15 inventos, patentes y modelos de GORING,RAINER
Empleo de una masa de moldeo de poliamida con rigidez de masa fundida elevada para la coextrusión con un polímero de punto de fusión elevado.
Secciones de la CIP Técnicas industriales diversas y transportes Química y metalurgia
(29/05/2019). Solicitante/s: EVONIK DEGUSSA GMBH. Clasificación: B32B27/08, C08J5/18, B32B27/34, C08K5/098.
Procedimiento para la producción de un compuesto multicapa,
a) poniéndose a disposición una masa de moldeo de poliamida, presentándose al menos un 30 % de los grupos terminales como grupos amino terminales en la poliamida empleada,
b) produciéndose una premezcla de la masa de moldeo de poliamida y 0,005 a 10 partes en peso de un compuesto con al menos dos unidades éster de ácido carbónico con fenoles o alcoholes, referido a 100 partes en peso de poliamida,
c) en caso dado almacenándose y/o transportándose la mezcla, y
d) coextrusionándose la mezcla a continuación con una masa de moldeo, que contiene al menos un 50 % en peso de un polímero de punto de fusión elevado, que presenta un punto de fusión de cristalita Tm de al menos en 270 °C y/o una temperatura de transición vítrea de Tg de al menos 180ºC, fundiéndose la mezcla solo en la elaboración, y midiéndose Tm y Tg por medio de DSC según la norma ISO 11357.
PDF original: ES-2714562_T3.pdf
Tubo compuesto termoplástico con capa intermedia de múltiples capas.
(22/05/2019) Procedimiento para la producción de un tubo compuesto termoplástico, que contiene las siguientes etapas:
a) se proporciona un revestimiento tubular con una pared, que en la zona de la superficie externa contiene un polímero termoplástico A;
b) se proporciona una cinta, que contiene fibras de refuerzo en una matriz, que contiene un polímero termoplástico B;
c) se proporciona una cinta, que contiene fibras de refuerzo en una matriz, que contiene un polímero termoplástico C;
siendo el polímero A y el polímero B iguales o diferentes y siendo el polímero B y el polímero C diferentes;
d) se aplica sobre el revestimiento tubular una cinta proporcionada en la etapa b) por medio de soldadura;
…
Tubo compuesto termoplástico con capa intermedia de múltiples capas.
(22/05/2019) Procedimiento para la producción de un tubo compuesto termoplástico, que contiene las siguientes etapas:
a) se proporciona un revestimiento tubular con una pared, que en la zona de la superficie externa contiene un polímero termoplástico A;
b) se proporciona una cinta, que contiene fibras de refuerzo en una matriz, que contiene un polímero termoplástico B, siendo el polímero A y el polímero B diferentes;
c) se aplica sobre el revestimiento tubular una lámina o una interconexión producida en la etapa b) de una lámina y una cinta proporcionada en la etapa b), fundiéndose o bien antes, al mismo tiempo o bien a continuación la superficie externa del revestimiento así como la superficie de contacto de la lámina;
d) se…
Tubería calefactable para aplicaciones marítimas.
Sección de la CIP Mecánica, iluminación, calefacción, armamento y voladura
(27/02/2019). Solicitante/s: EVONIK DEGUSSA GMBH. Clasificación: F16L11/12, F16L11/08.
Tubo flexible con una estructura de múltiples capas con capas no unidas, y una fuente de corriente, en el que al menos dos de las capas no están unidas entre sí constructivamente, conteniendo el tubo, desde el interior hacia el exterior, las capas siguientes:
- un revestimiento interior ,
- al menos dos capas de refuerzo de metal que están compuestas por alambres de acero, perfiles de acero o cintas de acero dispuestos helicoidalmente, así como
- una funda exterior , en el que
entre dos capas de refuerzo se encuentra una capa producida a partir de una masa de moldeo de plástico 15 conductora eléctrica que está en contacto eléctrico con las dos capas de refuerzo, y las dos capas de refuerzo están conectadas a la fuente de corriente eléctrica, y la resistencia volumétrica específica de la masa de moldeo de plástico conductora eléctrica según IEC 600093 se encuentra en el intervalo de 10-3 Ωm a 1010 Ωm.
PDF original: ES-2721903_T3.pdf
Tubo flexible con barrera de difusión.
Secciones de la CIP Técnicas industriales diversas y transportes Mecánica, iluminación, calefacción, armamento y voladura
(16/08/2017). Solicitante/s: EVONIK DEGUSSA GMBH. Clasificación: B32B27/08, B32B1/08, F16L11/08, F16L9/12.
Tubo flexible de estructura multicapa con capas no unidas, que presenta un revestimiento interno, que contiene las siguientes capas:
a) al menos una capa, cuyo material se selecciona del grupo material de moldeo de poliolefina, material de moldeo de poliamida y material de moldeo de poli(fluoruro de vinilideno) así como
b) al menos una capa, cuyo material se compone de un material de moldeo a base de un polímero, que se selecciona del grupo poliarilenetercetona, mezcla de poliarilenetercetona/poli(sulfuro de fenileno), polifenilsulfona y poli(naftalato de alquileno),
ascendiendo el grosor de la capa según b) a del 0,5 al 50% del grosor de pared total del revestimiento interno y estando dispuesta la capa según b) visto desde la capa según a) hacia dentro.
PDF original: ES-2642634_T3.pdf
Tubo flexible y procedimiento para su obtención.
Secciones de la CIP Mecánica, iluminación, calefacción, armamento y voladura Técnicas industriales diversas y transportes
(21/12/2016). Solicitante/s: EVONIK DEGUSSA GMBH. Clasificación: F16L11/08, B29C53/58, F16L11/16.
Procedimiento para la obtención de un tubo flexible de estructura multicapa con capas no unidas, que contiene
a) un revestimiento interno, y
b) una o varias capas de refuerzo, que están constituidas por alambres de acero, perfiles de acero o bandas de acero dispuestos en forma de espiral,
formándose una capa al arrollarse una cinta de una masa de moldeo de material sintético en forma de espiral sobre una capa situada más interiormente, tras lo cual la capa superior y la capa inferior de la cinta se sueldan entre sí simultáneamente o a continuación en zonas de solapamiento, seleccionándose la capa situada más interiormente a partir de una carcasa, un revestimiento tubular interno y una capa de refuerzo.
PDF original: ES-2620234_T3.pdf
Canalización temperable para aplicaciones submarinas.
Secciones de la CIP Mecánica, iluminación, calefacción, armamento y voladura Electricidad Construcciones fijas
(30/12/2015). Ver ilustración. Solicitante/s: EVONIK DEGUSSA GMBH. Clasificación: F16L11/08, F16L53/00, H05B3/48, E21B17/01, F16L11/24.
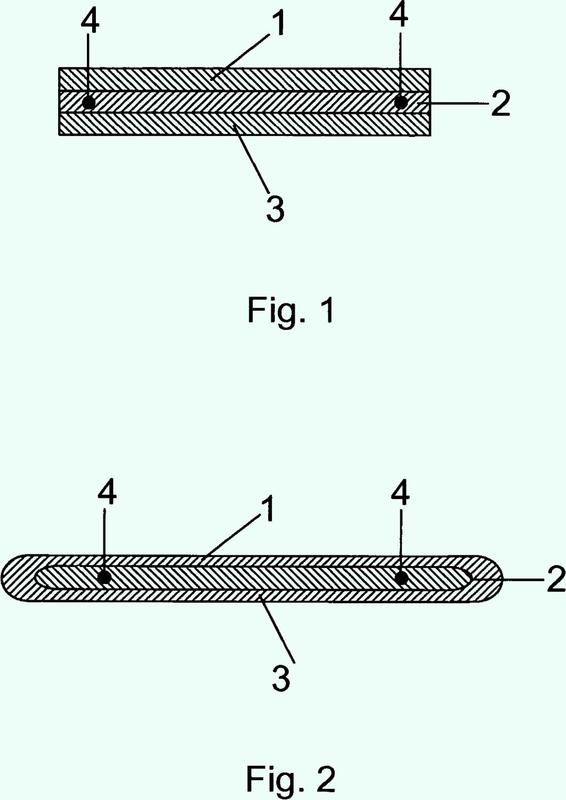
Tubo flexible para el transporte de petróleo crudo o gas natural, que contiene las siguientes capas de dentro hacia fuera:
- un revestimiento interno,
- al menos una capa de refuerzo,
encontrándose adicionalmente entre dos capas una capa adicional constituida por una banda arrollada, caracterizado porque la banda contiene las siguientes capas:
a) una primera capa constituida por una masa de moldeo de material sintético no electroconductiva, b) una capa intermedia constituida por una masa de moldeo de material sintético electroconductiva, cuya resistencia de paso específica según IEC 60093 se sitúa en el intervalo de 10-3 a 1010 Ωm, estando alojados en la capa intermedia al menos dos conductores metálicos a lo largo de la banda, de modo que no están en contacto a lo largo de la longitud total, así como
c) una segunda capa externa constituida por una masa de moldeo de material sintético no electroconductiva.
PDF original: ES-2555272_T3.pdf
Tubo flexible con resistencia a altas temperaturas.
(06/05/2015) Tubo flexible de una estructura de múltiples capas con capas no unidas que posee un revestimiento interno que contiene las siguientes capas:
a) al menos una capa, cuyo material se compone de una masa de moldeo basada en un polímero que se elige del grupo
- poliarilenetercetona,
- polifenilsulfona,
- poli(sulfuro de fenileno),
- mezcla de poliarilenetercetona/poli(sulfuro de fenileno) y
- poliamida parcialmente aromática, cuya proporción de ácido dicarboxílico procede en un 5 a 100% en moles de ácido dicarboxílico aromático con 8 a 22 átomos de C y que posee un punto de fusión del cristalito Tm de al menos 260ºC, determinado conforme a la norma ISO 11357 en el 2º calentamiento;
b) al menos una capa, cuyo material se compone de…
Procedimiento para la producción de un tubo calentable, tubo calentable y utilización del mismo.
(18/03/2015) Procedimiento para la producción de un tubo de conducción calentable, que comprende las siguientes etapas:
a) Se extrude un tubo de dos capas con una capa interna aislante de la electricidad y una primera capa conductora de la electricidad,
b) por lo menos dos conductores de corriente eléctrica se enrollan en forma de espiral como electrodos alrededor de la primera capa conductora de la electricidad,
d) se aplica por extrusión una segunda capa que está constituida a base de una masa de moldeo conductora de la electricidad, siendo el espesor de esta capa de 0,1 a 1,5 mm,
e) se aplica una envoltura externa que está…
Tubo flexible que tiene una estructura de múltiples capas.
(01/01/2014) Tubo flexible que tiene una estructura de múltiples capas con capas no unidas, que contiene un revestimiento interno con la siguiente disposición de las capas:
a) una capa más interna a base de una masa de moldeo constituida sobre la base de un polímero fluorado,
b) una capa intermedia a base de una masa de moldeo constituida sobre la base de un polímero olefínico, que se selecciona entre el conjunto formado por: un polietileno, un polipropileno isotáctico, un polipropileno sindiotáctico y un poliestireno sindiotáctico,
c) una capa externa a base de una masa de moldeo constituida sobre la base de una poliamida.
Uso de un conducto para la fabricación de una tubería tendida en el agua.
(08/10/2013) Uso de un conducto metálico revestido para la fabricación de una tubería tendida en agua, en donde,condicionado por el procedimiento de tendido elegido, el revestimiento está expuesto, en el transcurso del tendido,a una solicitación de presión cizallante y/o a una solicitación de flexión, con la condición de que el conducto estérevestido con una capa extrudida, de al menos 1,0 mm de grosor, a base de una masa de moldeo de poliamida,caracterizado por que la tubería está enrollada para el transporte y es desenrollada antes o durante el tendido, o latubería es tendida según el método J-Lay o el método S-Lay y, en donde,…
CUERPOS MOLDEADOS COMPUESTOS QUE CONTIENEN MATERIALES SINTÉTICOS, OBTENIBLES MEDIANTE SOLDADURA EN UN CAMPO ELECTROMAGNÉTICO ALTERNO.
(26/05/2011) Cuerpos moldeados compuestos que contienen materiales sintéticos, obtenibles mediante soldadura en un campo electromagnético alterno, efectuándose la unión por soldadura con ayuda de un material sintético, que contiene partículas oxídicas magnéticas con un tamaño a la escala de los nanómetros, caracterizados porque las partículas oxídicas magnéticas con un tamaño a la escala de los nanómetros, contienen unos dominios superparamagnéticos no aglomerados y se componen de unas partículas primarias conglomeradas, estando constituidas las partículas primarias a base de unos dominios magnéticos de óxidos de metales con un diámetro de 2 a 100 nm en una matriz no magnética de óxidos…
ENSAMBLE DE PIEZAS MOLDEADAS A BASE DE DIFERENTES MASAS DE MOLDEO DE POLIAMIDAS.
(04/05/2011) Utilización de una masa de moldeo para el ensamble de dos piezas moldeadas hechas en cada caso a base de una masa de moldeo de una PA11 y de una masa de moldeo de una PA12, conteniendo la masa de moldeo en por lo menos un 50 % en peso un componente poliamídico y siendo escogido el componente poliamídico 5 de tal manera que él se puede producir a partir de diaminas y ácidos dicarboxílicos alifáticas/os lineales o respectivamente de lactamas o de ácidos ω-aminocarboxílicos, estando presentes en las unidades repetidas de 11 a 12 átomos de carbono por cada grupo de carboxamida, y conteniendo además este componente poliamídico en como máximo un 80 % en peso en cada caso de una de las poliamidas PA11 y PA12
UTILIZACION DE UNA PIEZA MOLDEADA, OBTENIDA A PARTIR DE UNA MASA DE MOLDEO DE POLIAMIDA, COMO REVESTIMIENTO INTERNO PARA UNA CONDUCCION TUBULAR.
(07/05/2010) Utilización de una pieza moldeada como revestimiento interno para una conducción tubular, estando compuesta la pieza moldeada a base de una masa de moldeo de poliamida, que había sido condensada por adición de un compuesto que tiene por lo menos dos unidades de carbonato en una relación cuantitativa de 0,005 a 10% en peso, referida a la poliamida, realizándose que
a) se ponía a disposición una masa de moldeo de poliamida de partida,
b) se producía una mezcla preliminar de la masa de moldeo de poliamida de partida y del compuesto que tiene por lo menos dos unidades de carbonato,
c) la mezcla preliminar eventualmente se almacenaba y/o transportaba y/o
d) a continuación la mezcla preliminar se elaboraba y transformaba en la pieza moldeada, efectuándose la condensación…
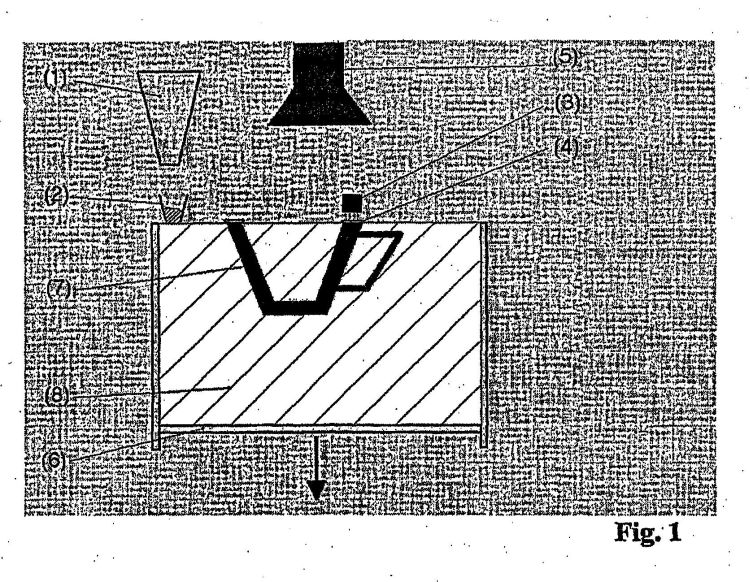
PROCEDIMIENTO PARA LA PRODUCCION DE OBJETOS TRIDIMENSIONALES MEDIANTE UNA TECNOLOGIA DE LASER Y POR APLICACION DE UN ABSORBENTE MEDIANTE UN PROCEDIMIENTO DE IMPRESION POR CHORROS DE TINTA.
Sección de la CIP Técnicas industriales diversas y transportes
(16/12/2007). Ver ilustración. Solicitante/s: EVONIK DEGUSSA GMBH. Clasificación: B29C67/00.
Procedimiento para la producción de un objeto tridimensional mediante la puesta a disposición de una capa de un substrato pulverulento y el empleo de sistemas láser , efectuándose la fusión selectiva de zonas de la capa pulverulenta mediante incorporación de energía electromagnética por medio de un sistema láser con una longitud de onda comprendida entre 100 y 3.000 nm, caracterizado porque un absorbente en una suspensión, o un absorbente líquido, se aplica mediante un procedimiento de impresión por chorros de tinta de una manera selectiva sobre las zonas que se han de sinterizar.
{kind=link}
{kind=link}