11 inventos, patentes y modelos de DAMSOHN, HERBERT, DR.
TABLERO DE INSTRUMENTOS PARA UN VEHICULO A MOTOR.
Sección de la CIP Técnicas industriales diversas y transportes
(16/11/2000). Ver ilustración. Solicitante/s: BEHR GMBH & CO.. Clasificación: B60H1/00, B60K37/00.
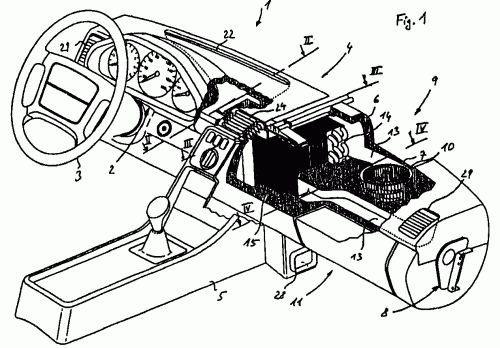
LOS TABLEROS DE INSTRUMENTOS CONOCIDOS SE COMPONEN DE VARIOS ELEMENTOS QUE PRESENTAN UNAS DELGADAS PAREDES CONFORMADAS QUE ALOJAN LOS COMPONENTES DE UN SISTEMA DE CALEFACCION O AIRE ACONDICIONADO. LA INVENCION TIENE POR OBJETO REDUCIR EL COSTE DE FABRICACION DE UN TABLERO DE INSTRUMENTOS. CON ARREGLO A LA INVENCION, LOS ELEMENTOS PRESENTAN UN ELEVADO GROSOR DE PARED, DE MANERA QUE EL INTERIOR DEL TABLERO DE INSTRUMENTOS , CON EXCEPCION DEL ESPACIO NECESARIO PARA LOS COMPONENTES DE UN SISTEMA DE CALEFACCION O AIRE ACONDICIONADO, ESTA CASI COMPLETAMENTE RELLENADO. ADEMAS, LOS ELEMENTOS ESTAN FORMADOS DE MANERA QUE PRESENTAN UNOS CANALES DE AIRE , SIN QUE SE PRECISEN OTRAS MEDIDAS PARA CREAR DICHOS CANALES DE AIRE . TABLERO DE INSTRUMENTOS PARA AUTOMOVILES.
TUBO PLANO PARA UN INTERCAMBIADOR DE CALOR SOLDADO POR SOLDADURA INDIRECTA, PROCEDIMIENTO PARA SU FABRICACION Y UTILIZACION CORRESPONDIENTE.
Secciones de la CIP Mecánica, iluminación, calefacción, armamento y voladura Técnicas industriales diversas y transportes
(16/11/2000). Ver ilustración. Solicitante/s: BHER GMBH & CO. Clasificación: F28F1/02, F28F21/08, B21C37/08, B21D53/08.
Tubo plano para un intercambiador de calor soldado por soldadura indirecta, procedimiento para su fabricación y utilización correspondiente. Los tubos planos para intercambiadores de calor soldados por soldadura indirecta presentan una pared de separación formada por acanaladuras estampadas hacia adentro, que se sueldan conjuntamente por soldadura indirecta cuando se suelda la totalidad del intercambiador de calor por soldadura indirecta, lo cual provoca dificultades en la distribución de soldadura en el interior del tubo, por lo que se propone soldar las acanaladuras por soldadura autógena en su punto de contacto entre sí, pero prever por lo demás para la fabricación del intercambiador de calor el procedimiento de soldadura indirecta conocido. La invención también comprende la utilización para intercambiadores de calor soldados por soldadura indirecta.
PROCEDIMIENTO DE FABRICAR Y MONTAR ELEMENTOS DE TURBULENCIA DE ALAMBRE EN ESPIRAL EN TUBOS INTERCAMBIADORES DE CALOR Y DISPOSICION PARA EJECUTAR EL PROCEDIMIENTO.
Secciones de la CIP Técnicas industriales diversas y transportes Mecánica, iluminación, calefacción, armamento y voladura
(16/02/2000). Ver ilustración. Solicitante/s: BEHR GMBH & CO.. Clasificación: B21F3/02, B23P15/26, F28F13/12.
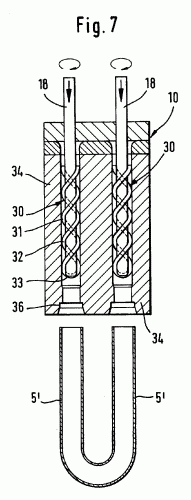
Procedimiento de fabricar y montar elementos de turbulencia de alambre en espiral en tubos intercambiadores de calor y disposición para ejecutar el procedimiento en el que se utiliza un mandril de enrollamiento que debido a la rotación y al avance forma una espiral, colocándose para este fin el alambre en una herramienta de guía y situándose entonces sobre un cilindro hueco; el mandril de enrollamiento agarra el alambre y lo enrolla en forma de espiral hacia el interior del cilindro hueco debido a lo cual se produce el elemento de turbulencia; cuando se retira el mandril de enrollamiento, el elemento de turbulencia permanece en el interior del cilindro hueco ya que. en virtud de la tensión del material del alambre. queda sujetado en la pared interior del cilindro hueco.
INSTALACION DE CALEFACCION ELECTRICA, PARTICULARMENTE PARA AUTOMOVILES.
Sección de la CIP Electricidad
(01/02/2000). Solicitante/s: BEHR GMBH & CO.. Clasificación: H05B3/14.
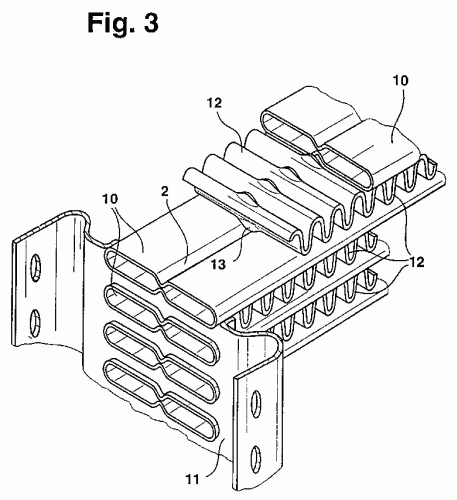
UN EQUIPO DE CALEFACCION ELECTRICO SE COMPONE DE MULTIPLES ELEMENTOS (1,1',1'') DE CALENTAMIENTOS UTILIZADOS CONJUNTAMENTE PARA FORMAR UN BLOQUE. UN ELEMENTO (1,1',1'') DE CALEFACCION DE ESTE TIPO SE CONFIGURA A PARTIR DE DOS CHAPAS BAJO CONEXION INTERMEDIA DE ELEMENTOS PTC. PARA EL AUMENTO DE LA TRANSMISION TERMICA SE HAN PREVISTO LAS CHAPAS CON NERVIOS ONDULADOS. PARA UNA ELABORACION MAS SENCILLA Y DE COSTE MAS ADECUADO DEL EQUIPO DE CALEFACCION CADA ELEMENTO (1,1',1'') DE CALENTAMIENTO SE COMPONE DE CHAPAS ANGULADAS ESENCIALMENTE EN FORMA DE L, QUE BAJO LA INFLUENCIA DE LOS ELEMENTOS PTC SE UNEN UNO CON OTRO EN ARRASTRE DE FUERZA. LOS TRAMOS (5',6') ANGULADOS SE DISPONEN EN LOS EXTREMOS OPUESTOS DEL ELEMENTO DE CALENTAMIENTO Y EN DIRECCION OPUESTA, CON LO CUAL LA LONGITUD DEL TRAMO (5',6') ANGULADO DE LAS CHAPAS SE DIMENSIONA DE TAL MODO, QUE ES APLICABLE CON LOS TRAMOS DE LOS ELEMENTOS (1,1',1'') DE CALENTAMIENTO VECINOS PARA LA FORMACION DE UNA INSTALACION EN CONTRASENTIDO.
EQUIPO DE CALEFACCION ELECTRICA, EN PARTICULAR PARA VEHICULOS AUTOMOVILES.
Secciones de la CIP Técnicas industriales diversas y transportes Mecánica, iluminación, calefacción, armamento y voladura Electricidad
(01/12/1999). Solicitante/s: BEHR GMBH & CO.. Clasificación: B60H1/22, F24H9/00, H05B3/22, F24H3/04.
Equipo de calefacción eléctrico, en particular para vehículos automóviles con varios elementos calefactores, compuestos por dos chapas y elementos PTC soportados entre éstas, chapas onduladas unidas a las chapas de manera que permitan el paso del calor, montados en paralelo formando un bloque, que está montado en un marco con lados longitudinales paralelos a los elementos calefactores y lados transversales perpendiculares a los anteriores, estando el marco compuesto por dos semimarcos, separables por un plano de corte con medios tensores del bloque. El marco es de material termoplástico y la compresión de los PTC se consigue a través de los lados longitudinales, cuyas caras interiores presentan ligera convexidad en estado no tensionado que, por su elasticidad comprimen al bloque. En la segunda variante de solución el plano de corte es perpendicular a los lados transversales y perpendicular a la superficie presionada por el marco, uniéndose los semimarcos mediante medios tensores.
PROCEDIMIENTO DE UNIR LOS EXTEMOS DE CINTAS METALICAS DELGADAS, PARTICULARMENTE DE HOJAS METALICAS EN FORMA DE CINTAS, Y DISPOSICION CORRESPONDIENTE.
Sección de la CIP Técnicas industriales diversas y transportes
(16/05/1999). Ver ilustración. Solicitante/s: BEHR GMBH & CO.. Clasificación: B21D39/03.
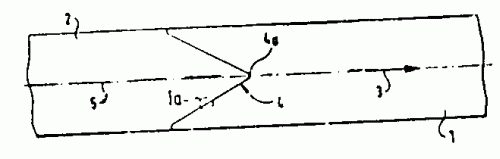
PROCEDIMIENTO DE UNIR LOS EXTREMOS DE CINTAS METALICAS DELGADAS, PARTICULARMENTE DE HOJAS METALICAS EN FORMA DE CINTAS, Y DISPOSICION CORRESPONDIENTE, EN EL QUE LAS CINTAS METALICAS EN FORMA DE HOJAS QUE SE DESENROLLAN DE UNA BOBINA Y SE CONDUCEN A UNA MAQUINA DE ELABORACION TIENEN QUE UNIRSE AL EXTREMO DE UNA SEGUNDA CINTA CUANDO HAN SIDO DESENROLLADAS CON EL FIN DE ASEGURAR UNA ELABORACION CONTINUA, PROPONIENDOSE DOTAR CADA UNO DE LOS EXTREMOS DE LAS CINTAS QUE SE TIENEN QUE UNIR ENTRE SI DE SENDOS DENTADOS QUE ENCAJAN CON ARRASTRE DE FORMA ENTRE SI Y CUYAS DIMENSIONES SE ENCUENTRAN DENTRO DEL ORDEN DE MAGNITUD DEL ESPESOR DE LA CINTA, RESULTANDO UNAS OPERACIONES DE ELABORACION SENCILLAS Y UNA UNION SUFICIENTEMENTE RESISTENTE DE LOS EXTREMOS DE LAS CINTAS.
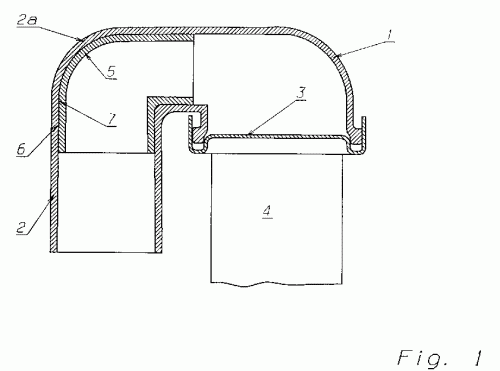
RECIPIENTE COLECTOR MOLDEADO POR INYECCION DE MATERIA PLASTICA Y PROCEDIMIENTO PARA SU FABRICACION.
Secciones de la CIP Técnicas industriales diversas y transportes Mecánica, iluminación, calefacción, armamento y voladura
(16/12/1998). Ver ilustración. Solicitante/s: BEHR GMBH & CO.. Clasificación: B29C45/14, F28F9/02, B29C45/26, F28F21/06.
RECIPIENTE COLECTOR MOLDEADO POR INYECCION DE MATERIA PLASTICA Y PROCEDIMIENTO PARA SU FABRICACION, PARTICULARMENTE PARA INTERCAMBIADORES DE CALOR DE AUTOMOVILES, ESTANDO DICHO RECIPIENTE PROVISTO DE TUBULADURAS DE EMPALME CURVADAS O ACODADAS, ESTANDO DISPUESTA EN LA ZONA DE ACODAMIENTO O CURVATURA, EN EL INTERIOR DE LA TUBULADURA, UN MACHO HUECO RODEADO EN SU PARTE EXTERIOR DE MATERIA PLASTICA MOLDEADA POR INYECCION; EL PROCEDIMIENTO DE FABRICACION CONSISTE EN POSICIONAR EL MACHO HUECO EN UN MOLDE PARA INYECCION, CERRAR SUS LADOS FRONTALES Y SUJETARLOS MEDIANTE MACHOS MACIZOS, CERRAR EL MOLDE Y RODEAR LOS MACHOS MEDIANTE MOLDEO CON MATERIA PLASTICA Y, TRAS APERTURA DEL MOLDE DESPUES DE LA OPERACION, DESMOLDEAR SOLAMENTE LOS MACHOS MACIZOS. ES DE APLICACION A LOS INTERCAMBIADORES DE CALOR DE VEHICULOS AUTOMOVILES.
UNION DE FONDO-TUBO PARA UN INTERCAMBIADOR DE CALOR.
Sección de la CIP Mecánica, iluminación, calefacción, armamento y voladura
(16/07/1998). Solicitante/s: BEHR GMBH & CO.. Clasificación: F28F9/18.
2.1 EN LAS UNIONES DEL FONDO/TUBO, EN PARTICULAR A BASE DE ALUMINIO APARECEN PROBLEMAS CON RESPECTO A LA ESTANQUEIDAD NECESARIA. POR REGLA GENERAL LOS TUBOS SE SUELDAN EN SOLERAS DEL FONDO Y A CONTINUACION SE RECUBREN CON SILICONA. 2.2 SE HA PREVISTO QUE LOS EXTREMOS DE TUBO INCLUIDOS EN EL FONDO SE SUELDEN MEDIANTE COSTURA DE SOLDADURA LASER QUE DISCURRE A TRAVES DE SU PERIMETRO COMPLETO CON EL FONDO TUBULAR, CUYO CONTORNO INTERIOR SE DESARROLLA EN LA PARED INTERIOR TUBULAR Y DISCURRE EN EL LADO DEL FONDO TUBULAR QUE MUESTRA EL INTERIOR DEL ESPACIO DE RECOLECCION. CON ELLO PUEDE SER CONSEGUIDO EL SOPORTE MECANICO NECESARIO Y LA ESTANQUEIDAD REQUERIDA. 2.3 UTILIZACION PARA EL REFRIGERANTE DE MOTORES DE AUTOMOVIL.
FILTRO PARA UNA INSTALACION DE AIRE ACONDICIONADO O DE CALEFACCION PARA UN TURISMO.
Sección de la CIP Técnicas industriales diversas y transportes
(01/07/1998). Solicitante/s: BEHR GMBH & CO.. Clasificación: B01D53/04, B60H3/06.
EN UN FILTRO PARA UNA INSTALACION DE AIRE ACONDICIONADO O CALEFACCION PARA UN TURISMO SE DISPONE DE UN CUERPO DE FILTRO QUE ESTA FORMADO POR UN MATERIAL RECUBIERTO CON UN ABSORBENTE COLOCADO EN VARIAS CAPAS Y TAMBIEN CON UNA SUPERFICIE TEXTIL QUE DEJA PASAR EL AIRE SOBRE EL LADO DE SALIDA DEL AIRE.
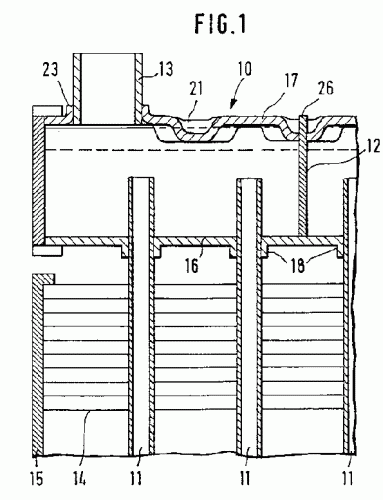
CAJA DE EMPALME PARA UN CAMBIADOR DE CALOR, PARTICULARMENTE PARA UN CONDENSADOR DE REFRIGERANTE.
Sección de la CIP Mecánica, iluminación, calefacción, armamento y voladura
(01/06/1997). Ver ilustración. Solicitante/s: BEHR GMBH & CO.. Clasificación: F28F9/02, F28B1/00.
CAJA DE EMPALME PARA UN CAMBIADOR DE CALOR, PARTICULARMENTE PARA UN CONDENSADOR DE REFRIGERANTE, LA CUAL COMPRENDE UNA PIEZA DE FONDO Y UNA PIEZA DE TAPA, HABIENDOSE PREVISTO QUE EL FONDO DE LA PIEZA DE FONDO ESTE DOTADO DE PASOS EN FORMA DE HENDEDURAS SITUADOS EN LA DIRECCION TRANSVERSAL PARA LOS TUBOS PLANOS Y QUE LA LONGITUD DE LOS PASOS SEA APROXIMADAMENTE EQUIVALENTE A LA DISTANCIA DE LOS BRAZOS DE LA PIEZA DE FONDO ENTRE SI. CON ELLO SE CONSIGUE UNA FABRICACION SENCILLA, UN MONTAJE SENCILLO, UNAS NECESIDADES DE ESPACIO REDUCIDAS Y UNA ELEVADA RESISTENCIA A LA PRESION.
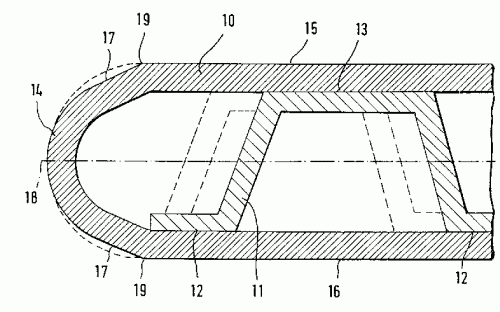
PROCEDIMIENTO DE FABRICAR TUBOS PLANOS DOTADOS DE ELEMENTOS DE INSERCION DE TURBULENCIA Y TUBOS PLANOS RESULTANTES.
Secciones de la CIP Mecánica, iluminación, calefacción, armamento y voladura Técnicas industriales diversas y transportes
(16/04/1997). Ver ilustración. Solicitante/s: BEHR GMBH & CO.. Clasificación: F28F1/40, B21D53/06.
PROCEDIMIENTO DE FABRICAR TUBOS PLANOS DOTADOS DE ELEMENTOS DE INSERCION DE TURBULENCIA, SOLDADOS EN SU INTERIOR, EN EL QUE SE HA PREVISTO QUE LOS TUBOS PLANOS SE COMPRIMAN DESPUES DE LA INTRODUCCION DE LOS ELEMENTOS DE INSERCION DE TURBULENCIA Y SE CONFORMEN PLASTICAMENTE EN LA ZONA DE SUS BORDES LATERALES DE TAL MODO QUE SE OBTENGA UNA MENOR RECUPERACION ELASTICA. EL TUBO PLANO CON UN ELEMENTO DE INSERCION DE TURBULENCIA SOLDADO EN EL INTERIOR DEL MISMO, OBTENIDO MEDIANTE EL PROCEDIMIENTO, TIENE SUS BORDES LATERALES QUE SIGUEN A LOS LADOS PLANOS CON UNA LINEA DE PANDEO Y PRESENTAN UNA CURVATURA CUYO RADIO ES MAS PEQUEÑO QUE LA MITAD DE LA DISTANCIA ENTRE LOS LADOS PLANOS.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}