinta de colada sinfín flexible hacia la entrada de una máquina continua de colar metales. SECTOR TÉCNICO DE LA INVENCIÓN La presente invención se refiere en general a una máquina continua para la colada de metal fundido que tiene una cavidad del molde móvil, o espacio de moldeo, esencialmente recta o plana, dispuesta mediante una cinta o cintas sinfín de colada que deben ser dirigidas, guiadas o encaminadas desde un extremo de entrada de la máquina de colar hacia un espacio en el molde, o zona de colada, y a lo largo del mismo, hasta una salida del mismo. La realización preferente de la presente invención se refiere a la dirección, guiado o encaminado de cintas metálicas sinfín de colada en máquinas de colar equipadas con estructuras semicilíndricas de levitación de la cinta, no rotativas, para el soporte de la cinta, en la entrada de la máquina de colar. ANTECEDENTES DE LA INVENCIÓN Las máquinas continuas de colar de cintas gemelas, utilizadas para colar metal fundido, utilizan unas cintas sinfín de colada, superior e inferior, que son relativamente delgadas y anchas. Las cintas de colada están formadas de materiales metálicos adecuados, conductores del calor, flexibles, tal como se conoce en la técnica. Cada una de las cintas de colada superior e inferior gira con una tensión elevada alrededor del respectivo carro de la cinta en una trayectoria substancialmente ovalada. Las cintas giratorias superior e inferior definen una zona de colada en el molde móvil. La zona de colada está formada entre las cintas de colada nominalmente planas que circulan desde la entrada de la máquina de colar hacia la zona de colada, hasta la salida de la misma. De esta manera, la zona de colada se extiende desde la entrada hasta el extremo de salida de una máquina continua de colar metal fundido a lo largo de un plano de colada, ostensiblemente plano. Mientras está girando en su trayectoria substancialmente ovalada, cada una de las cintas de colada está en contacto directo e íntimo con una polea de tambor de entrada y una polea de tambor de salida y pasa continuamente alrededor de las mismas, referidas a la entrada y a la salida de la zona de colada. Como alternativa, cada cinta de colada puede pasar alrededor de la combinación de un aparato de entrada, no rotativo, semicilíndrico, de soporte de la cinta, con levitación de dicha cinta y una polea de tambor de salida. El aparato no rotativo, semicilíndrico, de soporte de la cinta, con levitación de dicha cinta, utiliza habitualmente aire comprimido u otro fluido para hacer flotar o levitar una cinta de colada permitiéndole que se desplace a lo largo del aparato estacionario y que gire en una trayectoria substancialmente ovalada. El fluido a presión se emite desde una envoltura semi-cilíndrica de un cojín fluido que hace levitar la cinta de colada y facilita su rotación. Este aparato y este método están descritos en las patentes U.S. Nº 6.386.267 y 6.575.226, respectivamente. La combinación de un aparato cilíndrico no giratorio de soporte de la cinta con levitación de la cinta y un tambor de polea de salida proporciona diversas ventajas. La utilización de dicha combinación proporciona espacio adicional en el interior de la máquina de colar que se puede utilizar para un mejor enfriamiento, para soporte y estabilización de las cintas de colada. Sin embargo, con cualquier combinación, las cintas de colada deben estar tensadas, guiadas o dirigidas y, en algunos casos, precalentadas antes de entrar en la zona de colada del molde. Estas funciones se comentan a continuación con mayor detalle. Las cintas de colada se tensan habitualmente mediante el desplazamiento del tambor de la polea de salida de la máquina de colar. Cada cinta de colada está bajo una tensión significativa y uniforme en toda la anchura de la zona de colada del molde móvil. El tensado se realiza generalmente mediante el desplazamiento del tambor de la polea de salida en una dirección horizontal o paralela al plano de colada. Además de estar tensadas, tanto la cinta superior como la inferior deben estar dirigidas o guiadas. Mientras las cintas de colada giran durante la operación de colada, ellas tienden a desplazarse lateralmente de una manera imprevisible. Dirigir la cinta de colada es inducir un movimiento transversal intencionado en una dirección deseada con el objeto de conseguir o mantener un seguimiento óptimo de la cinta de colada durante la colada del metal fundido. Sin embargo, las cintas no pueden ser dirigidas o guiadas limitando su desplazamiento lateral mediante intentos de guiado del borde. El desplazamiento lateral de las cintas muy tensadas alrededor de una polea implica unas fuerzas laterales, o en los bordes, tan grandes que el borde de una cinta giratoria se deformaría, se doblaría y se rompería frente a un guiado del borde con desplazamiento limitado. Por lo tanto, tradicionalmente con la cinta en contacto directo con la superficie perimetral de cada polea, la cinta se dirige o se guía inclinando ligeramente el eje de rotación del tambor de polea de salida. El eje de rotación del tambor de la polea de salida se inclina o se desvía tanto en sentido horizontal como vertical (o una combinación de ambos) con respecto al plano de la zona de colada de la cinta que se está dirigiendo. El direccionado de la cinta empleando una inclinación vertical es lo más efectivo. A continuación, y también en la patente U.S. Nº 4.901.785, se describe con mayor detalle el direccionado mediante inclinación horizontal y vertical. 2 E06255077 26-10-2011 La inclinación horizontal o la desviación horizontal del eje de rotación del tambor de la polea de salida sirve para crear un ángulo de guiado muy pequeño en relación con el eje de rotación del tambor de la polea de salida. Este pequeño ángulo de guiado hace que la cinta se aproxime al tambor de la polea de salida en la dirección lateral deseada para un direccionado controlado de la desviación horizontal de la cinta. El avance de la cinta en dirección lateral sobre el tambor de la polea de salida crea asimismo un pequeño ángulo de guiado del bucle de retorno de la cinta con respecto al eje de rotación de la polea o poleas de entrada, dando como resultado una desviación controlada similar de la dirección de la cinta en la polea o poleas de entrada. La inclinación vertical, o desviación vertical del eje de rotación del tambor de la polea de salida, sirve para crear un ángulo de guiado muy pequeño de la cinta en relación con el eje de rotación del tambor de la polea de salida. De forma simultánea, se crea un ángulo de guiado pequeño asociado a la cinta en relación con el eje de rotación del tambor de la polea de entrada. En otras palabras, para el direccionado con desviación vertical en una máquina de colar tradicional, la cinta envuelve tanto la polea de entrada como la polea de salida con un ángulo, respecto al plano de rotación de la polea, igual al ángulo de la desviación vertical de la polea de salida en relación con la polea de entrada. No obstante, la sustitución de un aparato no rotativo, de levitación, de cojín fluido de soporte de la cinta para la polea de entrada, interfiere directamente con ambos conceptos de direccionado de la cinta. El impacto negativo en el control de la dirección de la cinta de colada de cojín fluido se deriva de la ausencia de un contacto directo o íntimo de la cinta de colada muy tensada con la superficie perimetral de la estructura de soporte de la cinta rotativa. De este modo, sin un contacto directo de la cinta de colada con la superficie rotativa de la polea de entrada, el direccionado de la fuerza diferencial de la desviación horizontal de un lado al otro y la dirección del ángulo de guiado de la desviación vertical no pueden controlar de forma exacta el seguimiento de la cinta. Así pues, la integración creativa de poleas con rebordes más pequeños en el diseño del cojín fluido permite conseguir ventajas significativas tanto en los cojines fluidos como en las poleas de dirección de la colada sin afectar las capacidades normales de dirección de la cinta. Además, a menudo se precalientan las cintas de colada para garantizar una colada de un producto de una calidad uniformemente elevada. El precalentamiento de la cinta de colada antes de entrar en el molde reduce las tensiones inducidas térmicamente en la cinta, contribuyendo de este modo a mantener la cinta plana durante la colada. Las cintas planas protegen la solidificación del metal fundido que se está colando, frente a deformaciones imprevisibles de la cinta producidas al colar a temperatura elevada. El precalentamiento de la cinta se da a conocer en la patente U.S. Nº 4.537.243. En las máquinas de colar que utilizan aparatos de soporte de la cinta, no rotativos, semicilíndricos,... [Seguir leyendo]
Reivindicaciones:
1. Aparato para guiar una cinta de colada (30) móvil, flexible, tensada, sobre una máquina continua (20) para colar metal a lo largo de una trayectoria substancialmente ovalada, teniendo dicha máquina continua (20) para colar metal un extremo de entrada (22) que recibe el metal fundido (24), un extremo de salida por el que el producto colado (26) sale de la máquina (20) y una zona de colada (M) con un molde móvil que se extiende desde dicho extremo de entrada (22) hasta dicho extremo de salida, comprendiendo dicho aparato: un cojín fluido (44) semicilíndrico, no rotativo, en el extremo de entrada (22) de la máquina de colar para aplicar un fluido a presión contra una superficie interior de la cinta de colada (30) curvada en forma cilíndrica, para hacer levitar dicha cinta de colada (30), caracterizado porque el aparato comprende además: un tambor de polea (34, 38) en el extremo de salida (22) de la máquina de colar (20), que puede ser desviado en sentido vertical y horizontal con respecto a un plano de la cinta de colada (30) en la zona (M) del molde móvil de colada, en el que dicha desviación vertical y horizontal del tambor de polea (34, 38) dirige la cinta de colada (30); y un par de poleas estrechas (50), cada una de las cuales está al exterior de la zona de colada (M) del molde móvil y es adyacente a los extremos opuestos del cojín fluido (42) en el extremo de entrada (22) de la máquina de colar (20), en el que el eje de rotación de cada una de dichas poleas (50) es substancialmente el mismo que el eje de curvatura del cojín fluido (42), guiando dichas poleas (50) la cinta de colada (30). 2. Aparato, según la reivindicación 1, en el que: el perímetro de cada polea estrecha (50) está en comunicación fluida y forma un cierre contra cada extremo del cojín fluido semicilíndrico (44), impidiendo dicho cierre el escape incontrolado del fluido a presión utilizado para hacer levitar la cinta de colada (30) desde el cojín (44). 3. Aparato, según la reivindicación 1 ó 2, en el que: cada polea estrecha (50) está en comunicación fluida con un extremo del cojín fluido (44) y la superficie de cada polea (50) que soporta una parte de la cinta de colada incluye, por lo menos, una ranura (64) que se extiende a lo largo de la totalidad de la circunferencia de la superficie de la polea (50) proporcionando dichas ranuras (64) una evacuación controlada del fluido a presión utilizado para la levitación de la cinta de colada (30) del cojín fluido. 4. Aparato, según cualquiera de las reivindicaciones anteriores, en el que: la superficie de cada polea estrecha (50) que soporta una parte de la cinta de colada (30) está recubierta, de un elastómero con una dureza, como mínimo, de 70 de la escala Shore-A, igualando dicho material elastomérico la tensión de la cinta, guiando de este modo la cinta de colada (30), para mantener un seguimiento óptimo de la cinta de colada (30), contribuyendo asimismo dicho material elastomérico a retener el fluido a presión para el cierre. 5. Aparato, según cualquiera de las reivindicaciones anteriores, en el que dicho fluido a presión es aire, agua o vapor. 6. Aparato, según la reivindicación 5, en el que el aire o el agua se calientan. 7. Aparato, según la reivindicación 6, en el que cada polea estrecha (50) está en comunicación fluida con un extremo del cojín fluido (44), y la superficie de cada polea (50) que soporta una parte de la cinta de colada (30) incluye, por lo menos, una ranura (64) que se extiende a lo largo de la totalidad de la circunferencia de la superficie de la polea, facilitando dichas ranuras (64) la utilización y la recuperación del agua caliente a presión que hace levitar y precalienta la cinta de colada (30). 8. Aparato, según la reivindicación 6 ó 7, en el que la superficie de las poleas estrechas (50) que soportan una parte de la cinta de colada (30) está recubierta de un material elastomérico con una dureza, como mínimo, de 70 de la escala Shore-A, igualando dicho material elastomérico la tensión de la cinta, guiando de este modo la cinta de colada (30), para mantener un seguimiento óptimo de la cinta de la cinta de colada (30), contribuyendo dicho material elastomérico a retener el fluido a presión para el cierre. 9. Método para el funcionamiento de un aparato según cualquiera de las reivindicaciones 5 a 8, en el que: dicho cojín fluido (44) aplica dicho fluido a presión contra dicha superficie interior curvada en forma cilíndrica de la cinta de colada (30) para hacer levitar dicha cinta de colada (30); y el direccionado de dicho tambor de polea (34, 38) en colaboración con el guiado de la cinta creado mediante las poleas estrechas (50) mantiene un seguimiento óptimo de la cinta de la cinta de colada (30) cuando dicha cinta (30) gira a lo largo de su trayectoria substancialmente ovalada. 8 E06255077 26-10-2011 9 E06255077 26-10-2011 E06255077 26-10-2011 11 E06255077 26-10-2011 12 E06255077 26-10-2011 13 E06255077 26-10-2011 14 E06255077 26-10-2011 E06255077 26-10-2011 16 E06255077 26-10-2011
Patentes similares o relacionadas:
Boquilla de inmersión, del 15 de Julio de 2020, de KROSAKIHARIMA CORPORATION: Una boquilla de inmersión, en la que la boquilla de inmersión tiene una forma plana en la que el ancho Wn de un orificio interior es mayor que un grosor […]
Máquina continua de colada de tiras de plomo y boquilla, del 13 de Mayo de 2020, de WIRTZ MANUFACTURING CO., INC: Una máquina de colada de tiras de plomo para rejillas de placa de batería, comprendiendo la máquina de colada:
una bomba que tiene una entrada para recibir plomo […]
Procedimiento de fabricación de chapas de acero austenítico de hierro-carbono-manganeso de muy altas características de resistencia y excelente homogeneidad, del 15 de Abril de 2020, de Arcelormittal: Chapa laminada en caliente de acero austenítico de hierro-carbono-manganeso cuya resistencia es superior a 1200 MPa, cuyo producto P (resistencia […]
Cinta de aleación amorfa ferromagnética con salientes superficiales reducidos, método de colado y aplicación de los mismos, del 1 de Abril de 2020, de METGLAS, INC.: Una cinta de aleación amorfa ferromagnética, que comprende:
una aleación que tiene una composición representada por FeaSibBcCd, donde 80,5 ≤ […]
Moldeado continuo de tira de aleación de plomo para electrodos de batería de alta resistencia, del 25 de Marzo de 2020, de MiTek Holdings, Inc: Un método para moldear continuamente una tira de aleación de plomo sobre una superficie de moldeado sometida a abrasión , la cual ha sido sometida a abrasión […]
Sistema y procedimiento para colada continua, del 25 de Diciembre de 2019, de HAZELETT STRIP-CASTING CORPORATION: Aparato de colada continua para colar una banda metálica, que comprende:
una primera correa soportada por una primera polea aguas arriba […]
Máquina para la formación continua de una tira de plomo, del 30 de Octubre de 2019, de SOVEMA GROUP S.p.A: Máquina para la formación continua de una tira de plomo, que comprende:
- una estructura de soporte destinada a apoyarse sobre el suelo;
- por lo menos un rodillo […]
Fundición de una banda de acero, del 27 de Mayo de 2019, de NUCOR CORPORATION: Un procedimiento de fundición de una banda de acero que comprende:
introducir acero ordinario al carbono fundido sobre las superficies de fundición […]
Utilizamos cookies para mejorar nuestros servicios y mostrarle publicidad relevante. Si continua navegando, consideramos que acepta su uso. Puede obtener más información aquí. .
 Máquina para la formación continua de una tira de plomo, del 30 de Octubre de 2019, de SOVEMA GROUP S.p.A: Máquina para la formación continua de una tira de plomo, que comprende:
- una estructura de soporte destinada a apoyarse sobre el suelo;
- por lo menos un rodillo […]
Máquina para la formación continua de una tira de plomo, del 30 de Octubre de 2019, de SOVEMA GROUP S.p.A: Máquina para la formación continua de una tira de plomo, que comprende:
- una estructura de soporte destinada a apoyarse sobre el suelo;
- por lo menos un rodillo […]