Alimentador con un cuerpo semejante a un tubo.
Sistema alimentador para una pieza fundida con un alimentador y un cuerpo semejante a un tubo,
en el que el cuerpo semejante a un tubo une el alimentador directa o indirectamente con la pieza fundida y se estrecha hacia el extremo vuelto hacia la pieza fundida, presenta un tramo estrechado o una reducción del diámetro interior y, por tanto, contribuye a la formación de un canto de rotura.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2001/012730.
Solicitante: ASK Chemicals Feeding Systems GmbH.
Nacionalidad solicitante: Alemania.
Dirección: Hauptstrasse 200 56170 Bendorf ALEMANIA.
Inventor/es: SKERDI, UDO, SCHEERER,GEORG.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B22C9/08 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B22 FUNDICION; METALURGIA DE POLVOS METALICOS. › B22C MOLDEO EN FUNDICION (moldeo de materiales refractarios en general B28B). › B22C 9/00 Moldes o machos (únicamente adaptados a procedimientos particulares de colada B22D ); Procedimientos de moldeo (que implican el empleo de máquinas de moldeo particulares, veánse los grupos apropiados para estas máquinas). › Partes relativas al suministro de metal líquido, p. ej. entradas anulares, filtros.
- B22D31/00 B22 […] › B22D COLADA DE METALES; COLADA DE OTRAS MATERIAS POR LOS MISMOS PROCEDIMIENTOS O CON LOS MISMOS DISPOSITIVOS (trabajo de materias plásticas o sustancias en estado plástico B29C; tratamientos metalúrgicos, empleo de sustancias específicas que se añaden al metal C21, C22). › Corte del material en exceso después de la colada, p. ej. rabos de colada de bebederos o mazarotas (limpieza de las piezas por chorro de arena B24C).
Fragmento de la descripción:
Alimentador con un cuerpo semejante a un tubo.
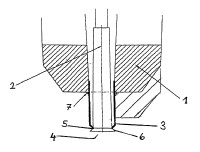
La invención concierne a un sistema alimentador para una pieza fundida con un alimentador (cabeza alimentadora) y un cuerpo semejante a un tubo.
En la fabricación de piezas moldeadas en una fundición se carga metal líquido en un molde de fundición. En el proceso de solidificación se reduce el volumen del material cargado. Por tanto, se utilizan regularmente los llamados alimentadores, es decir, espacios abiertos o cerrados en o sobre el molde de fundición para compensar el déficit de volumen debido a la solidificación de la pieza fundida e impedir una formación de rechupes en dicha pieza fundida. A este fin, los alimentadores están unidos con la pieza fundida o con la zona amenazada de dicha pieza y usualmente están dispuestos por encima de la cavidad de moldeo o a un lado de ésta.
Se conocen numerosos alimentadores en el estado de la técnica. Por ejemplo, el documento DE 196 42 838 A1 describe un alimentador para una pieza fundida metálica en forma de una campana con un borde remetido de dicha campana que está formado por una parte anular plana sobrepuesta.
El documento DE 41 19 192 A1 describe un mandril elástico para sujetar alimentadores. Los insertos de alimentador se enchufan en este caso sobre un mandril unido con el molde de fundición y preferiblemente se conforman en la caja superior. Dado que el material de los alimentadores es muy flexible y la presión de la arena durante el moldeo en la instalación de moldeo puede conducir fácilmente a que resulte dañado el alimentador utilizado, es conocido hacer que el mandril sea elásticamente móvil en dirección axial, de modo que el alimentador conformado pueda desviarse bajo la presión de la arena en dirección al modelo.
El documento DE 42 00 183 A1 concierne a un alimentador de dos partes con un pie de alimentador aplicado a la pieza fundida, hecho de un material exotermo, y con una parte superior que se ha de aplicar al pie del alimentador y que presenta la cavidad, teniendo el pie del alimentador una abertura de unión con la pieza fundida realizada en forma de óvalo alargado y estando preparada la abertura de unión ovalada para el paso de un mandril que inmoviliza el alimentador en el modelo de fundición durante el proceso de moldeo.
Normalmente, los alimentadores se disponen aproximadamente a la altura de los bebederos y, además, están equipados con un material termoaislante o con masas exotermas de modo que la masa fundida contenida en el alimentador se solidifique más tarde que la propia pieza fundida. Después de la solidificación, el alimentador queda unido con la pieza fundida, por lo que se tiene que separar seguidamente el alimentador restante. La separación limpia y fácil del alimentador respecto de la pieza fundida es aquí problemática en muchos casos. En general, la superficie de fundición tiene que ser todavía desbarbada y alisada después de la separación del alimentador. Esta es una operación complicada y correspondientemente cara que puede conducir también a que resulte dañada la superficie de la pieza fundida en el sitio de unión con el alimentador. Pare reducir estos daños y facilitar la separación del alimentador, se prevén frecuentemente los llamados machos de rotura (también canto de rotura, regleta de arena o macho de estrangulación). Estos se montan entre el alimentador y el molde de fundición y necesitan superficies postizas correspondientes.
En conjunto, los alimentadores conocidos son relativamente complicados en su constitución o en el manejo durante la fabricación del molde de fundición y/o no garantizan una separación fácil y precisa del alimentador restante respecto de la pieza fundida terminada o bien necesitan una superficie postiza relativamente grande.
Por tanto, el objetivo de la presente invención consistía en proporcionar un sistema alimentador que evite los inconvenientes del estado de la técnica y que, en particular, sea de constitución sencilla, se pueda montar o conformar fácilmente en el molde de fundición, necesite solamente pequeñas superficies postizas y, no obstante, haga posible un canto de rotura posicionado con precisión directamente en la pieza fundida para separar con facilidad y seguridad el alimentador restante respecto de la pieza fundida terminada.
Este problema se resuelve con un sistema alimentador según la reivindicación 1. Formas de realización ventajosas están indicadas en las reivindicaciones subordinadas.
En el presente caso, el término alimentador comprende cualquier forma de alimentadores, envolturas de alimentadores, insertos de alimentadores, casquetes de alimentadores y almohadillas de calentamiento que sea conocida en el estado de la técnica o que sea corriente para el experto.
La presente invención se puede utilizar en principio para todas las clases de alimentadores en las que se pueda disponer un cuerpo semejante a un tubo de la manera anteriormente indicada.
En particular, la presente invención es adecuada para los llamados minialimentadores que se conforman convencionalmente con un macho de rotura o bien con ayuda de un mandril de muelle.
El sistema alimentador según la invención está constituido por al menos dos partes. Por un lado, en el lado alejado de la pieza fundida está presente un alimentador o cabeza alimentadora que proporciona una cavidad destinada a recibir el metal líquido durante la fundición.
Hacia la pieza fundida sigue un cuerpo semejante a un tubo que une directa o indirectamente la cavidad formada por la cabeza alimentadora con la cavidad del molde de fundición.
El cuerpo semejante a un tubo puede presentar cualquier longitud, espesor y diámetro que se deseen y que sean adecuados en cada caso particular. El espesor de pared estará en general, dependiendo del material empleado, entre 0,1 mm y 10 mm, especialmente entre 0,3 mm y 5 mm y de manera especialmente preferida entre 0,3 mm y 0,5 mm. Las dimensiones óptimas puede determinarse en cada caso particular sobre la base de ensayos rutinarios o bien son conocidas para el experto debido a sus experiencias. Los espesores de pared varían también dependiendo del material y pueden estar comprendidos aproximadamente entre 0,3 mm y 0,5 mm, por ejemplo para chapa de acero y con empleo de un minialimentador de mandril de muelle.
En general, el cuerpo semejante a un tubo presenta una longitud comprendida entre aproximadamente 15 y aproximadamente 30 mm, en particular entre aproximadamente 35 y aproximadamente 100 mm. La longitud del cuerpo semejante a un tubo se elige en una forma de realización según la invención de modo que se puentee al menos la distancia entre el alimentador (antes del moldeo, eventualmente sobre el mandril) y la pieza fundida.
El diámetro interior del cuerpo semejante a un tubo puede elegirse en principio según se desee, debiendo ser la abertura lo bastante grande como para garantizar el flujo de la masa fundida hacia y desde el alimentador durante el proceso de fundición y de solidificación. El diámetro del cuerpo semejante a un tubo se orienta en general, si bien no forzosamente, teniendo en cuenta el diámetro interior del alimentador, ya que, según una forma de realización de la presente invención, el cuerpo semejante a un tubo está encajado ajustadamente o enchufado en el alimentador (cabeza alimentadora). Sin embargo, es posible también una instalación de otro tipo en o sobre el alimentador (cabeza alimentadora).
El cuerpo semejante a un tubo puede presentar una forma cualquiera en sección transversal, especialmente una geometría redonda, ovalada cuadrangular o poligonal.
Según una forma de realización de la presente invención, el cuerpo semejante a un tubo consiste en un tubo con una sección transversal sustancialmente uniforme en toda su longitud. Preferiblemente, la relación del espesor de pared al diámetro total del tubo está comprendida entre aproximadamente 1 : 2 y 1 : 200, especialmente entre 1 : 5 y 1 : 120 y de manera especialmente preferida entre 1 : 10 y 1 : 100. La relación de la longitud al diámetro total del tubo está preferiblemente comprendida entre alrededor de 1 : 4 y 15 : 1, especialmente entre 1 : 1 y 6 : 1. En particular, las relaciones se ajustan a la geometría del alimentador y del molde de fundición.
El alimentador o la cabeza alimentadora pueden estar formados por cualquier material aislante y/o exotermo conocido en el estado de la técnica para asegurar que la masa fundida contenida...
Reivindicaciones:
1. Sistema alimentador para una pieza fundida con un alimentador y un cuerpo semejante a un tubo, en el que el cuerpo semejante a un tubo une el alimentador directa o indirectamente con la pieza fundida y se estrecha hacia el extremo vuelto hacia la pieza fundida, presenta un tramo estrechado o una reducción del diámetro interior y, por tanto, contribuye a la formación de un canto de rotura.
2. Sistema alimentador según la reivindicación 1, caracterizado porque el alimentador está construido en forma de una cabeza alimentadora.
3. Sistema alimentador según una de las reivindicaciones anteriores, caracterizado porque el cuerpo semejante a un tubo es de configuración cilíndrica.
4. Sistema alimentador según una de las reivindicaciones anteriores, caracterizado porque en el alimentador está previsto un tope o un apoyo para el extremo del cuerpo semejante a un tubo que queda enfrente de la pieza fundida.
5. Sistema alimentador según una de las reivindicaciones anteriores, caracterizado porque el tope consiste en un saliente dispuesto en el lado interior del alimentador.
6. Sistema alimentador según una de las reivindicaciones anteriores, caracterizado porque el tope o el apoyo consisten en varios puntos de apoyo.
7. Sistema alimentador según una de las reivindicaciones anteriores, caracterizado porque el tope o el apoyo consisten en una superficie de apoyo de forma anular.
8. Sistema alimentador según una de las reivindicaciones anteriores, caracterizado porque el tope o el apoyo están previstos en la pared interior lateral del alimentador.
9. Sistema alimentador según una de las reivindicaciones anteriores, caracterizado porque el tope o el apoyo están previstos en la pared interior superior del alimentador.
10. Sistema alimentador según una de las reivindicaciones anteriores, caracterizado porque el cuerpo semejante a un tubo es de pared relativamente delgada, de modo que dicho cuerpo puede cortar o avanzar hacia la pieza fundida durante el moldeo o la compactación del material de moldeo.
11. Sistema alimentador según una de las reivindicaciones anteriores, caracterizado porque el cuerpo semejante a un tubo es móvil con respecto al alimentador.
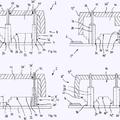
12. Sistema alimentador según una de las reivindicaciones anteriores, caracterizado porque está presente también un mandril de muelle o un mandril de guía y el cuerpo semejante a un tubo está enchufado sobre este mandril al menos en parte.
13. Sistema alimentador según una de las reivindicaciones anteriores, caracterizado porque el cuerpo semejante a un tubo, antes del moldeo o de la compactación del material de moldeo, no se alza sobre el mandril de muelle o de guía con el lado que queda vuelto hacia la pieza fundida.
14. Sistema alimentador según una de las reivindicaciones anteriores, caracterizado porque el cuerpo semejante a un tubo, al menos después del moldeo o de la compactación del material de moldeo, está asentado sobre el pie del mandril de muelle o de guía y se forma así un canto de rotura cerca de la pieza fundida.
15. Sistema alimentador según la reivindicación 12, caracterizado porque el cuerpo semejante a un tubo sustituye al mandril de muelle o de guía y eventualmente está previsto un mandril estacionario para el centrado del cuerpo semejante a un tubo.
16. Sistema alimentador según la reivindicación 15, caracterizado porque el mandril estacionario presenta como máximo la longitud del cuerpo semejante a un tubo, y este cuerpo semejante a un tubo es enchufado al menos parcialmente sobre el mandril estacionario.
17. Sistema alimentador según la reivindicación 15, caracterizado porque el mandril estacionario es más corto que el cuerpo semejante a un tubo y este cuerpo semejante a un tubo es enchufado al menos parcialmente sobre el mandril estacionario.
18. Uso de un cuerpo semejante a un tubo que se estrecha hacia el extremo vuelto hacia la pieza fundida y que presenta un tramo estrechado o una reducción del diámetro interior, para formar un cuello alimentador adaptable con canto de rotura en alimentadores para piezas fundidas.
19. Disposición de fundición que contiene un sistema alimentador según una de las reivindicaciones anteriores, una pieza fundida o un cuerpo hueco de moldeo y un material de moldeo.
20. Disposición de fundición según la reivindicación 19, que comprende, además, un mandril de muelle o de guía.
21. Disposición de fundición según la reivindicación 19 ó 20, caracterizada porque el cuerpo semejante a un tubo, antes del moldeo o de la compactación del material de moldeo, no se alza sobre el molde con el lado que queda vuelto hacia la pieza fundida.
22. Disposición de fundición según una de las reivindicaciones 19 a 21, caracterizada porque el cuerpo semejante a un tubo es móvil con respecto a la pieza fundida.
23. Procedimiento para proporcionar una disposición de fundición según una de las reivindicaciones 19 a 22, caracterizado porque se monta el cuerpo semejante a un tubo antes del moldeo o de la compactación del material de moldeo y a continuación se aplica el alimentador.
24. Procedimiento según la reivindicación 23, caracterizado porque el cuerpo semejante a un tubo, antes del moldeo o de la compactación del material de moldeo, no está unido directamente con la pieza fundida o con el cuerpo hueco de moldeo, sino que corta hasta la pieza fundida durante la compactación del material de moldeo.
25. Procedimiento según la reivindicación 23 ó 24, caracterizado porque el cuerpo semejante a un tubo, antes del moldeo o de la compactación del material de moldeo, no se alza sobre un mandril existente, sino que corta hasta la pieza fundida durante la compactación del material de moldeo.
26. Procedimiento según la reivindicación 23, caracterizado porque, después del moldeo o de la compactación del material de moldeo, el cuerpo semejante a un tubo forma un canto de rotura en el lado que queda vuelto hacia la pieza fundida y el alimentador no descansa directamente sobre la pieza fundida.
27. Procedimiento según la reivindicación 23, caracterizado porque la parte superior del alimentador es destruida por el cuerpo semejante a un tubo durante el moldeo o la compactación del material de moldeo.
Patentes similares o relacionadas:
Manguito de mazarota con boquete de aire, del 15 de Julio de 2020, de ASK Chemicals L.P: Un molde para fundición que comprende un manguito de mazarota insertado en el molde para fundición, siendo el manguito de mazarota un cuerpo, teniendo el cuerpo una […]
Dispositivo de alimentación, sistema de alimentación y método de moldeo a alta presión, del 26 de Febrero de 2020, de Jinan Shengquan Double Surplus Ceramic Filter Co., Ltd: Un dispositivo de alimentación, caracterizado porque comprende un elemento de localización para conectar con un manguito , y un elemento de desconexión […]
Sistema de alimentación, del 29 de Enero de 2020, de FOSECO INTERNATIONAL LIMITED: Un sistema de alimentación para la fundición de metales, que comprende una camisa de alimentación montada en un cuerpo tubular ; […]
Procedimiento para la fabricación de un alimentador con un tejido a modo de red que recubre la abertura de alimentador del mismo, del 18 de Diciembre de 2019, de GTP Schäfer Gießtechnische Produkte GmbH: Procedimiento para la fabricación de un alimentador previsto para la inserción en un molde de fundición utilizado en la fundición de metales con un cuerpo de alimentador […]
Dispositivo para la fabricación de un bloque motor con forma constructiva en V, del 2 de Octubre de 2019, de KS HUAYU AluTech GmbH: Dispositivo para la fabricación de un bloque motor con forma constructiva en V con un molde exterior con partes de molde para la formación del […]
 Disposición para el uso en la fabricación de un molde divisible, del 13 de Marzo de 2019, de HÜTTENES-ALBERTUS Chemische Werke Gesellschaft mit beschränkter Haftung: Disposición para el uso en la fabricación de un molde divisible, con preferencia de un molde verticalmente divisible, que comprende:
(i) una placa de […]
Disposición para el uso en la fabricación de un molde divisible, del 13 de Marzo de 2019, de HÜTTENES-ALBERTUS Chemische Werke Gesellschaft mit beschränkter Haftung: Disposición para el uso en la fabricación de un molde divisible, con preferencia de un molde verticalmente divisible, que comprende:
(i) una placa de […]
Rellenado secuencial de molde, del 5 de Marzo de 2019, de HOWMET CORPORATION: Un método de fundición de aleación o metal líquido, que comprende suministrar una masa fundida de aleación o metal a una pluralidad de moldes que se conectan […]
Procedimiento para la fabricación de piezas de fundición de metal ferroso, del 23 de Octubre de 2018, de Huppert Engineering GmbH & Co. KG: Procedimiento para la fabricación de piezas de fundición de metal ferroso en el que - se introduce un molde perdido , con un espacio hueco para el […]