ALEACION DE ALUMINIO Y UTILIZACION DE LA MISMA PARA UN COMPONENTE FUNDIDO, PARTICULARMENTE DE UN AUTOMOVIL.
(31/05/2010) Aleación de aluminio, particularmente aleación de fundición a presión, preferentemente para un componente fundido de un automóvil, caracterizada por los siguientes elementos de aleación:
y como resto aluminio con impurezas debidas a la fabricación que son, cada una, como máximo del 0,05% en peso y, en conjunto, como máximo del 0,2% en peso
ALEACION DE COLADA DEL TIPO AIMGSI.
Sección de la CIP Química y metalurgia
(01/06/2005). Ver ilustración. Solicitante/s: ALCAN TECHNOLOGY & MANAGEMENT AG. Clasificación: C22C21/08.
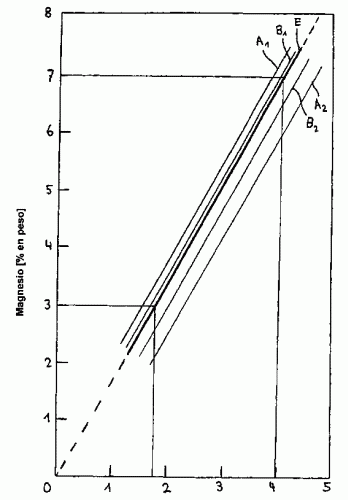
Aleación de colada del tipo AlMgSi, estando caracterizada la aleación porque contiene magnesio de 3, 0 a 7, 0 % en peso silicio de 1, 7 a 4, 0 % en peso manganeso de 0, 2 a 0, 48 % en peso hierro de 0, 15 a 0, 35 % en peso titanio como máximo 0, 2 % en peso facultativamente además de 0, 1 a 0, 4 % en níquel peso así como aluminio como resto y las impurezas debidas a la fabricación, individualmente como máximo 0, 02 % en peso, en total como máximo 0, 2 % en peso, con la condición adicional de que el magnesio y el silicio en la aleación han de presentarse en una relación en peso de Mg : Si de 1, 7 : 1 correspondiente a la composición del eutéctico casi binario con las fases sólidas Al y Mg2Si, siendo la desviación con respecto a la composición exacta, correspondiente al eutéctico casi binario, para el magnesio de como máximo -0, 5 a +0, 3 % en peso y para el silicio de -0, 3 a +0, 5 % en peso.
PROCEDIMIENTO PARA FABRICACION DE UNA PIEZA COMPONENTE ESTRUCTURAL A BASE DE UNA ALEACION DE ALUMINIO MOLDEADA POR COLADA A PRESION.
(01/10/2003) PARA LA FABRICACION DE UNA PIEZA, EN PARTICULAR UNA PIEZA DE SEGURIDAD EN EL AUTOMOVIL, FORMADA POR UNA ALEACION DE ALUMINIO QUE SE HA MOLDEADO A PRESION SE ELIGE LA ALEACION DE ALUMINIO DE TAL MANERA, QUE CUBRE LO NECESARIO CON LA PIEZA CON RELACION A DUREZA Y DUCTILIDAD, YA EN ESTADO DE COLADA, Y PUEDE TENER OPCIONALMENTE DESPUES DE UN TERMOTRATAMIENTO A UNA TEMPERATURA DE 230 HASTA 350 °C, PERO QUE NO SE LLEGA A UNA TEMPERATURA DE CALCINACION. CON UNA CANTIDAD DE 0,05 HASTA 0,4 % EN PESO DE ESCANDIO, ASI COMO OPCIONALMENTE DE 0,1 HASTA 0,4 % EN PESO DE CIRCONIO, SE ELEVA LA RESISTENCIA EN ESTADO DE COLADA DE TAL MANERA, Y DESPUES DE ELEGIR LA TEMPERATURA Y DURACION DE UN TERMOTRATAMIENTO…
PROCEDIMIENTO PARA FABRICAR UNA PIEZA DE MONTAJE A PARTIR DE UNA ALEACION DE ALUMINIO MEDIANTE COLADA A PRESION.
Sección de la CIP Química y metalurgia
(16/02/2003). Solicitante/s: ALUSUISSE TECHNOLOGY & MANAGEMENT AG. Clasificación: C22F1/043, C22C21/04.
Producción de un componente de seguridad para vehículos que comprende moldear a presión una aleación de aluminio, recocer parcialmente la disolución, y refrigerar al aire. Se produce un componente mediante moldeo a presión de una aleación de aluminio que comprende (% en peso) 9,5-11,5 de silicio, 0,3-0,6 de manganeso, 0,15-0,35 de hierro, 0,1-0,4 de magnesio, 0,1 como máximo de titanio y 90-180 ppm de estroncio y opcionalmente 0,1-0,3 de cromo, 0,1-0,3 de níquel y 0,1-0,3 de cobalto, siendo el resto aluminio, recocido parcial en disolución de la pieza moldeada a 400-490ºC durante 20-120 minutos y refrigerar al aire.
DISPOSITIVO Y PROCEDIMIENTO PARA LA PRODUCCION DE PIEZAS FUNDIDAS A PRESION.
(16/10/2002) LA PRESENTE INVENCION TRATA DE UN DISPOSITIVO Y UN PROCEDIMIENTO PARA LA FABRICACION DE PIEZAS DE MOLDEO A PRESION. PARA ELLO, EL DISPOSITIVO 10 CORRESPONDIENTE A LA INVENCION ESTA COMPUESTO POR UN MOLDE DE FUNDICION A PRESION 12 Y UN DISPOSITIVO DE ASPIRACION 16 PREVISTO PARA LA EVACUACION CONTROLADA DE UNA CAVIDAD DE MOLDEO. EL DISPOSITIVO DE ASPIRACION 16 COMPRENDE ADEMAS UN TANQUE DE VACIO 18 Y UNA TUBERIA DE ASPIRACION 20 QUE UNE EL TANQUE DE VACIO 18 Y EL MOLDE DE FUNDICION A PRESION 12. LA TUBERIA DE ASPIRACION 20 MUESTRA A SU VEZ UNA PRIMERA VALVULA 22 Y UNA SEGUNDA VALVULA 24 CONECTADA EN PARALELO RESPECTO A LA PRIMERA VALVULA 22. LAS VALVULAS 22, 24 ESTAN DISPUESTAS ADEMAS DE TAL MODO QUE SE FORMA UN ESPACIO DE REFERENCIA 26 ENTRE LAS VALVULAS. EL PROCEDIMIENTO CORRESPONDIENTE A LA INVENCION COMPRENDE LAS SIGUIENTES…
PROCEDIMIENTO PARA LA PRODUCCION DE PIEZAS FUNDIDAS A PRESION.
(01/12/1999) SE DESCRIBE UN PROCEDIMIENTO PARA LA ELABORACION DE PARTES DE FUNDICION A PRESION A PARTIR DE UNA ALEACION DE METAL LIGERO, QUE SE ENCUENTRA EN ESTADO FUNDIDO, SIENDO GUIADO BAJO GRAVEDAD A UNA CAMARA DE FUNDICION EN UNA MAQUINA DE FUNDICION A PRESION, Y DE AQUI SIENDO FORZADO MEDIANTE UNA APLICACION A UNA CAMARA DE MOLDEO QUE DISPONE DE EVACUACION CONTROLADA DE ACUERDO CON LA POSICION DEL EMBOLO DE PRESIONADO. EL PROCEDIMIENTO INCLUYE LA APLICACION DE UN COMPONENTE PARTICIPANTE CON RESPECTO AL MENOS DE UNA MITAD DE MOLDEO Y LA APLICACION DE UN LUBRICANTE AL EMBOLO DE PRESIONADO. LA ALEACION DE METAL LIGERO CONSISTEN EN UNA ALEACION PRIMARIA DE COMPOSICION INVARIABLE, CON UN LIMITE COLOCADO SOBRE LAS PROPORCIONES DE CU, FE Y ZN; DISPONIENDO LA ALEACION DE UN TRATAMIENTO DE FUSION, DE APLICACION DE DESGASIFICACION…
{kind=link}