6 inventos, patentes y modelos de PREVOTAT, BERNARD
PROCEDIMIENTO DE FABRICACION EN CONTINUO DE TUBOS EN MATERIAL PLASTICO CON ESTIRAMIENTO BIAXIAL Y LINEA DE FABRICACION PARA ESTE PROCEDIMIENTO.
Sección de la CIP Técnicas industriales diversas y transportes
(16/11/2007). Ver ilustración. Solicitante/s: ALPHACAN. Clasificación: B29C47/90, B29C47/92, B29C55/26.
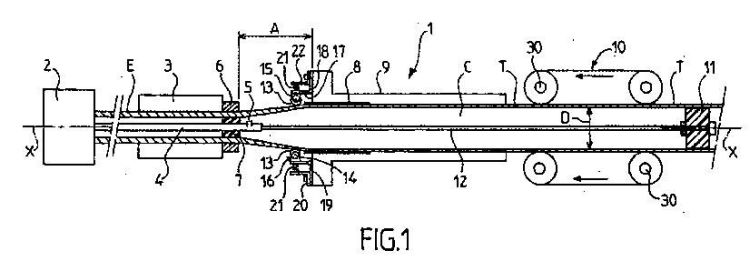
Procedimiento de fabricación en continuo de tubos en material plástico con estiramiento biaxial, según el cual se realiza un bosquejo (E) por extrusión, se trae este bosquejo a temperatura de orientación molecular, se le hace sufrir una dilatación radial sometiéndola a una presión interna de fluido aplicada entre dos obturadores distantes axialmente, y se garantiza una calibración y un enfriamiento ejerciendo al mismo tiempo una tracción axial sobre el tubo en salida, caracterizado por el hecho de que se aplica del exterior contra la pared del bosquejo en al menos una zona sometida a la dilatación radial una presión antagonista a la presión interna, siendo esta presión antagonista más débil que la presión interna para no hacer obstáculo a la dilatación, pero siendo suficiente para garantizar un crecimiento controlado de la dilatación, con un grosor de material sensiblemente constante sobre una misma circunferencia.
PROCEDIMIENTO E INSTALACION PARA LA FABRICACION DE TUBOS DE MATERIA PLASTICA CON ESTIRADO BIAXIAL.
(16/03/2007) PROCEDIMIENTO DE FABRICACION DE TUBOS DE MATERIAL PLASTICO, SEGUN EL CUAL SE SOMETE A UN ESTIRADO BIAXIAL UN TUBO-DESBASTE (TE) LLEVADO A UNA TEMPERATURA CERCANA A SU TEMPERATURA DE ORIENTACION MOLECULAR, POR DILATACION RADIAL DEL TUBO DESBASTE EN EL INTERIOR DE UNA CAÑA DE FORMACION CON FORMACION DE UNA BURBUJA EN UN EXTREMO DEL TUBO, DESPLAZAMIENTO CONTROLADO DE ESTA BURBUJA HASTA EL OTRO EXTREMO DEL TUBO, Y CON ESTIRADO LONGITUDINAL. LA DILATACION RADIAL SE REALIZA EN AL MENOS DOS FASES, A SABER, UNA PRIMERA FASE DURANTE LA CUAL EL TUBO DESBASTE (TE) SE INFLA HASTA UN DIAMETRO INTERMEDIO (DI) DETERMINADO POR UNA ENVOLTURA DE DOBLE PARED, INTRODUCIDA EN LA CAÑA DE FORMACION CON CIRCULACION DE UN FLUIDO CALIENTE ENTRE LAS DOS PAREDES DE LA ENVOLTURA Y A CONTINUACION LA ENVOLTURA SE EXTRAE PROGRESIVAMENTE…
PROCEDIMIENTO Y LINEA DE FABRICACION EN CONTINUO DE TUBOS EN MATERIAL PLASTICO CON ESTIRAMIENTO BIAXIAL.
(01/07/2006) Procedimiento de fabricación en continuo de tubos en material plástico con estiramiento biaxial, sobre el cual se realiza una preforma (E) por extrusión, se lleva esta preforma a una temperatura de orientación molecular, se hace pasar esta preforma alrededor de un mandril de dilatación radial, se asegura una calibración y un enfriamiento, todo ello sometiendo la preforma a una tracción axial, caracterizado por el hecho de que: - durante el arranque de la línea, el mandril no está aún instalado y una preforma (E) atraviesa toda la línea; - el mandril es enseguida colocado y una cámara cerrada más arriba y más abajo del mandril…
PROCEDIMIENTO E INSTALACION PARA EL TRATAMIENTO DE TUBOS DE MATERIA PLASTICA CON ESTIRADO BIAXIAL.
Sección de la CIP Técnicas industriales diversas y transportes
(16/12/2002). Ver ilustración. Solicitante/s: ALPHACAN. Clasificación: B29C55/26, B29B13/04.
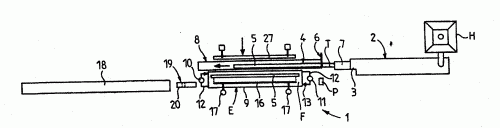
PROCEDIMIENTO DE TRATAMIENTO DE TUBOS DE MATERIAL PLASTICO, PARTICULARMENTE DE PVC, OBTENIDOS POR EXTRUSION, SEGUN EL CUAL SE LLEVA UN TUBO A UNA TEMPERATURA DE ORIENTACION MOLECULAR, SUPERIOR A LA TEMPERATURA AMBIENTE Y SE LE SOMETE A UN ESTIRADO BIAXIAL POR DILATACION RADIAL Y POR ALARGAMIENTO AXIAL PARA OBTENER UN TUBO CON BIORIENTACION CUYAS PROPIEDADES MECANICAS SON MEJORADAS. EL TUBO (T) ESTA CORTADO EN ELEMENTOS DE LONGITUD DETERMINADA, MIENTRAS QUE ACABA DE SER EXTRUSIONADO Y QUE SU TEMPERATURA ES SUPERIOR A LA TEMPERATURA DE ORIENTACION MOLECULAR, CONSTITUYENDO CADA ELEMENTOPIEZA EN BRUTO , CADA PIEZA EN BRUTO SE COLOCA EN UNA CAMARA (E) PARA SER ENFIADA POR UN FLUIDO (F) A UNA TEMPERATURA CERCANA A LA DE ORIENTACION MOLECULAR, SIENDO EL TIEMPO DE PERMANENCIA DE LA PIEZA EN BRUTO EN LA CAMARA SUPERIOR AL TIEMPO DE PRODUCCION DE LA PIEZA EN BRUTO POR EXTRUSION Y LA PIEZA EN BRUTO SE SACA DE LA CAMARA PARA SER SOMETIDA AL TRATAMIENTO QUE GARANTIZA UNA BIORIENTACION.
PERFIL DE ESTRUCTURA ALVEOLAR DE RESINA TERMOPLASTICA, EQUIPO DE EXTRUSION PARA LA OBTENCION DEL PERFIL Y SU PROCESO DE FABRICACION.
(01/07/1995) LA INVENCION SE REFIERE A UN PERFIL DE ESTRUCTURA ALVEOLAR DE RESINA TERMOPLASTICA CUYOS ALVEOLOS ESTAN DISPUESTOS SENSIBLEMENTE PERPENDICULARMENTE AL EJE DEL PERFIL. EL PERFIL ESTA REALIZADO MEDIANTE UN EQUIPO DE EXTRUSION COMPUESTO POR UNA CABEZA DE EXTRUSION Y UNA HERRAMIENTA DE EXTRUSION CUYA CABEZA DE EXTRUSION ESTA DIVIDIDA EN TRES CANALES SENSIBLEMENTE SUPERPUESTOS QUE DESEMBOCAN EN LOS TRES CANALES CORRESPONDIENTES DEL EQUIPO DE EXTRUSION Y POR EL OTRO LADO ESTANDO CONECTADOS AL CANAL DE ALIMENTACION DE AL MENOS UNA PRENSA DE EXTRUSION, SIRVIENDO LOS DOS CANALES EXTERIORES PARA EL PASO DEL MATERIAL QUE CONSTITUYE LAS PAREDES EXTERNAS DEL PERFIL DEL TUBO Y SIRVIENDO EL CANAL INTERMEDIO PARA EL PASO DEL MATERIAL PARA…
EQUIPO Y PROCEDIMIENTO PARA LA EXTRUSION DE TUBOS PLASTICOS DE PAREDES COMPUESTAS.
Sección de la CIP Técnicas industriales diversas y transportes
(16/01/1990). Solicitante/s: SOCIETE ALPHACAN. Clasificación: B29C47/06, B29C47/28.
CONSTA DE UNA CABEZA DE REPARTICION , UTILLAJE DE EXTRUSION QUE CONSTA LA HILERA ASI COMO EL MANDRIL , LA CABEZA DE REPARTO ESTA DIVIDIDA EN TRES CANALES ANULARES REUNIENDOSE AL NIVEL DEL UTILLAJE, LOS CANALES SIRVEN PARA EL PASO DE LA MATERIA CONSTITUYENDO LAS PAREDES DEL TUBO Y ENCUADRANDO EL CANAL SIRVIENDO PARA SU PASO, REUNIENDOSE EN TORNO AL REPARTIDOR DE FLUJO DE DICHO CANAL AL DE ALIMENTACION CONECTADO A UNA EXTRUSADORA. EL REPARTIDOR ESTA ALIMENTADO POR UN CANAL DE ALIMENTACION CONECTADO A UNA SEGUNDA EXTRUSORA CARACTERIZADO PORQUE LOS CANALES DE ALIMENTACION ESTAN DISPUESTOS AXIDISIMETRICAMENTE RESPECTO AL EJE DE UNION Y PORQUE EL MANDRIL ESTA CONSTITUIDO POR DOS TRONCOS DE CONO DIVERGENTES (4') Y CONVERGENTE (4''), EL CONJUNTO FORMA UN BLOQUE FIJADO DIRECTAMENTE AL CUERPO . EL PROCEDIMIENTO CONSISTE EN COEXTRUASSAR DOS MATERIALES TERMOPLASTICOS DIFERENTES MEDIANTE ESTE EQUIPO ALIMENTADO POR DOS EXTRUSADORAS.
{kind=link}
{kind=link}