PROCEDIMIENTO DE SOLDAR POR ARCO EN SERIE SUMERGIDO.
Sección de la CIP Técnicas industriales diversas y transportes
(01/12/1956). Ver ilustración. Clasificación: B23K.
{kind=link}
Resumen no disponible.
Sección de la CIP Técnicas industriales diversas y transportes
(01/12/1956). Ver ilustración. Clasificación: B23K.
Resumen no disponible.
Sección de la CIP Mecánica, iluminación, calefacción, armamento y voladura
(01/12/1956). Ver ilustración. Clasificación: F17C.
Resumen no disponible.
Sección de la CIP Técnicas industriales diversas y transportes
(01/12/1956). Ver ilustración. Clasificación: B23K.
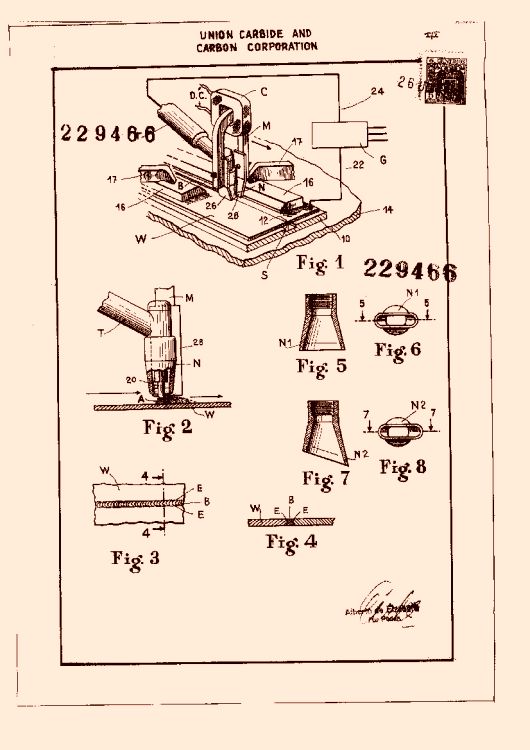
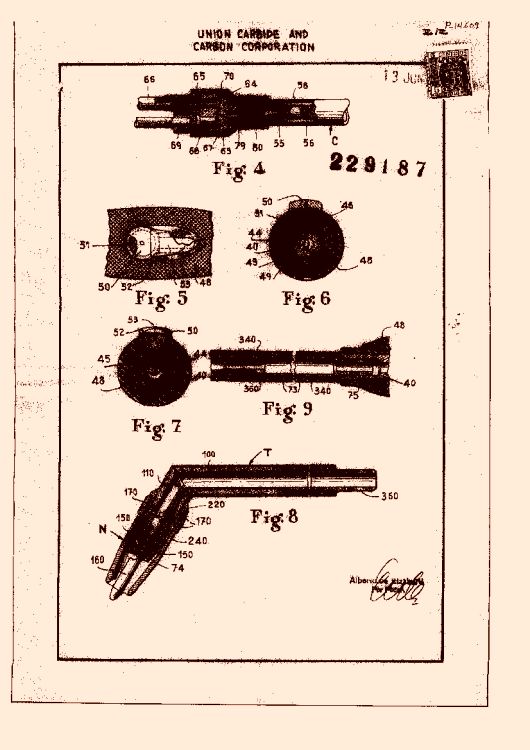
Arte de soldar por arco eléctrico protegido con gas monoatómico noble, que normalmente está sujeto a socavaduras en los bordes de la soldadura cuando la velocidad de ésta excede un cierto valor, el método de evitar tal socavadura y aumentar considerablemente la velocidad de soldadura por encima de dicho valor, que comprende la operación de someter el arco protegido con gas monoatómico noble a la influencia de un campo magnético relativamente débil derivado de una fuente de protección variable, fijado sustancialmente en ángulo recto a la dirección de soldadura y sustancialmente en ángulo recto al eje longitudinal del arco, de forma que el arco sea constantemente soplado hacia adelante por tal campo magnético cuando la operación de soldadura avanza sin socavar la soldadura resultante.
Sección de la CIP Técnicas industriales diversas y transportes
(01/12/1956). Ver ilustración. Clasificación: B23C, B26.
Método de ranurar una capa somera de metal superficial de un cuerpo ferroso, tal como un lingote de acero, que corresponde calentar al menos una parte de la superficie de dicho lingote a ranurar a una temperatura de ignición; proporcionar una corriente de gas oxidante relativamente voluminosa; reducir la velocidad de paso de dicha corriente; descargar dicha corriente a través de un orificio alargado transversalmente en la dirección de paso para proveer una corriente substancialmente en forma de lámina, con una velocidad predeterminada; dirigir dicha corriente en ángulo agudo contra la parte superficial precalentada; mantener dicha corriente en forma de lámina situada con su dimensión transversal más larga substancialmente paralela a dicha superficie; y mover relativamente dicha corriente y dicha superficie en una dirección paralela a la superficie y en la dirección general de paso de dicha corriente.
Sección de la CIP Técnicas industriales diversas y transportes
(01/12/1956). Ver ilustración. Clasificación: B23.
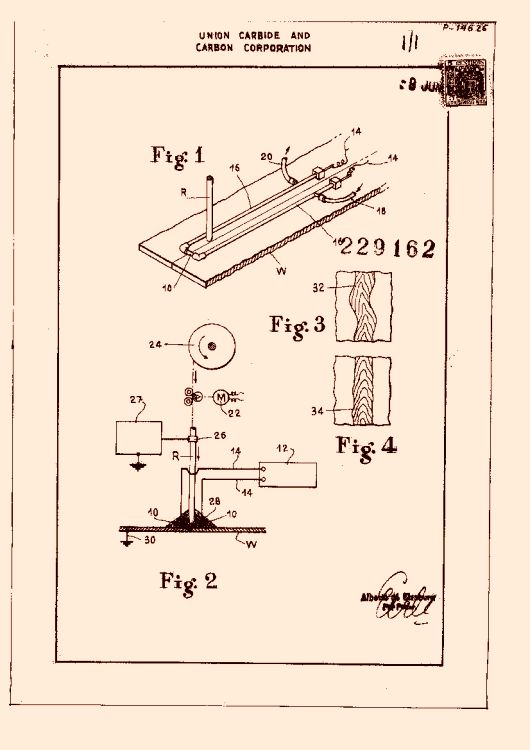
Procedimiento para soldar por arco una pieza de trabajo con un arco relativamente rígido que conduce una corriente relativamente elevada, el cual comprende, aplicar un campo relativamente potente, cuyas líneas de fuerza están adyacentes y paralelas a tal arco por medio de un conductor simple en forma de U colocado y aislado de la pieza de trabajo para formar un bucle en U alrededor del arco, las patas del cual están conectadas a una fuente de corriente adecuada y relativamente elevada, teniendo la corriente conductora un valor de por lo menos la mitad de la del arco de soldadura a través de dicho bucle.
Sección de la CIP Técnicas industriales diversas y transportes
(16/11/1956). Ver ilustración. Clasificación: B23.
Resumen no disponible.
Sección de la CIP Necesidades corrientes de la vida
(16/11/1956). Ver ilustración. Clasificación: A62D1/08.
Resumen no disponible.
Sección de la CIP Técnicas industriales diversas y transportes
(16/11/1956). Ver ilustración. Clasificación: B01J.
Resumen no disponible.
Sección de la CIP Técnicas industriales diversas y transportes
(16/11/1956). Ver ilustración. Clasificación: B23K5/00.
Resumen no disponible.
Sección de la CIP Técnicas industriales diversas y transportes
(16/10/1956). Ver ilustración. Clasificación: B23.
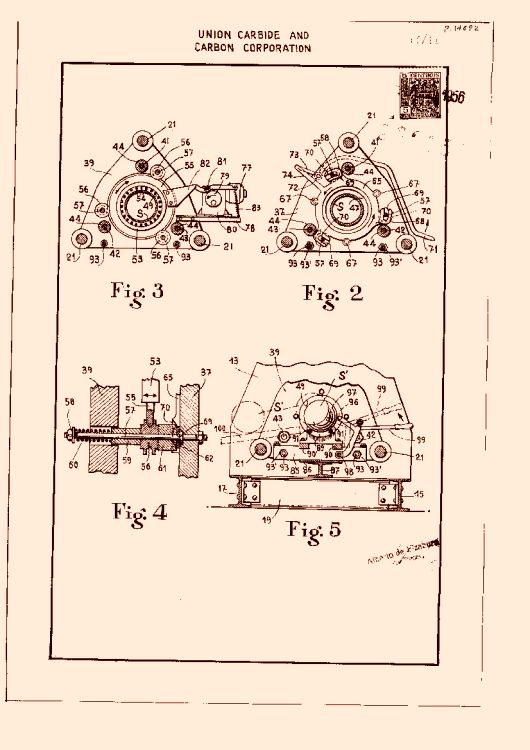
Aparato para soldar piezas a tope de metal soldable que tiene dispositivos para aplicar calor de soldadura a las partes de dichas piezas a soldar, y dispositivos para aplicar presión a dichas piezas para forzar entre sí las partes calentadas y recalcar metal a lo largo de la unión soldada, que incluye las mejoras que comprenden un dispositivo combinado de alienación y planchado, medios para colocar dicho dispositivo a fin de alinear una de dichas piezas metálicas en relación a la otra durante la soldadura, y medios para mover dicho dispositivo desde dicha posición de alineación longitudinalmente a dichas piezas metálicas y transversalmente a través de la junta soldada y a través de la zona del metal recalcado caliente para planchar a éste, sustancialmente, al nivel de las superficies adyacentes de dichas piezas.
Sección de la CIP Técnicas industriales diversas y transportes
(01/10/1956). Ver ilustración. Clasificación: B23K.
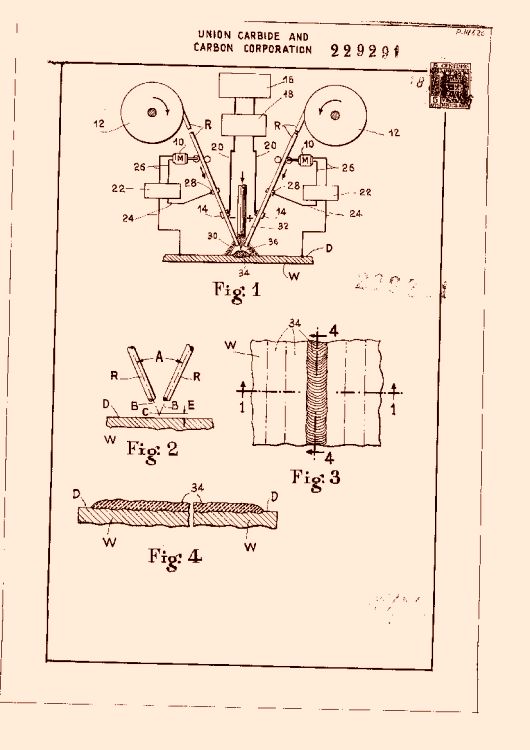
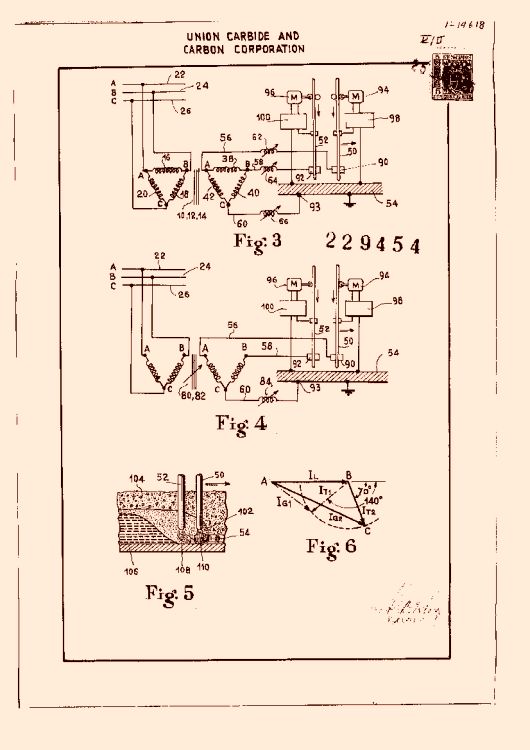
Método de soldadura eléctrica oir arco de piezas metálicas que comprende mantener por lo menos dos arcos que depositan y funden metal en tandem, en una zona de soldadura común en la pieza de trabajo, excitar tales arcos desde una sola fuente de energía trifásica través de conductores que contienen dispositivos de reactancia variable, suministrar continua e independientemente metal de soldadura a cada arco a medida que el metal es fundido por él, coordinar el movimiento relativo entre dichos arcos y la pieza de trabajo con la velocidad de fusión, controlar independientemente el voltaje de cada arco para mantener cada voltaje de arco a un valor constante sustancialmente predeterminado y por la variación de dichos dispositivos de reactancia mantener un ángulo de fase de menos de 140º y más de 60º entre las corrientes del arco, para vibrar por lo menos al arco trasero con una componente predominante de avance en la dirección de la soldadura.
Sección de la CIP Técnicas industriales diversas y transportes
(16/09/1956). Ver ilustración. Clasificación: B23.
Resumen no disponible.
Sección de la CIP Técnicas industriales diversas y transportes
(01/05/1956). Ver ilustración. Clasificación: B23.
Resumen no disponible.
Sección de la CIP Técnicas industriales diversas y transportes
(01/04/1956). Ver ilustración. Clasificación: B05.
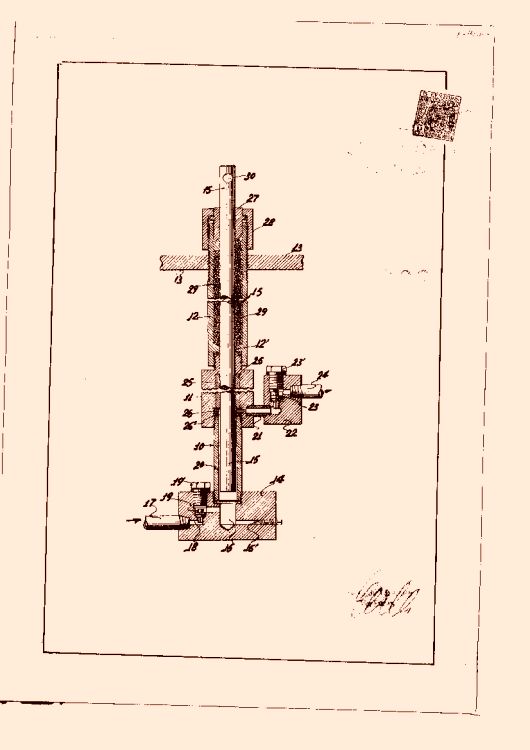
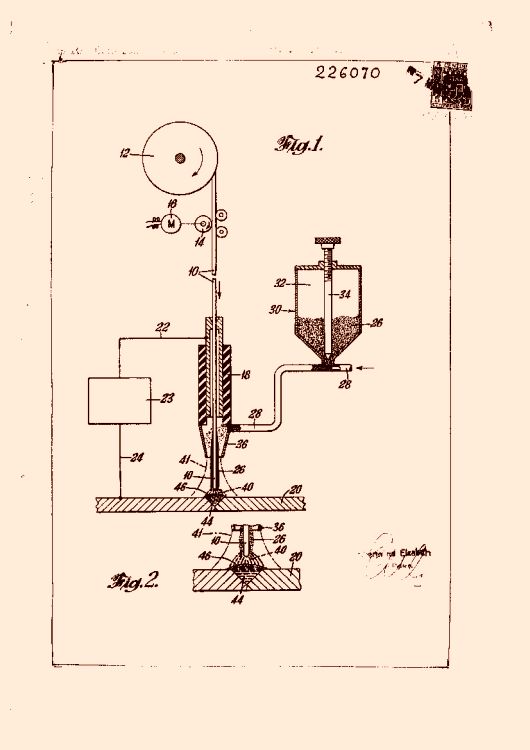
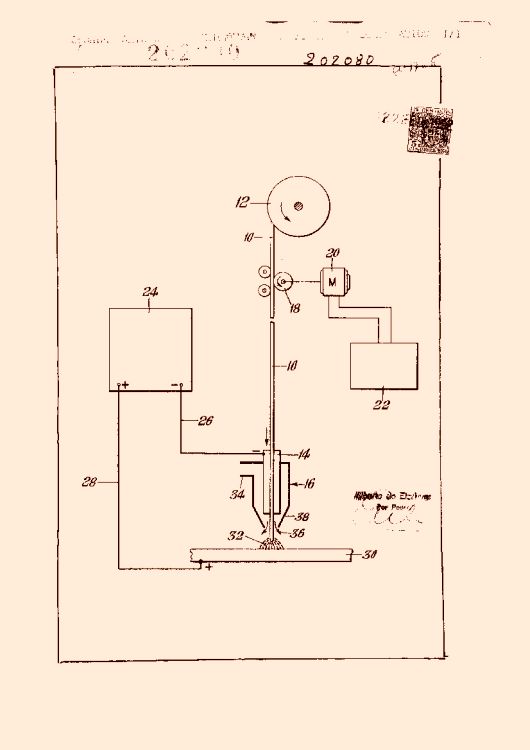
Distribuidor de polvo adecuado para ser empleado con una composición pulverizada para soldar, de propiedades magnéticas, que comprende una tolva de polvo de base cónica, que converge en un reducido orificio de salida, el cual comunica con un mecanismo para mezclar (por ejemplo, un mecanismo de aspiración) apropiado para introducir el polvo descargado de dicha tolva en una corriente de gas, y que se caracteriza en que va provisto de un tambor magnético montado en forma giratoria dentro de una cámara cerrada colocada entre el orificio de salida de dicha tolva y el orificio de entrada del polvo del citado mecanismo de mezcla, para conducir el polvo desde dicho orificio de salida hacia el orificio de entrada mencionado, estando unido a dicho tambor un frotador para retirar el polvo adherente del mismo.
Sección de la CIP Química y metalurgia
(16/02/1956). Ver ilustración. Clasificación: C22.
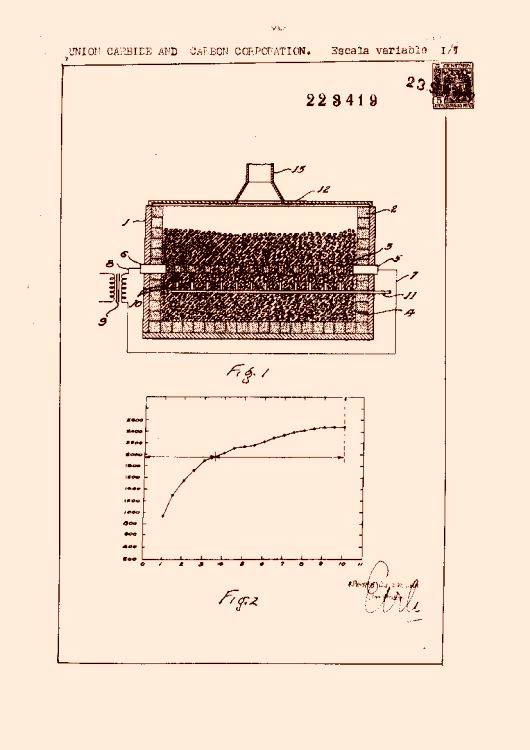
Un procedimiento para separar impurezas tales como boro de artículos de carbono o grafito, caracterizado porque comprende someter un artículo de grafito o carbono impuro, mientras están mantenido a una temperatura elevada a un agente de fluoración que comprende fluor, fluoruro de hidrógeno o un hidrocarburo parcial o completamente halogenado en el que por lo menos uno de los átomos haloganos es fluor.
Sección de la CIP Electricidad
(16/01/1956). Ver ilustración. Clasificación: H05B7/14.
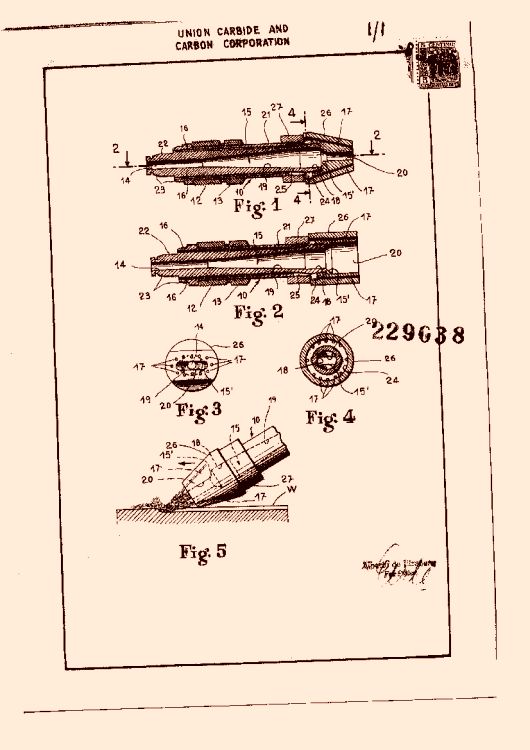
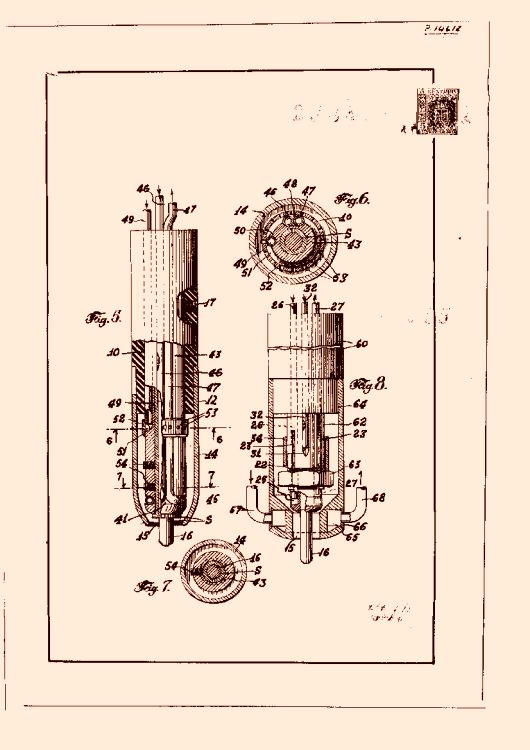
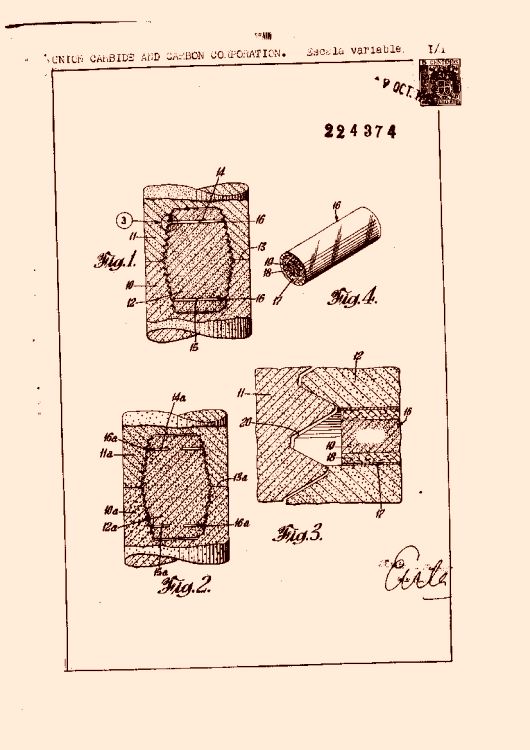
Mejoras introducidas en la fabricación de cartuchos previamente formados para su empleo para aglutinar una boquilla roscada carbonácea en rebajos enroscados en las extremidades respectivas de un par de electrodos carbonáceos que se apoyan a tope, comprendiendo el cartucho un núcleo cilíndrico de material fusible y termoendurecible y una envoltura de material aislante, teniendo dicho núcleo o núcleos un volumen suficiente cuando se funde y endurece térmicamente para aglutinar no más del 20% del espacio de holgura de rosca entre la boquilla y los electrodos.
Sección de la CIP Química y metalurgia
(01/11/1955). Clasificación: C21.
Mejoras introducidas en los procedimientos para la desulfuración del hierro colado, que comprenden inyectar en el hierro colado fundido una cantidad de carburo de calcio arrastrado en una corriente gaseosa, caracterizadas porque el hierro colado es desoxidado antes de o simultáneamente con la inyección del carburo de calcio.
Sección de la CIP Química y metalurgia
(16/10/1955). Clasificación: C22C33/08.
Un procedimiento para obtener hierro colado nodular que incluye introducir un agente nodulizador y un inoculante en un baño de hierro colado fundido, caracterizado porque el contenido de azufre del hierro colado se reduce a no más de 0,01% antes de la adición de dicho agente y de dicho inoculante, siendo el agente nodulizador añadido en una cantidad que de menos de 0,01% de agente nodulizador residual en el hierro en estado colado.
Sección de la CIP Química y metalurgia
(16/10/1955). Ver ilustración. Clasificación: C21C5/52, C21C1/02.
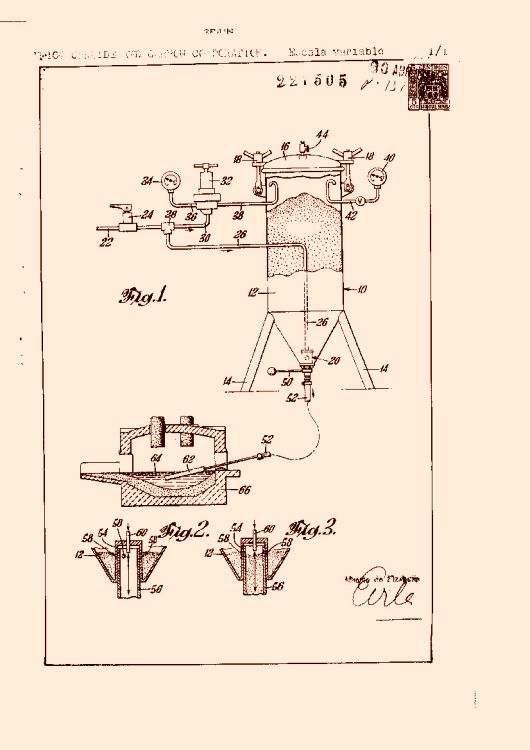
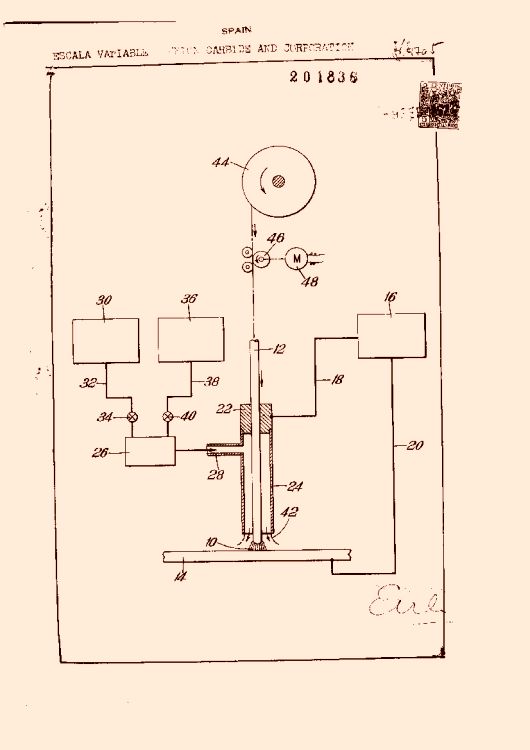
Método de introducir un material pulverulento en un baño de metal fundido, que incluye aspirar el polvo desde un espacio cerrado de almacenaje, alimentado con un gas portador, y conducir la corriente resultante de gas cargado de polvo por debajo de la superficie de dicho baño, caracterizado porque la proporción a la cual el polvo es introducido en el baño metálico se varía con independencia de la proporción de flujo del gas suministrando a dicho chorro una presión de gas fija y ajustando la presión del gas en el espacio de almacenaje del polvo a un valor seleccionado inferior a la presión del gas suministrado a dicho chorro.
Sección de la CIP Química y metalurgia
(16/07/1955). Clasificación: C21C1/10, C22C35/00.
Resumen no disponible.
Sección de la CIP Química y metalurgia
(16/03/1955). Clasificación: C22C33/12.
Resumen no disponible.
Sección de la CIP Técnicas industriales diversas y transportes
(16/03/1952). Ver ilustración. Clasificación: B23.
Un procedimiento para soldar al arco aluminio,aleaciones de aluminio, aceros inoxidables, aleaciones para altas temperaturas, aceros de baja aleación, níquel, aceros al níquel o aceros al carbono, haciendo pasar una corriente continua de soldadura de intensidad suficiente entre un electrodo de metal fusible y la pieza para formar un arco y protegiendo el arco y el metal adyacente con una corriente de oxígeno, helio o una mezcla de oxígeno y argón, caracterizado porque se suministra corriente continua al arco a polaridad "normal" a una densidad de corriente suficientemente grande para proyectar metal fundido en forma de una pulverización de gotitas desde el extremo de un electrodo horizontal y para depositar dichas gotitas sobre una superficie de soldadura vertical.
Sección de la CIP Técnicas industriales diversas y transportes
(16/03/1952). Ver ilustración. Clasificación: B23.
Resumen no disponible.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}