Barra de laminación como herramienta interior en la fabricación de cuerpos huecos metálicos sin costura y método para producir un cuerpo hueco metálico.
Sección de la CIP Técnicas industriales diversas y transportes
(28/03/2018). Inventor/es: KUMMERLING, ROLF, SCHÄFER,NILS, DEMARS,STÉPHANIE, DALMONT,HÉLÈNE. Clasificación: B21B25/00.
La barra de laminación como herramienta interna en la producción de cuerpos huecos metálicos sin costura, en particular la conformación por estiramiento de bloques metálicos huecos para formar tubos sin costura por medio de un tren de laminación de múltiples soportes, que tiene una superficie que comprende una capa de nitruración, caracterizada porque la barra de laminación consiste en un material de acero resistente al calor que tiene un equivalente de cromo Creq. de más de 6,5, calculado de acuerdo con Creq. ≥% Cr + % Mo + 1,5 x % Si + 0,5 x % Nb + 2 x % Ti , que tiene una dureza mínima de 200 HV 0,5, medida 0,5 mm por debajo de la superficie de la barra de laminación, que tiene un límite elástico de al menos 450 MPa a 500°C y con una resistencia a la tracción de al menos 600 MPa a 500°C, y a partir de la superficie, la capa de nitruración tiene una profundidad de más de 0,15 mm y una dureza de nitruración superior a 950 HV 0,5.
PDF original: ES-2674648_T3.pdf
Método para la fabricación de perfiles huecos laminados en caliente con sección transversal rectangular y radios de cantos pequeños.
(02/08/2017) Método para la fabricación de perfiles huecos laminados en caliente con sección transversal rectangular o cuadrada, en el que en primer lugar se genera un pre-tubo esencialmente redondo fabricado sin costura a través de laminación en caliente o fabricado en frío con un diámetro nominal exterior definido, a continuación se transforma, a temperatura de transformación, en un perfil hueco con la sección transversal requerida y los cantos visibles C1 y C2 de los perfiles huecos presentan un valor de ≤ 1 ,5 x t,
caracterizado por que
para una sección transversal predeterminada del perfil, el pre-tubo que debe insertarse en el bastidor de laminación de perfil presenta un diámetro incrementado, que se determina a partir de un grado de reducción…
Método para la fabricación de un tubo de acero templado y laminado en caliente sin soldadura.
(22/06/2016) Procedimiento para la producción de un tubo de acero templado laminado en caliente sin soldadura, en el que el bloque hueco calentado a la temperatura de conformación se laminado en un tren de laminación para formar un tubo con un diámetro final tras laminación y se templa a continuación, y el diámetro del tubo se incrementa durante el templado con los parámetros de templado adecuados, caracterizado en que con el conocimiento del crecimiento del diámetro del tubo durante el templado, se ajusta el diámetro final del tubo a templar después del laminado en el tren de laminación, que el templado consiste en calentamiento en un horno, el subsiguiente enfriamiento de flujo continuo en una trayectoria de enfriamiento y un proceso de recocido, los parámetros de templado se ajustan sobre la base…
Mandril de perforación que tiene una vida de servicio mejorada para producir tubos continuos.
Sección de la CIP Técnicas industriales diversas y transportes
(09/03/2016). Ver ilustración. Inventor/es: KUMMERLING, ROLF, BRAUN,WINFRIED, KLEMPEL,CHRISTIAN, BAADJOU,RENE. Clasificación: B21B25/00.
El mandril de perforacion para perforar bloques redondos calientes de metal para la produccion de tubos sin soldadura , que tiene un extremo de mandril perforador y un cuerpo principal de mandril perforador que puede conectarse a una barra de mandril , caracterizada porque el diametro de la nariz del mandril de perforacion se forma de forma conica en la extension longitudinal hacia el cuerpo principal del mandril de perforacion.
PDF original: ES-2628728_T3.pdf
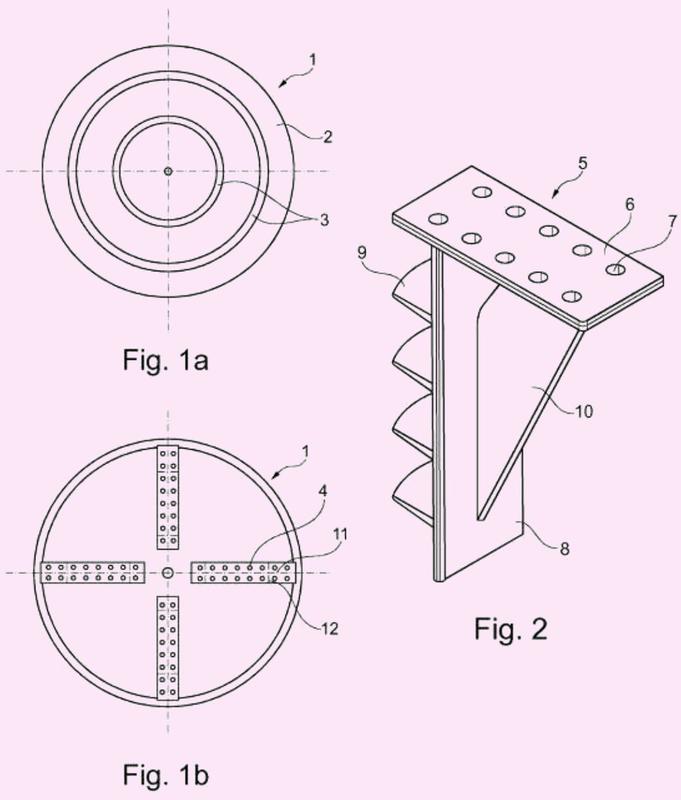
Construcción de cimentación de una instalación marítima, particularmente de un aerogenerador marítimo, a instalar de manera silenciosa, y procedimiento de montaje para ello.
Sección de la CIP Construcciones fijas
(08/03/2016). Ver ilustración. Inventor/es: HOJDA, RALF, JOSAT,Ole, DENKER,ANDREAS, GENGE,NICO, BRUNS,CLAAS. Clasificación: E02D27/52.
Construcción de cimentación de una instalación marítima, particularmente de un aerogenerador marítimo, con al menos un elemento de cimentación que puede anclarse al fondo marino excluyéndose una cimentación por gravedad y excluyéndose una cimentación flotante, y una estructura de soporte fijada a éste, para la fijación de la instalación marítima, caracterizada por que el elemento de cimentación es un pilote que puede introducirse en el fondo marino mediante perforación y/o mediante vibración, que puede fijarse en el fondo marino con un material orgánico y/o inorgánico y que está alineado en un ángulo con respecto a una vertical sobre el fondo marino.
PDF original: ES-2562757_T3.pdf
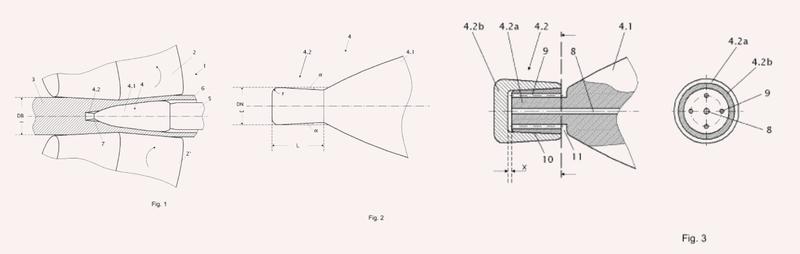
Elemento de cierre para extremos de tubos.
Sección de la CIP Mecánica, iluminación, calefacción, armamento y voladura
(01/02/2016). Ver ilustración. Inventor/es: SCHNEIDER,GERALD, BECKMANN,DIETER, KETZER,VOLKER. Clasificación: F16L57/00.
El elemento de cierre para el cierre de un extremo de un tubo, especialmente un tubo de acero, con una tapa de fondo circular , con el que, en un estado montado el extremo del tubo se puede cerrar, donde al menos dos elementos de sujeción se encuentran en el lado orientado al tubo, que se apoya en estado montado en una superficie interior de la tubería y mantienen la tapa de fondo para el cierre del extremo del tubo, caracterizado por que los elementos de sujeción se fijan de modo desmontable a la tapa de fondo y opcionalmente se pueden fijar para el establecimiento de la posición radial de los elementos de sujeción en la tapa de fondo en diferentes posiciones a la tapa de fondo.
PDF original: ES-2558013_T3.pdf
Procedimiento y dispositivo para la circulación optimizada de barras en la fabricación en caliente de un tubo de acero sin costuras según el procedimiento de laminación continua de tubos.
(23/04/2014) Procedimiento para la circulación optimizada de barras de mandrinado en la fabricación en caliente de un tubo de acero sin costuras según el procedimiento de laminación continua de tubos, en el que un tren laminador continuo de cajas múltiples es precedido por una circulación estándar de barras de mandrinado para suministrar, retirar y reprocesar las barras de mandrinado, en el que en caso de un cambio de dimensión se mantiene disponible al menos el número necesario de barras de mandrinado del mismo diámetro (A) para la laminación de una dimensión y en el que la circulación estándar de barras comprende las siguientes etapas:
- Lubricación…
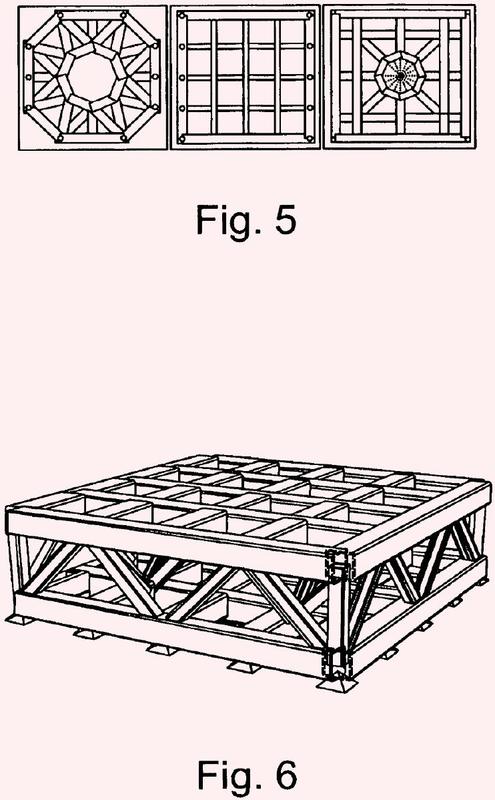
Disposición de unión de perfiles huecos de acero que están bajo presión axial.
(09/04/2014) Construcción de armazón con disposición de unión de perfiles huecos de acero como elementos de soporte, que está constituida por cordón superior , cordón inferior y tirantes diagonales (3, 3'), caracterizada por que los tirantes diagonales están constituidos por secciones parciales (4, 5, 5', 6), que están unidas entre sí por medio de unión nodal y están expuestas bajo carga a una solicitación de presión axial y la unión nodal de los tirantes diagonales está realizada como unión de encaje en unión positiva desprendible, en la que las secciones parciales (4, 5, 5', 6) están realizadas de manera que se pueden encajar unas dentro de las otras.
Procedimiento para el seguimiento individual de cuerpos metálicos huecos.
(05/03/2014) Procedimiento para el seguimiento individual de cuerpos metálicos huecos, en particular tubos de acero conformados en caliente, en el que el tubo individual (1, 1'), después del último paso de trabajo en caliente es provisto, dispuesta sobre la circunferencia de tubo, de una identificación inconfundible que es leída, automáticamente, en el sector de alimentación como imagen de video durante el traslado a las estaciones de fabricación y control aguas abajo, independientemente del sentido de transporte, siendo registrada la identificación en las diferentes estaciones al pasar todas las etapas especificadas de fabricación y control y la identificación registrada ajustada a la pluralidad de todas las identificaciones entradas anteriormente y la etapa de fabricación y control…
{kind=link}
{kind=link}
{kind=link}