7 inventos, patentes y modelos de FROHLICH, THOMAS
Método para fabricar un componente soldado y uso del componente.
(22/07/2020) Método para fabricar un componente soldado, donde se coloca al menos una pieza de material entre las piezas metálicas a soldar entre sí, en donde se logra al menos un saliente en al menos una de las piezas metálicas a soldar entre sí, y se logra al menos una abertura en al menos una pieza de material que se coloca entre las piezas metálicas a soldar de modo que al menos una parte del saliente en una de esas piezas metálicas a soldar entre sí pasa por la abertura para que tenga contacto mecánico a través del extremo superior del saliente con la segunda pieza metálica a soldar, y la soldadura de las piezas metálicas entre sí se lleva a cabo enfocando el efecto de soldadura a la superficie de la segunda pieza metálica que…
Lámina de acero inoxidable austetínico y procedimiento de obtención de esta lámina.
Sección de la CIP Química y metalurgia
(10/04/2019). Solicitante/s: Aperam Stainless France. Clasificación: C21D8/04, C22C38/44, C22C38/42, C21D9/48, C22C38/40, C22C38/46.
Lámina de acero inoxidable cuya composición comprende los contenidos que se expresan en peso:**Fórmula**
opcionalmente 0,1 ≤ V ≤ 0,5 %
opcionalmente Mo ≤ 3 %
opcionalmente Cu ≤ 0,5 %
el resto de la composición está constituido por hierro e impurezas inevitables resultantes de la elaboración, la microestructura de dicho acero es esencialmente austenítica completamente recristalizada, el tamaño medio de los granos de austenita es inferior a 2 micrómetros, dicha lámina que contiene carburos de cromo de los cuales más del 90 % están precipitados en los límites de dichos granos austeníticos.
PDF original: ES-2708578_T3.pdf
Método para fabricar un componente de acero austenítico TWIP o TRIP/TWIP.
Secciones de la CIP Técnicas industriales diversas y transportes Química y metalurgia
(18/01/2017). Solicitante/s: OUTOKUMPU OYJ. Clasificación: B21B1/22, C21D1/02, B21H8/00.
Método para fabricar un componente de acero austenítico TWIP o TRIP/TWIP, caracterizado por que se deforma un producto plano consiguiendo al menos una hendidura en al menos una superficie del producto plano para tener en el producto deformado áreas de un acero de alta resistencia embebidas en una matriz de un material dúctil.
PDF original: ES-2673429_T3.pdf
Dispositivo de apilamiento y procedimiento de apilamiento.
(10/08/2016) Dispositivo de apilamiento (Sf) destinado a apilar objetos apilables, en el que cada objeto apilable (Ps, Ps.1) tiene un borde delantero (VK),
el dispositivo de apilamiento (Sf) comprende:
- un medio de transporte (TE),
- un soporte del apilamiento (Pa)
- un elemento de tope (Ans),
- un elemento de guiado (UW), y
- un dispositivo de producción de distancias (Rot.1, Rot.2, Rot.3)
en el que el dispositivo de apilamiento (Sf) está diseñado para crear una pila (St) de objetos que se colocan aproximadamente en vertical,
el soporte del apilamiento (Pa) está dispuesto de tal modo que
- una pila (St) creada previamente con objetos apilados se apoya en el soporte de apilamiento (Pa) y - dicha pila (St) se sitúa entre el soporte de apilamiento (Pa) y el elemento de guiado (UW),
el medio de transporte (TE) está configurado…
Capuchón de protección del ojo.
(11/07/2012) Capuchón de protección del ojo para la protección de un ojo de una persona que va a ser tratada frente a una radiaciónelectromagnética, en el que el capuchón de protección del ojo comprende un cuerpo conformado estable en forma,que
a) presenta un borde libre para la disposición adyacente respecto a la persona que va a ser tratada,
b) delimita un espacio interior hueco del cuerpo conformado ,
c) está formado de un material de silicona, y
d) presenta una zona de autosujeción para la sujeción autónoma sobre la persona que va a ser tratada,caracterizado porque
e) en el cuerpo conformado está dispuesto un elemento de protección adicional ,
f) estando prevista al menos una entalladura de sujeción en el cuerpo conformado …
PROCEDIMIENTO Y DISPOSITIVO PARA LA FABRICACION DE MARCOS.
Sección de la CIP Técnicas industriales diversas y transportes
(03/11/2009). Ver ilustración. Solicitante/s: SCHUCO INTERNATIONAL KG. Clasificación: B21D53/74B, B21D53/74.
Procedimiento para la fabricación de marcos, en particular para ventanas o puertas, con los pasos siguientes:
- Colocación de varios perfiles en una máquina de ensamble de esquinas , dotada de sendas unidades de ensamble de esquinas apoyadas cada una en un brazo en una zona de inglete de dos perfiles contiguos (3 a 6);
- Desplazamiento simultáneo de todas las unidades de ensamble de esquinas (11 a 14) relativamente entre sí, para lo cual los brazos se pueden girar cada uno con independencia de los demás, hasta que los respectivos perfiles contiguos (3 a 6) asienten con una cierta presión de apriete en la respectiva unidad de ensamble de esquinas (11 a 14), y
- Fijación de los perfiles respectivamente contiguos (3 a 6) entre sí para formar un marco continuo.
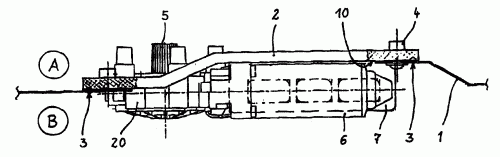
UNIDAD DE CAJA DE CAMBIO DE MOTOR PARA DISPOSITIVOS DE AJUSTE EN VEHICULOS DE MOTOR.
Sección de la CIP Técnicas industriales diversas y transportes
(16/04/2001). Ver ilustración. Solicitante/s: BROSE FAHRZEUGTEILE GMBH & CO. KG, COBURG. Clasificación: B60J5/04.
LA INVENCION SE REFIERE A UNA UNIDAD DE CAJA DE CAMBIO DE MOTOR PARA DISPOSITIVOS DE AJUSTE EN VEHICULOS DE MOTOR, QUE COMPRENDE UNA PLACA BASE , QUE SOPORTA LA UNIDAD DE CAJA DE CAMBIO DEL MOTOR, Y QUE PUEDE MONTARSE EN UNA ABERTURA DE UNA PARED QUE SEPARA UNA ZONA HUMEDA (A) DE UNA ZONA SECA (B). LA SALIDA DE LA UNIDAD DE CAJA DE CAMBIO ESTA SITUADA EN EL EXTREMO DE LA ZONA HUMEDA (A), Y AL MENOS LOS ELEMENTOS ELECTRICOS PARA CONTACTO ELECTRICO DEL MOTOR ELECTRICO Y OPTATIVAMENTE UN CONMUTADOR Y/O DISPOSITIVO ELECTRONICO DE CONTROL ESTAN SITUADOS EN EL EXTREMO DE LA ZONA SECA (B). ENTRE LA PARED Y LA PLACA BASE SE ENCUENTRA SITUADA UNA ZONA DE OBTURACION QUE ABARCA LA ABERTURA . LA PLACA BASE FORMA UNA UNICA UNIDAD CON AL MENOS UNA SECCION DEL ALOJAMIENTO DE LA CAJA DE CAMBIO Y VA MONTADA SOBRE LA PARED DESDE EL EXTREMO DEL AREA HUMEDA (A).
{kind=link}
{kind=link}