6 inventos, patentes y modelos de FRITSCHI, ISIDOR
SISTEMA DE TRANSPORTE ENTRE MAQUINARIA TEXTIL, SOBRE TODO ENTRE MAQUINAS HILADORAS ANULARES Y BOBINADORA.
Secciones de la CIP Textiles y papel Técnicas industriales diversas y transportes
(01/03/1996). Solicitante/s: MASCHINENFABRIK RIETER AG. Clasificación: D01H9/18, B65B67/06.
UN CARRO DE CANILLA 5 TRANSPORTA AL CUERPO DE SOPORTE 11, BIEN CON CARTUCHOS LLENOS O VACIOS, ENTRE HILADORAS ANULARES Y BOBINADORAS CON EL PROCEDIMIENTO "FLEXIBLE". EN LA ESTACION DE TRANSMISION 3 DE LAS CORRESPONDIENTES MAQUINAS TEXTILES, LOS CUERPOS DE SOPORTE 11 SE CARGAN Y DESCARGA A LA VEZ.
PROCEDIMIENTO Y DISPOSITIVO PARA EL APILAMIENTO AUTOMATICO DE CINTAS DE FIBRAS.
Secciones de la CIP Textiles y papel Técnicas industriales diversas y transportes
(01/04/1993). Solicitante/s: SCHUBERT & SALZER MASCHINENFABRIK AKTIENGESELLSCHAFT. Clasificación: D01H13/04, D01H9/00, B65H67/02.
PARA EL APILAMIENTO AUTOMATICO EN UNA MAQUINA TEXTIL SE ENCAJAN DOS MECHONES DE CINTAS DE FIBRAS EN DOS GUIAS . LA PRIMERA GUIA OCUPA UNA POSICION DE GUIA Y CONDUCE EL MECHON DE CINTA DE FIBRAS ENVIADO POR UN IDSPOSITIVO DE SUMINISTRO . LA SEGUNDA GUIA SOSTIENE EL MECHON DE CINTA DE FIBRA EN UNA POSICION DE DISPOSICION. EN LA INTERRUPCION DE LAS PRIMERAS MEDICIONES DE CINTA DE FIBRAS DESDE EL DISPOSITIVO DE ALIMENTACION LA PRIMERA GUIA VACIA SE LLEVA DESDE LA POSICION DE GUIA A UNA POSICION DE DISPOSICION. SIMULTANEAMENTE LA SEGUNDA GUIA LLEVA EL MECHON DE CINTA DE FIBRAS ENCAJADA EN LA POSICION DE GUIA JUSTAMENTE CON EL PRIMER MECHON. ENTONCES SE ENCAJA DE NUEVO EN LA PRIMERA GUIA EN LA POSICION DE DISPOSICION UN MECHON DE CINTA DE FIBRA, Y SE PREPARA UNA NUEVA MUESTRA DE BANDA. AMBAS GUIAS SE UNEN MEDIANTE MOVIMIENTOS REGULARES.
PROCEDIMIENTO Y DISPOSITIVO PARA CAMBIO DE BOBINAS DE MECHA EN UNA MAQUINA TEXTIL.
Sección de la CIP Textiles y papel
(01/03/1993). Solicitante/s: MASCHINENFABRIK RIETER AG. Clasificación: D01H9/18, D01H9/00.
EL SOPORTE 2 ARMADO CON BOBINAS DE MECHA 14 EN UNA BANDA SUSPENDIDA DE TRANSPORTE 9 SE INTRODUCE POR VARIACION DE DIRECCION DEL EJE LONGITUDINAL DE CADA SOPORTE BIEN DESDE UNA O DESDE AMBAS PARTES LONGITUDINALES DE LA MAQUINA FUERA DE UNA MAQUINA DE HUSILLO EN LA REJILLA.
DISPOSITIVO PARA CAMBIOS GENERALES DE MANGUITOS EN UNA MAQUINA TEXTIL, ESPECIALMENTE UNA HILADORA ANULAR.
Sección de la CIP Textiles y papel
(16/12/1992). Solicitante/s: MASCHINENFABRIK RIETER AG. Clasificación: D01H9/00.
LOS GANCHOS 14 PUEDEN DESENCLAVARSE TANTO HACIA ABAJO COMO HACIA ARRIBA EN UN EFECTO PERJUDICIAL DE UN TRAVESAÑO DOFFER GENERAL 11 Y CON ELLO SEPARSE TOTALMENTE DEL TRAVESAÑO 11. POR LA RETIRACION O SEPARACION SE PRODUCE UNA SEÑAL PNEUMATICA O ELECTRICA QUE PUEDE INDICAR LA POSICION PERJUDICADA INDIVIDUAL.
Secciones de la CIP Textiles y papel Técnicas industriales diversas y transportes
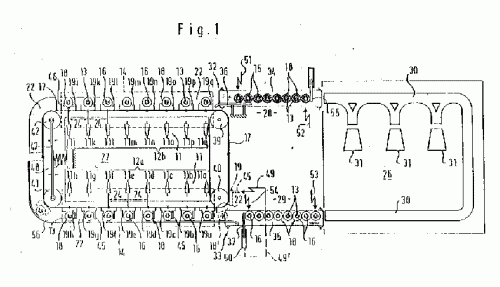
(01/06/1992). Ver ilustración. Solicitante/s: MASCHINENFABRIK RIETER AG. Clasificación: D01H9/18, B65H67/06.
UNA HILADORA ANULAR PRESENTA AL MENOS UN GRUPO DE PUESTOS DE HILAR DISPUESTOS A LA MISMA DISTANCIA ENTRE SI, UN DISPOSITIVO DE CAMBIO DE BOBINAS PARA LA SUSTITUCION SIMULTANEA DE BOBINAS COMPLETAS BOBINADAS CON HILO POR BOBINAS VACIAS EN CADA PUESTO DE HILAR Y UN TRANSPORTADOR SIN FIN QUE DISCURRE A LO LARGO DE LOS PUESTOS DE HILAR Y REGRESADO DESDE UN EXTREMO DEL GRUPO DE PUESTOS DE HILAR AL OTRO SOBRE SI MISMO, EN EL QUE ESTAN COLOCADOS PIVOTES DE BOBINAS VERTICALES EN LA DISTANCIA DE LOS PUESTOS DE HILAR , DE MANERA QUE EN LA POSICION DE CAMBIO DE BOBINAS DEL TRANSPORTADOR SIN FIN CADA PUESTO DE HILAR ESTA ALINEADO EXACTAMENTE CON UN PIVOTE DE BOBINA ADJUDICADO INDIVIDUALMENTE A EL.
TRANSPORTADOR SIN FIN PARA HILADORAS.
Secciones de la CIP Textiles y papel Técnicas industriales diversas y transportes
(01/04/1992). Ver ilustración. Solicitante/s: MASCHINENFABRIK RIETER AG. Clasificación: D01H9/18, B65H67/06.
UN TRANSPORTADOR SIN FIN PARA HILADORAS ANULARES PRESENTA PIVOTES DE BOBINAS PARA EL ALOJAMIENTO DE BOBINAS COMPLETAS Y/O BOBINAS VACIAS QUE, VISTAS EN LA DIRECCION DE TRANSPORTE DEL TRANSPORTADOR SIN FIN , DEBEN ADOPTAR UNA POSICION EXACTA SOBRE EL TRANSPORTADOR SIN FIN PARA ENTRAR EN ALINEACION, EN UNA POSICION PREDETERMINADA DE CAMBIO DE BOBINAS, CON UN PUESTO DE HILAR U OTRA DISPOSICION PORTABOBINAS Y DE ESTA MANERA GARANTIZAR UNA TRANSFERENCIA PERFECTA DEL O BIEN SOBRE EL PIVOTE DE BOBINA . CADA PIVOTE DE BOBINA ESTA FIJADO EN EL TRANSPORTADOR SIN FIN AJUSTABLE POR MEDIO UN ARRASTRADOR EN DIRECCION DE TRANSPORTE.
{kind=link}
{kind=link}