8 inventos, patentes y modelos de CAPOTOSTI, ROMEO
PROCEDIMIENTO Y DISPOSITIVO PARA LA REDUCCION DE LA DISIPACION DE CALOR DE UNA COQUILLA DE FUNDICION POR COLADA CONTINUA.
(16/07/2006) Coquilla (K) para la fundición por colada continua con disipación reducida del calor, especialmente en su zona del nivel del baño (BS), en la que con la finalidad de la elevación de la resistencia de la transmisión del calor y para la reducción de la corriente de calor entre la cáscara de la colada continua que se forma y la superficie interior de la coquilla, al menos unas zonas de la superficie interior de la coquilla están provistas con una macrotextura (T1, T2, T3), en la que para la reducción y la homogeneización efectivas de la corriente de calor, la macrotextura (T1, T2, T3) de la superficie interior de la coquilla presenta una…
COQUILLA PARA LA COLADA CONTINUA DE METAL.
Sección de la CIP Técnicas industriales diversas y transportes
(16/10/2004). Ver ilustración. Solicitante/s: SMS DEMAG AG ACCIAI SPECIALI TERNI S.P.A. Clasificación: B22D11/057.
Molde para la colada continua tiene líneas que delimitan los cambios en secciones elevadas de una región en túnel. El molde en colada continua tiene una región de colada ahusada con anchas paredes laterales refrigeradas y paredes laterales estrechas. Para crear regiones con una deformación reducida, la distancia entre las líneas laterales que de delimitación (7-7'') de la región del túnel y entre las líneas (8-8'') pueden ser cambiadas a lo largo de una o de más de una secciones elevadas de la región en túnel.
PROCEDIMIENTO PARA LA PRODUCCION EN COLADA CONTINUA DE ACERO.
Sección de la CIP Técnicas industriales diversas y transportes
(01/07/2004). Solicitante/s: ACCIAI SPECIALI TERNI S.P.A.. Clasificación: B22D11/10.
EN LA COLADA CONTINUA DE ACERO, AL MISMO TIEMPO Y EN UNA PLURALIDAD DE ZONAS DEL MOLDE SE UTILIZAN DIFERENTES POLVOS DE MOLDEO Y EN CASO NECESARIO ADAPTADOS DE MANERA CONTINUA A LAS CONDICIONES ESPECIFICAS DE COLADA INSTANTANEA PRESENTES EN DICHA PLURALIDAD DE ZONAS DE MOLDEO. LOS PRODUCTOS OBTENIDOS NO TIENEN SUSTANCIALMENTE DEFECTOS EN LA SUPERFICIE.
Sección de la CIP Técnicas industriales diversas y transportes
(01/03/2003). Solicitante/s: VOEST-ALPINE INDUSTRIEANLAGENBAU GMBH ACCIAI SPECIALI TERNI S.P.A. Clasificación: B22D11/06.
La invención se refiere a un cilindro de colada para colada continua de una banda metálica que comprende un núcleo de cilindro y una camisa de cilindro la cual comprende un material conductor del calor que recubre el mencionado núcleo del cilindro. Entre el núcleo de cilindro y la camisa del cilindro están dispuestas hendiduras de refrigeración periféricas , estando unidas las mencionadas hendiduras de refrigeración a conductos de suministro y de descarga para el refrigerante. Con el fin de asegurar una disipación uniforme de calor a través de la camisa del cilindro con un uso mínimo de refrigerante y con condiciones de flujo claramente fijadas, el refrigerante es conducido desde el canal de suministro , esencialmente radial, a las hendiduras de refrigeración y desde las hendiduras de refrigeración al canal de descarga , esencialmente radial, por medio de un elemento de distribución que puede ser insertado en las mencionadas hendiduras de refrigeración.
PROCEDIMIENTO PARA HACER OSCILAR UN MOLDE DE FUNDICION CONTINUO.
Sección de la CIP Técnicas industriales diversas y transportes
(16/10/2002). Solicitante/s: SMS SCHLOEMANN-SIEMAG AKTIENGESELLSCHAFT ACCIAI SPECIALI TERNI S.P.A. Clasificación: B22D11/04.
La invención se refiere a un procedimiento para hacer oscilar un molde de fundición continuo, especialmente mediante un gato hidráulico. Para una regulación objetivo de transferencia de calor del molde y del proceso de formación del molde, la invención sugiere que cualquier que sea la velocidad de extrusión, la línea de oscilación cero del molde en relación a la superficie del baño se mueve arriba y abajo durante el proceso de fundición, dando como resultado una mejora objetivo de la pieza moldeada.
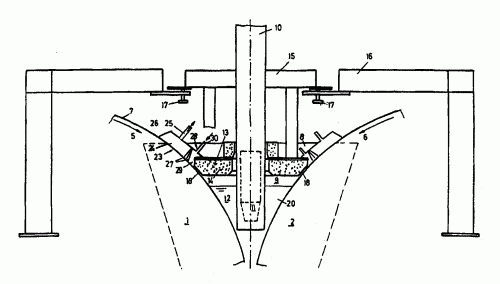
PROCEDIMIENTO Y DISPOSITIVO PARA IMPEDIR EL CONTACTO DE OXIGENO CON UNA COLADA DE METAL.
(16/06/2002) Procedimiento para impedir del contacto de oxígeno con una colada de metal durante la fundición por colada continua según el procedimiento de fundición de dos cilindros, donde la colada de metal afluye al interior de un espacio de fundición delimitado por paredes y sale desde éste como colada continua, siendo quemado el oxígeno que trata de penetrar a través de eventuales intersticios entre las paredes y/o que se adhiere a las paredes , bajo la formación de un compuesto inocuo para la colada de metal , donde una llama formada por el gas combustible preferentemente precalentado entra en contacto con una pared…
PROCEDIMIENTO PARA EVITAR EL CONTACTO ENTRE OXIGENO Y METAL FUNDIDO.
Sección de la CIP Técnicas industriales diversas y transportes
(01/11/2001). Ver ilustración. Solicitante/s: VOEST-ALPINE INDUSTRIEANLAGENBAU GMBH ACCIAI SPECIALI TERNI S.P.A. Clasificación: B22D11/06.
SEGUN EL PROCEDIMIENTO SUGERIDO PARA EVITAR EL CONTACTO ENTRE OXIGENO Y METAL FUNDIDO, DURANTE EL PROCESO DE COLADA, EL CITADO METAL SE VIERTE EN FORMA DE TOCHO DENTRO DE UNA CAMARA DE COLADA LIMITADA POR PAREDES . A FIN DE EVITAR CUALQUIER CONTACTO ENTRE EL OXIGENO Y EL METAL FUNDIDO, Y PREVENIR ASI TOTALMENTE LA REOXIDACION, EL OXIGENO QUE INTENTA PENETRAR ENTRE LAS PAREDES Y/O SE ADHIERE A LAS MISMAS ES ASPIRADO A TRAVES DE UNAS POSIBLES RANURAS.
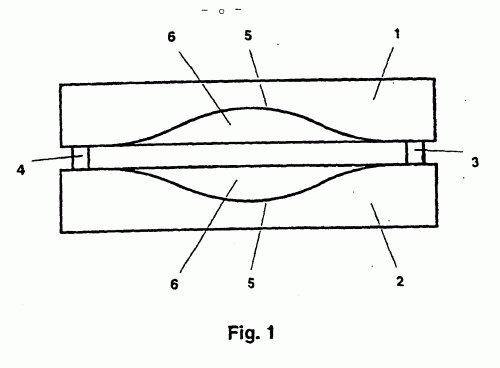
UN METODO PARA LA COLADA EN CONTINUO DE PRODUCTOS DE METAL DELGADO Y APARATO PARA LLEVARLO A CABO.
(16/05/2001) LA INVENCION SE REFIERE A UN PROCEDIMIENTO PARA LA COLADA CONTINUA DE PRODUCTOS METALICOS DELGADOS QUE CONSISTE EN PRECALENTAR UN PAR DE PLACAS REFRACTARIAS PARA EL CONFINAMIENTO LATERAL DE UN BAÑO DE METAL FUNDIDO CONSTITUIDO POR UN PAR DE RODILLOS CONTRARROTATORIOS Y PONER EN CONTACTO DICHO PAR DE PLACAS CON CADA UNA DE LAS SUPERFICIES LATERALES DE LOS EXTREMOS DE DICHO PAR DE RODILLOS Y QUE SE CARACTERIZA PORQUE SE APLICA UNA DEFORMACION ELASTICA O ELASTOPLASTICA CONTROLADA A DICHO PAR DE PLACAS EN EL ARCO DE CONTACTO ENTRE LA SUPERFICIE DE LAS PLACAS Y LA PORCION PERIFERICA DE LOS EXTREMOS DE DICHOS RODILLOS Y LA DEFORMACION ELASTICA Y/O ELASTOPLASTICA DE DICHO PAR DE PLACAS SE CONTROLA…
{kind=link}
{kind=link}