7 inventos, patentes y modelos de MANNL, REINHARD
Procedimiento y dispositivo para fabricar un tubo, parte del cual tiene un perfil no circular y secciones extremas circulares.
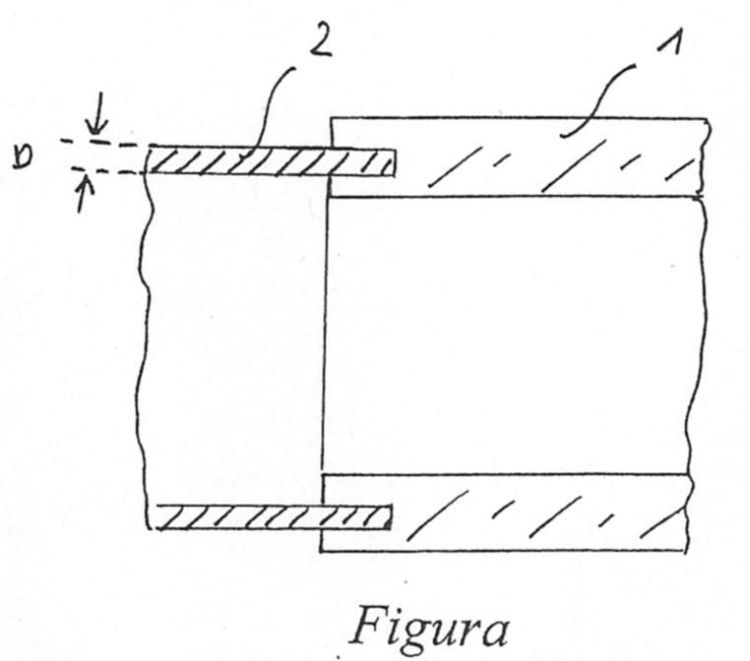
(23/12/2015) Procedimiento para fabricación de un tubo con perfil diferente de la forma circular por secciones, mediante conformación, que presenta las etapas:
a) Disponer un tubo fabricado a base de vidrio, plástico o un material compuesto de plástico, en el que el tubo tiene un perfil inicial circular (L1);
b) Transportar el tubo en estado caliente y maleable, a través de una estrangulación formada por rodillos de presión y que tiene una primera anchura de estrangulación que es superior o igual a la dimensión externa del perfil inicial;
c) Ajustar los rodillos de presión para disponer una segunda anchura del estrangulamiento que es menor que la dimensión…
USO DE UN VIDRIO PARA UNIONES DE VIDRIO-METAL.
Secciones de la CIP Química y metalurgia Mecánica, iluminación, calefacción, armamento y voladura
(01/11/2007). Ver ilustración. Solicitante/s: SCHOTT AG. Clasificación: C03C3/091, C03C27/02, F24J2/05, F24J2/50.
Uso de un vidrio para uniones de vidrio-metal.#Se describe el uso de un vidrio con la composición siguiente:#B2O3 8-11,5% en peso#Al2O3 5-9% en peso#Na2O 5-9% en peso#K2O 0-5% en peso#CaO 0,4-1,5% en peso#SiO2 Resto#para un tubo de vidrio en un colector de tubos de vacío con una unión de vidrio-metal o para un matraz de rayos X con una unión de vidrio-metal.
DISPOSITIVO Y DEDO DE MOLDEO PARA EL MOLDEO DE UNA BOCA DE UNA BOTELLA PEQUEÑA DE VIDRIO Y METODO PARA EL MOLDEO DE LA BOTELLA PEQUEÑA DE VIDRIO.
(16/04/1996) 2.1.EN LAS MAQUINAS DE MOLDEO DE BOTELLAS PEQUEÑAS ADICIONALES HAY UNICAMENTE UN DEDO DE MOLDEO QUE SE COORDINA CON LOS RODILLOS DE MOLDEO, LOS CUALES MOLDEAN LA BOCA DE LA BOTELLA PEQUEÑA. UN DEDO DE MOLDEO ESTA SUJETO A UN GRAN DESGASTE, POR LO CUAL EL PERFIL DE LA BOCA DE LA BOTELLA PEQUEÑA CAMBIA CON EL PASO DE LA SERIE. CON EL NUEVO METODO Y CON EL NUEVO DEDO DE MOLDEO SE DEBERA REDUCIR EL DESGASTE AL MAXIMO, DE TAL FORMA QUE SEA POSIBLE UNA MEJOR TOLERANCIA DE FABRICACION PARA LAS BOCAS MOLDEABLES. 2.2. ESTO SE CONSIGUE FABRICANDO EN CADA TUBO DE VIDRIO DE LA MAQUINA DE BOTELLA PEQUEÑA SU PROPIO DEDO DE MOLDEO, O DANDO UN CIERTO JUEGO AL DEDO DE MOLDEO O FABRICANDO EL DEDO DE MOLDEO CON UNAS ESCOTADURAS LATERALES DONDE LA RELACION DE SUPERFICIE DE CORTE TRANSVERSAL HACIA EL CAMPO DE…
METODO Y DISPOSITIVO PARA EL MOLDEO DEL EXTREMO DE UN TUBO DE VIDRIO QUE SE ABLANDA POR CALOR Y LA UTILIZACION DEL DISPOSITIVO EN UNA MAQUINA DE BOTELLAS PEQUEÑAS.
Sección de la CIP Química y metalurgia
(16/10/1995). Solicitante/s: SCHOTT GLASWERKE. Clasificación: C03B23/09, C03B23/11.
2.1. EN EL MOLDEO DE CUERPOS HUECOS COMO POR EJEMPLO EN PEQUEÑAS BOTELLAS HECHAS DE TUBOS, POR EJEMPLO, EN TUBOS DE VIDRIO, NO TIENEN LUGAR GRANDES PAUSAS DE FABRICACION Y LAS PARTES DE MOLDEO SE MUEVEN A GRANDES VELOCIDADES HACIA CADA UNO DE LOS TUBOS. EN LAS NUEVAS MAQUINAS DE BOTELLAS PEQUEÑAS EL MOLDEO NO SERA TAN COSTOSO Y LA CUOTA DE FABRICACION SERA BASTANTE ALTA. 2.2. CON EL FIN DE MANTENER LAS PAUSAS DE FABRICACION MUY BAJAS, HAY UN RODILLO DE MOLDEO QUE AL RODAR EL TUBO DE VIDRIO QUE PASA ROTANDO POR EL RODILLO DE MOLDEO SE INTRODUCE O RETROCEDE HACIA EL TUBO DE VIDRIO. EL DESPLAZAMIENTO DEL RODILLO DE MOLDEO SE REALIZA AL RODAR CONTRA EL EXTREMO Y DENTRO DE LA POSICION DE ENCENDIDO PARA EL MOLDEO DEL SIGUIENTE TUBO DE VIDRIO. 2.3. FABRICACION DE BOTELLAS DE FORMA CONTINUADA, AMPOLLAS, ETC.
REVESTIMIENTO DE SUJECCION GIRATORIO PARA TUBOS DE VIDRIO.
(01/04/1995) 2.1 LOS REVESTIMIENTOS DE SUJECCION PARA TUBOS DE VIDRIO SE DEBEN CONSTRUIR DE MANERA QUE POR UN LADO AGARREN CON SUAVIDAD AL TUBO DE VIDRIO PARA QUE NO SUFRA NINGUN DESPERFECTO, Y POR OTRO LADO LO DEBEN MANTENER CON SUFICIENTE FIJEZA PARA QUE SEA POSIBLE UNA FABRICACION SEGURA. ESTE APARATO PERMITE QUE SE AUMENTEN LAS MEDIDAS DEL REVESTIMIENTO DE SUJECCION Y VA DIRIGIDO HACIA UN ESTRECHO DIAMETRO ABARCADO PARA ECONOMICOS TUBOS DE VIDRIO. PARA OTRO DIAMETRO SE DEBEN TRANSFORMAR LOS REVESTIMIENTOS DE SUJECCION. EL NUEVO REVESTIMIENTO DE SUJECCION DEBE TENER UN AMPLIO DIAMETRO ABARCADO EN LAS REDUCIDAS DIMENSIONES EXTERNAS. 2.2 EL REVESTIMIENTO DE SUJECCION TIENE MORDAZAS DE SUJECCION MOVILES DISPUESTAS HACIA EL EJE LONGITUDINAL (LA), CUYA DISTANCIA RESPECTO…
Recipiente de vidrio cerrable por fusión para el envio de material biológico.
Secciones de la CIP Técnicas industriales diversas y transportes Necesidades corrientes de la vida
(16/10/1992). Solicitante/s: SCHOTT-ROHRGLAS GMBH. Clasificación: B65B1/00, A61J1/06.
Recipiente de envío , de vidrio, cerrable por fusión para material biológico fácilmente corrompible, en particular material de muestras médicas, que presenta una zona de fusión , caracterizado porque la zona de fusión presenta un material absorbente de infrarrojos.
RECIPIENTE DE VIDRIO, ESPECIALMENTE UNA AMPOLLA, Y PROCEDIMIENTO PARA EL TRATAMIENTO DE ESTE RECIPIENTE DE VIDRIO.
Sección de la CIP Química y metalurgia
(16/12/1989). Solicitante/s: SCHOTT RUHRGLAS GMBH. Clasificación: C03B27/00, C03B33/06, C03B23/18.
EN UN RECIPIENTE, ESPECIALMENTE UNA AMPOLLA, CON UNA TENSION RESIDUAL PRODUCIDA EN UN DETERMINADO PUNTO DEL RECIPIENTE, LA CUAL PERMITE LA APERTURA AUTOMATICA DEL RECIPIENTE POR ESE PUNTO DESPUES DE RAYARLO CON UN INSTRUMENTO ADECUADO, SE PRODUCE DICHA TENSION RESIDUAL SIN EMPLEAR NINGUNA HERRAMIENTA, SINO EXCLUSIVAMENTE MEDIANTE UN TRATAMIENTO TERMICO PREVIO DEL RECIPIENTE DE VIDRIO; ESTA TENSION RESIDUAL PRESENTA UN PERFIL DE TENSION SEGUN EL CUAL, SOBRE UN ANILLO DE TENSIONES DE TRACCION PRIMERAMENTE PRODUCIDO Y QUE SE EXTIENDE POR LA PERIFERIA DEL RECIPIENTE DE VIDRIO, SE SUPERPONE, EN UN PUNTO, UNA ZONA PUNTUAL DE TENSIONES DE COMPRESION PRODUCIDA POSTERIORMENTE.
{kind=link}