PANEL SOPORTE PARA LA FABRICACIÓN DE APLACADOS DE AGLOMERADOS.
Sección de la CIP Técnicas industriales diversas y transportes
(26/03/2020). Solicitante/s: PLASTICOS HIDROSOLUBLES, S.L.. Clasificación: B29C33/38, B28B7/34.
Panel soporte para la fabricación de aplacados de aglomerados que comprende al menos una capa que a su vez comprende: - 40%-90% de una mezcla de resinas poliméricas, donde al menos una de ellas es polivinil alcohol (PVA), - 10%-60% de plastificantes, y - 0%-20% de aditivos/cargas.
BOLSA PARA EL ENVASADO DE PRENDAS TEXTILES.
Sección de la CIP Técnicas industriales diversas y transportes
(26/03/2020). Solicitante/s: PLASTICOS HIDROSOLUBLES, S.L.. Clasificación: B65D33/00, B65D25/04, B65D33/16, B65D27/14, B65D30/02.
Bolsa para el envasado de prendas textiles que comprende: 40%-90% de una mezcla de resinas poliméricas, donde al menos una de ellas es polivinil alcohol (PVA), 10%-60% de plastificantes, siendo uno de ellos glicerina, 0%-20% de aditivos/cargas, 0%-20% de pigmentos naturales.
Panel soporte para la fabricación de aplacados de aglomerados.
(13/11/2018) 1. Panel soporte para la fabricación de aplacados de aglomerados, caracterizado por que comprende al menos una capa que a su vez comprende:
- 40%-90% de una mezcla de resinas poliméricas, donde al menos una de ellas es polivinil alcohol (PVA),
- 10%-60% de plastificantes, y
- 0%-20% de aditivos/cargas.
2. Panel soporte para la fabricación de aplacados de aglomerados, según la reivindicación 1, caracterizado por que es monocapa.
3. Panel soporte para la fabricación de aplacados de aglomerados, según la reivindicación 1, caracterizado por que es multicapa.
4. Panel soporte para la fabricación de aplacados de aglomerados, según…
Bolsa para el envasado de prendas textiles.
(17/10/2018) 1. Bolsa para el envasado de prendas textiles, caracterizada porque comprende:
- 40%-90% de una mezcla de resinas poliméricas, donde al menos una de ellas es polivinil alcohol (PVA),
- 10%-60% de plastificantes, siendo uno de ellos glicerina,
- 0%-20% de aditivos/cargas,
- 0%-20% de pigmentos naturales.
2. Bolsa para el envasado de prendas textiles, según la reivindicación 1, caracterizada porque comprende un cierre autoadhesivo.
3. Bolsa para el envasado de prendas textiles, según la reivindicación 2, caracterizada porque el cierre autoadhesivo es no tóxico.
4. Bolsa para el envasado de prendas…
PROCEDIMIENTO PARA LA ELABORACIÓN DE UNA GRANZA DE POLIETENOL DE ALTA FLUIDEZ Y GRANZA DE POLIETENOL.
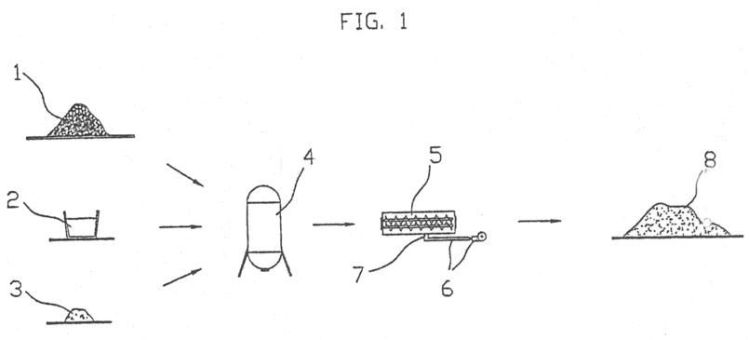
(05/10/2011) Procedimiento para la elaboración de una granza de polietenol de alta fluidez en el que en un primer paso, se procede efectuando una mezcla de resina de polieteneol , un plastificante y una carga en una turbomezladora , siendo la mezcla sometida a un proceso térmico en el que, en un principio, se produce un choque térmico controlado entre la resina de polietenol y la turbomezcladora y seguidamente se eleva la temperatura del reactor, y en un segundo paso se procede a la extrusión de esa mezcla en una extrusora de doble husillo con medios de evacuación forzada de gases sobredimensionados, donde, en la fase de fusión, alcanzará un grado de fluidez de entre 10 y 30 gr/10 min, siendo en ese momento extruida…
PROCEDIMIENTO PARA LA INYECCIÓN DE PIEZAS DE POLIETANOL Y PIEZAS ASÍ OBTENIDAS.
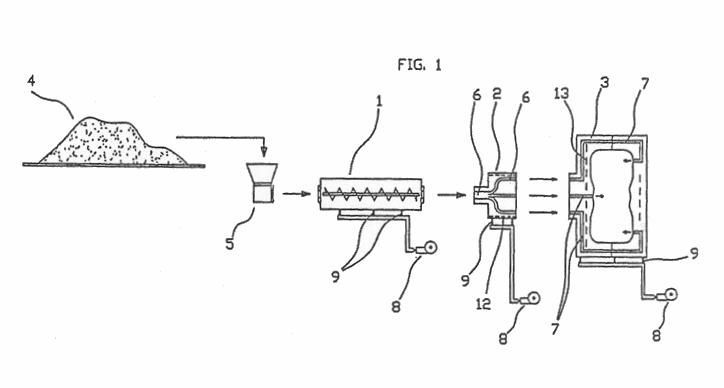
(16/09/2011) Procedimiento para la inyección de piezas de polietenol, donde se parte una granza de polietenol la cual se vierte en una tolva o similar , que la suministra a una extrusora de un solo husillo dotada de medios para evacuación forzada de gases . El polietenol se calienta a una temperatura de entre 170 y 250 ºC y a continuación pasa a un inyector , dotado de un elemento calefactor y un conjunto de conducciones de sección creciente y con una geometría básicamente cónica , de diámetro sobredimensionado entre un 20% y un 40%. El inyector introduce la granza de polietenol fundida en un molde de inyección o de soplado , también calefactado , donde se inicia un enfriado ralentizado, realizándose finalmente el desmoldeo a una temperatura de entre 25 y 35ºC
PROCEDIMIENTO PARA LA ELABORACION DE UNA GRANZA DE POLIETENOL DE ALTA FLUIDEZ.
Secciones de la CIP Técnicas industriales diversas y transportes Química y metalurgia
(01/04/2009). Ver ilustración. Solicitante/s: PLASTICOS HIDROSOLUBLES, S.L.. Clasificación: B29B9/10, C08L29/04.
Procedimiento para la elaboración de una granza de polietenol de alta fluidez en el que en un primer paso, se procede efectuando una mezcla de resina de polietenol , un plastificante y una carga en una turbomezcladora , siendo la mezcla sometida a un proceso térmico en el que, en un principio, se produce un choque térmico controlado entre la resina de polietenol y la turbomezcladora y seguidamente se eleva la temperatura del reactor, y en un segundo paso se procede a la extrusión de esa mezcla en una extrusora de doble husillo con medios evacuación forzada de gases sobredimensionados, donde, en la fase de fusión, alcanzará un grado de fluidez de entre 10 y 30gr/10min, siendo en ese momento extruída y seguidamente cortada en caliente para producir la granza.
PROCEDIMIENTO PARA LA INYECCION DE PIEZAS DE POLIETENOL.
Sección de la CIP Técnicas industriales diversas y transportes
(01/04/2009). Ver ilustración. Solicitante/s: PLASTICOS HIDROSOLUBLES, S.L.. Clasificación: B29C49/42, B29C31/02, B29C45/18, B29C31/04D, B29C31/04.
Procedimiento para la inyección de piezas de polietenol, donde se parte de una granza de polietenol la cual se vierte en una tolva o similar , que la suministra a una extrusora de un solo husillo dotada de medios para evacuación forzada de gases . El polietenol se calienta a una temperatura de entre 170 y 250°C y a continuación pasa a un inyector , dotado de un elemento calefactor y un conjunto de conducciones de sección creciente y con una geometría básicamente cónica , de diámetro sobredimensionado entre un 20% y un 40%. El inyector introduce la granza de polietenol fundida en un molde de inyección o de soplado , también calefactado , donde se inicia un enfriado relentizado, realizándose finalmente el desmoldeo a una temperatura de entre 25 y 35°C.
{kind=link}
{kind=link}