Borde de ataque con control de flujo laminar.
(01/01/2020) Una sección de borde de ataque con un control de flujo laminar que comprende:
un revestimiento exterior perforado conformado con un perfil de borde de ataque aerodinámico,
una superficie interior dispuesta internamente con respecto al revestimiento exterior ,
una pluralidad de cámaras de aspiración formadas entre el revestimiento exterior y la superficie interior ,
una pluralidad de elementos estructurales radiales para resistir cargas estructurales en el borde de ataque , en la que,
la sección de borde de ataque comprende además un elemento tubular dispuesto en sentido de la envergadura en la sección de borde de ataque , y en la que la superficie interior está perforada y es una parte del elemento tubular de tal forma que el elemento tubular tiene perforaciones…
Integración del borde de ataque de un estabilizador de aeronave con el cajón de torsión y el fuselaje.
(30/10/2019) Estabilizador de aeronave que comprende un borde de ataque , un cajón de torsión y un borde de salida ;
- estando configurado el borde de ataque con una forma aerodinámica adecuada para promover un flujo laminar sobre su superficie;
- incluyendo los revestimientos laterales (45a, 45b; 65a, 65b) del cajón de torsión áreas cajeadas (53a, 53b; 73a, 73b) como áreas de unión del borde de ataque ; en el que:
- las áreas cajeadas (53a, 53b, 73b, 73b) están dispuestas en una posición retrasada con respecto al larguero más delantero del estabilizador de aeronave , caracterizado en que:
- el cajón de torsión comprende un larguero delantero redondeado , un larguero…
Procedimiento y herramienta de moldeo por inyección para fabricar una sección de borde de ataque con control de flujo laminar híbrido para una aeronave.
(08/05/2019) Procedimiento de fabricación de una sección de borde de ataque con control de flujo laminar híbrido para una aeronave, comprendiendo el procedimiento las etapas de:
• proporcionar una pluralidad de módulos alargados,
• proporcionar un mandril interno conformado con una superficie interior de un perfil de borde de ataque aerodinámico,
• proporcionar una capota exterior conformada con una superficie exterior del perfil de borde de ataque aerodinámico,
• proporcionar perfiles primero y segundo en forma de C que comprenden una pluralidad de cavidades de paso configuradas para recibir los módulos ,
• ensamblar una herramienta de moldeo por inyección, que comprende:
• colocar el primer…
Borde de ataque con control de flujo laminar y procedimiento de fabricación del mismo.
(20/02/2019) Borde de ataque con un control de flujo laminar y obtenido a partir de materiales composite, comprendiendo el borde de ataque:
un revestimiento exterior perforado formado con un perfil de borde de ataque aerodinámico, un revestimiento interior perforado dispuesto internamente con respecto al revestimiento exterior, una pluralidad de cámaras de aspiración formadas entre los revestimientos exterior e interior, extendiéndose dichas cámaras de aspiración a lo largo de la envergadura, comprendiendo además el borde de ataque una pluralidad de miembros tubulares perforados dispuestos a lo largo de la envergadura en el borde de ataque y colocados entre los revestimientos exterior e interior para formar dichas cámaras de aspiración,
caracterizado porque,
los miembros tubulares tienen cuatro lados, concretamente,…
Borde de ataque con control del flujo laminar y procedimiento de fabricación del mismo.
(05/11/2018) Una sección del borde de ataque con un sistema de control del flujo laminar, que comprende: un revestimiento exterior perforado con un perfil del borde de ataque aerodinámico, un revestimiento interior perforado dispuesto internamente con respecto al revestimiento exterior, una pluralidad de cámaras de aspiración formadas entre el revestimiento exterior y el revestimiento interior, de manera que una región exterior de la sección del borde de ataque está comunicada con la región interior de la sección del borde de ataque por medio de dichas cámaras de aspiración, en la que la sección del borde de ataque comprende además una pluralidad de larguerillos en el sentido de la longitud del ala dispuestos en la sección del borde de ataque y conformados de manera integral con el revestimiento exterior,…
Método y dispositivo para la fabricación de una pieza de una aeronave en material compuesto.
(14/09/2018) Método para la fabricación de una pieza de una aeronave en material compuesto, caracterizado porque comprende las etapas de:
- colocación de una preforma preimpregnada en una matriz de molde entre al menos una parte de base de la matriz de molde y una parte superior de la matriz de molde , teniendo dicha matriz de molde la forma de la pieza de material compuesto a fabricar,
- reducción en volumen del aire atrapado dentro de la preforma preimpregnada ,
- desplazamiento de la parte superior de la matriz de molde en sentido descendente contra la parte de base de la matriz de molde, en una…
Método para fabricar una caja de torsión aeronáutica, caja de torsión y herramienta para fabricar una caja de torsión aeronáutica.
Sección de la CIP Técnicas industriales diversas y transportes
(28/03/2018). Solicitante/s: AIRBUS OPERATIONS, S.L. Clasificación: B64C3/18, B64F5/00, B64C5/00, B64C3/00, B29C33/48, B64C3/24.
Método para fabricar una estructura de base de una caja de torsión aeronáutica para una aeronave , caracterizado porque comprende las etapas de:
a.- proporcionar
al menos un revestimiento fresco ,
al menos un larguerillo fresco ,
al menos un larguero delantero fresco y un larguero trasero fresco , y
al menos una costilla hecha de fibra seca o de material preimpregnado,b.- colocar el al menos un revestimiento fresco ,
el al menos un larguerillo fresco ,
el almenos un larguero delantero fresco y el almenos un largiero trasero fresco , y
la al menos una costilla con al menos una capa de adhesivo en sus bordes ,
en una herramienta de curado en una configuración correspondiente a la de una estructura de base ,
c.-someter la estructura de base a un único ciclo de curado, obteniendo una estructura de base curada.
PDF original: ES-2674659_T3.pdf
Herramienta híbrida para curar piezas de material compuesto.
Sección de la CIP Técnicas industriales diversas y transportes
(01/03/2017). Solicitante/s: AIRBUS OPERATIONS, S.L. Clasificación: B29C33/40, B29C70/44, B29C70/34, B29C33/38, B29L31/30, B29L31/00.
Herramienta híbrida para curar piezas de material compuesto, que comprende al menos una porción metálica (15, 15') y una porción elástica (16, 16') dispuesta sobre una superficie de la porción metálica (15, 15'), en la que la porción elástica (16, 16') y la porción metálica (15, 15') están unidas permanentemente entre sí, y en la que la porción metálica y la porción elástica juntas definen una superficie de contacto (17, 17') que tiene una forma que copia al menos parte de una superficie de una pieza de material compuesto a curar, caracterizada por que la porción elástica (16, 16') tiene un extremo interior situado en una región interior de la porción metálica (15, 15') y un extremo exterior situado cerca de un extremo distal de la porción metálica (15, 15'), y en la que el espesor de la porción elástica (16, 16') aumenta progresivamente desde el extremo interior hasta el extremo exterior.
PDF original: ES-2626352_T3.pdf
MÉTODO DE FABRICACIÓN DE PIEZAS DE MATERIAL COMPUESTO CON CAMBIOS DE ESPESOR.
(26/07/2013) Método de fabricación de piezas de material compuesto con cambios de espesor. Comprende una primera etapa de apilado y una segunda etapa de conformado y curado, en las que: en la segunda etapa se utiliza un útil de conformado adaptado a la configuración de la pieza salvo en la zona afectada por el cambio de espesor; en la primera etapa se apilan sucesivamente una o más preformas de la pieza con unas telas con las dimensiones necesarias para que se produzca dicho cambio de espesor, unas láminas de material pelable y unas telas complementarias de manera los apilados resultantes tengan el espesor necesario para adaptarse al útil de conformado ; al final de la segunda etapa, se retiran los laminados resultantes…
ZONAS DE TERMINACIÓN DE LARGUERILLOS OPTIMIZADAS EN COMPONENTES DE AERONAVES.
(30/05/2013) Zonas de terminación de larguerillos optimizadas en componentes de aeronaves. Están dispuestas en un panel de un material compuesto formado por un revestimiento y al menos un larguerillo de refuerzo configurado por un alma y un pie unido a dicho revestimiento ; teniendo el larguerillo una zona de terminación dentro de dicho panel sometida a un alto nivel de carga; teniendo el larguerillo un alma de altura decreciente en dicha zona de terminación y un pie con una primera sección de ancho variable desde un valor inicial W1 a un valor final W2 y una segunda sección con una anchura W2 en dicha zona de terminación; teniendo el pie y el alma de dicho larguerillo un espesor decreciente en dicha zona de terminación para mejorar la transferencia de carga desde el…
COMPONENTES DE AERONAVES CON ZONAS DE TERMINACIÓN DE LARGUERILLOS OPTIMIZADAS.
Sección de la CIP Técnicas industriales diversas y transportes
(02/05/2013). Ver ilustración. Solicitante/s: AIRBUS OPERATIONS, S.L. Clasificación: B64C3/18, B64C3/26.
Zonas de terminación de larguerillos optimizadas en componentes de aeronaves. Están dispuestas en un panel de un material compuesto formado por un revestimiento y al menos un larguerillo de refuerzo configurado por un alma y un pie unido a dicho revestimiento ; teniendo el larguerillo una zona de terminación dentro de dicho panel sometida a un alto nivel de carga; teniendo el larguerillo un alma de altura decreciente en dicha zona de terminación y un pie con una primera sección de ancho variable desde un valor inicial W1 a un valor final W2 y una segunda sección con una anchura W2 en dicha zona de terminación; teniendo el pie y el alma de dicho larguerillo un espesor decreciente en dicha zona de terminación para mejorar la transferencia de carga desde el larguerillo al revestimiento . Figura 3a.
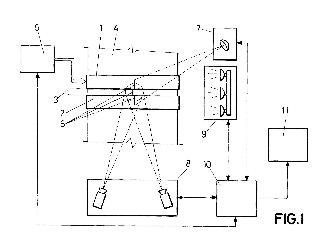
SISTEMA AUTOMÁTICO DE CONTROL DE CALIDAD EN PIEZAS ENCINTADAS.
Sección de la CIP Física
(26/12/2012). Ver ilustración. Solicitante/s: AIRBUS OPERATIONS, S.L. Clasificación: G01B11/14, G05B11/06.
Sistema automático de control de calidad en piezas encintadas.
Cuenta con un bloque generador de marca lumínica que produce una marca de luz que se aplica sobre dos tiras parejas de un objeto encintado . La marca , en virtud del espesor de las tiras y su separación tiene forma de pulso rectangular y se recoge mediante un bloque de captación de imagen conectado a un bloque de procesado y control que analiza la marca determinando si la separación se encuentra en un margen permitido preestablecido. Un bloque de alarma genera una señal de aviso cuando dicho margen se incumple.
{kind=link}
{kind=link}