13 patentes, modelos y diseños de THYSSENKRUPP STEEL AG
PROCEDIMIENTO PARA FABRICAR PRODUCTOS PLANOS DE ACERO A PARTIR DE UN ACERO QUE FORMA UNA ESTRUCTURA MARTENSITICA.
Secciones de la CIP Técnicas industriales diversas y transportes Química y metalurgia
(25/09/2009). Ver ilustración. Inventor/es: HELLER, THOMAS, DR.-ING., SCHMITZ, JOHANN WILHELM, DR., HAMMER,BRIGITTE,DR.-ING, WANS,JOCHEN,DR. Clasificación: B22D11/06, C21D8/04, C22C38/12, B22D11/00, C22C38/04, C22C38/02.
Procedimiento para fabricar productos planos de acero, - en el que un acero que forma una estructura martensítica de la siguiente composición (en % en peso) C: 0,15-0,19% Mn: 0,80-1,20% P: <= 0,030% S: <= 0,004% Si: 0,60-1,00% Al: <= 0,05% N: <= 0,0060% Cr: 0,30-0,60% Nb: 0,040-0,070% el resto hierro e impurezas inevitables se cuela para dar un fleje colado con un espesor de 1-4 mm, #- en el que el fleje colado se lamina en caliente en línea en una operación continua con un grado de deformación de más del 20% a una temperatura final de laminado en caliente que se encuentra en el intervalo de 900-1050ºC para dar un fleje laminado en caliente con un espesor de 0,5-3,2 mm, se enfría en una etapa y #- en el que el fleje laminado en caliente se bobina a una temperatura de bobinado que asciende como máximo a 350ºC, #- de manera que se obtiene un fleje laminado en caliente cuya resistencia a la tracción Rm asciende a al menos 1440 MPa a un alargamiento a la rotura A80 de al menos el 5%.
PROCEDIMIENTO PARA FABRICAR PRODUCTOS PLANOS DE ACERO A PARTIR DE UN ACERO MULTIFASICO ALEADO CON SILICIO.
(25/09/2009) Procedimiento para fabricar productos planos de acero, #- en el que un acero que forma una estructura multifásica de la siguiente composición (en % en peso) C: 0,10 - 0,15% Mn: 0,80 - 1,20% P: <= 0,030% S: <= 0,004% Si: 1,10 - 1,30% Al: 0,0 - 0,05% N: <= 0,0060% Cr: 0,30 - 0,60% Ti: 0,080 - 0,120% Nb: 0,040 - 0,060% Mo: 0,150 - 0,250% el resto hierro e impurezas inevitables se cuela para dar un fleje colado con un espesor de 1 - 4 mm, #- en el que el fleje colado se lamina en caliente en línea en una operación continua con un grado de deformación de más del 20% a una temperatura final de laminado en caliente…
PROCEDIMIENTO PARA FABRICAR PRODUCTOS PLANOS DE ACERO A PARTIR DE UN ACERO MULTIFASICO MICROALEADO CON BORO.
(25/09/2009) Procedimiento para fabricar productos planos de acero, - en el que un acero que forma una estructura multifásica de la siguiente composición (en % en peso) C: 0, 08-0,12% Mn: 1,70-2,00% P: <= 0,030% S: <= 0,004% Si: <= 0,20% Al: 0,01-0,06% N: <=,0060% Cr: 0,20-0,50% Ti: 0,010-0,050% B: 0,0010- 0,0045% el resto hierro e impurezas inevitables se cuela para dar un fleje colado con un espesor de 1-4 mm, #- en el que el fleje colado se lamina en caliente en línea en una operación continua con un grado de deformación de más del 20% a una temperatura final de laminado en caliente que se encuentra en el intervalo de 800-1100ºC para dar un fleje laminado en caliente con un espesor de 0,5-3,2 mm, se enfría en una etapa y #- en…
PROCEDIMIENTO PARA FABRICAR PRODUCTOS PLANOS DE ACERO A PARTIR DE UN ACERO QUE FORMA UNA ESTRUCTURA DE FASES COMPLEJAS.
(25/09/2009) Procedimiento para fabricar productos planos de acero, - en el que un acero que forma una estructura de fases complejas de la siguiente composición (en % en peso) C: 0,08-0,11% Mn: 1,00-1,30% P:<= 0,030% S: <= 0,004% Si: 0,60-0,80% Al: <= 0,05% N: <= 0,0060% Cr: 0,30-0,80% Ti: 0,060-0,120% el resto hierro e impurezas inevitables se cuela para dar un fleje colado con un espesor de 1-4 mm, - en el que el fleje colado se lamina en caliente en línea en una operación continua con un grado de deformación de más del 20% a una temperatura final de laminado en caliente que se encuentra en el intervalo de 900-1100ºC para dar un fleje laminado en caliente con un espesor de 0,5-3,2 mm, se enfría en una etapa de enfriamiento hasta…
PROCEDIMIENTO PARA FABRICAR PRODUCTOS PLANOS DE ACERO A PARTIR DE UN ACERO MULTIFASICO ALEADO CON ALUMINIO.
(25/09/2009) Procedimiento para fabricar productos planos de acero, #- en el que un acero que forma una estructura multifásica de la siguiente composición (en % en peso) C: 0,10-0,14% Mn: 1,30-1,70% P: <= 0,030% S: <= 0,004% Si: 0,10-0,30% Al: 0, 90-1,2% N: <= 0,0070% Ti: 0,070-0,130% Nb: 0,040-0,060% Mo: 0,140-0,260% el resto hierro e impurezas inevitables se cuela para dar un fleje colado con un espesor de 1-4 mm, #- en el que el fleje colado se lamina en caliente en línea en una operación continua con un grado de deformación de más del 20% a una temperatura final de laminado en caliente que se encuentra en el intervalo de 850-1000ºC…
PLACA PIEZA DE CARROCERIA Y PROCEDIMIENTO PARA LA FABRICACION DE UNA PIEZA DE CARROCERIA SEMEJANTE.
Sección de la CIP Técnicas industriales diversas y transportes
(16/03/2009). Ver ilustración. Inventor/es: PATBERG,LOTHAR DR.-ING. Clasificación: B60J5/04.
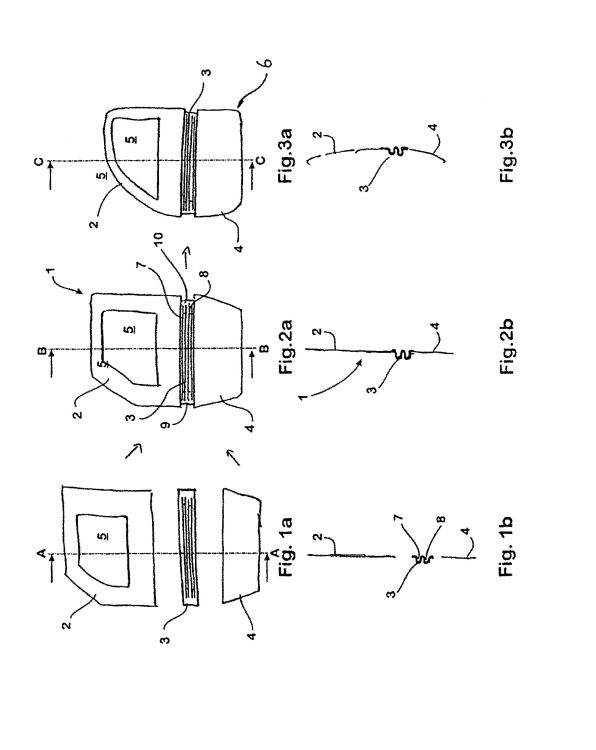
Placa para la fabricación de una chapa para una pieza de carrocería de un vehículo, en particular para una puerta de vehículo , por conformación en frío con - dos secciones de deformación que están hechas de un material de chapa de gran deformabilidad, y adaptadas para someterse a una elevada conformación en el curso de la conformación en frío, y - una sección de soporte que está dispuesta entre las dos secciones de deformación y que está formada por un material que presenta una resistencia aumentada, estando adaptada la sección de soporte para someterse solo a un pequeño grado de conformación en el curso de la conformación en frío, y para formar después de la conformación de la placa el soporte lateral antichoque de la pieza de carrocería correspondiente.
PROCEDIMIENTO PARA LA FABRICACION DE BANDA LAMINADA EN CALIENTE PLAQUEADA POR LAMINACION PARA SU ULTERIOR TRANSFORMACION EN BANDA LAMINADA EN FRIO.
(16/03/2009) Procedimiento para la fabricación de banda laminada en caliente plaqueada por laminación (W), en el cual - se producen por lo menos dos placas esencialmente paralelepipédicas de distintos materiales de acero, que están destinadas a ser colocadas una sobre la otra, - las superficies de las placas que una vez colocadas unas sobre otras quedan adosadas entre sí, se someten a un tratamiento superficial erosivo para adaptar la forma de la superficie de una de las placas a la forma de la superficie de la otra placa de tal modo que las dos superficies queden esencialmente muy próximas entre sí cuando las placas estén colocadas una sobre otra, de modo que las superficies se liberen de partículas…
PROCEDIMIENTO Y DISPOSITIVO PARA LA FABRICACION DE UN PERFIL HUECO SOLDADO LONGITUDINALMENTE.
(01/07/2008) Procedimiento para la fabricación de un perfil (R) hueco soldado longitudinalmente a partir de un recorte (B) de chapa que presenta cantos longitudinales definidos, - en el que el recorte (B) de chapa se coloca entre dos partes de la herramienta que en una situación de partida en la que se encuentran separadas presentan sendos ahuecamientos que determinan la forma exterior de al menos un tramo del perfil (R) hueco que se ha de fabricar, - en el que, a continuación, un mandril cuya forma exterior determina la forma interior del perfil (R) hueco que se va a fabricar se dispone en el ahuecamiento de una de las partes de la herramienta de tal manera que entre su superficie de contorno y la superficie interior del ahuecamiento se forma un intersticio cuyo espesor se corresponde con una pequeña sobremedida al espesor del recorte (B) de chapa…
BOVEDA DE JAMBA DE SUSPENSION EN UNA ESTRUCTURA DE CARROCERIA DE UN AUTOMOVIL.
Sección de la CIP Técnicas industriales diversas y transportes
(01/06/2008). Ver ilustración. Inventor/es: PATBERG, LOTHAR, HAMPE,RENE. Clasificación: B62D25/08, B60G15/06.
Estructura de carrocería de un automóvil que está conformada por vigas longitudinales y vigas transversales conformadas como perfiles huecos, y que presenta una bóveda de jamba de suspensión que está conformada como cubierta hecha de chapa de acero con un refuerzo de la chapa en la región de apoyo de la jamba de suspensión y conforma un nudo de unión para perfiles huecos contiguos de la estructura de la carrocería, caracterizada porque la bóveda de jamba de suspensión está conformada por dos semicubiertas que están una junto a otra conformando un espacio hueco en la región de apoyo de la jamba de suspensión y que están unidas entre ellas fijamente en sus bordes exteriores.
ADAPTADOR PARA LA UNION ENTRE SI DE COMPONENTES Y ELEMENTO FABRICADO USANDO UN ADAPTADOR DE ESTE TIPO.
Sección de la CIP Mecánica, iluminación, calefacción, armamento y voladura
(01/05/2008). Ver ilustración. Inventor/es: SCHMIDT, MARIO. Clasificación: F16B5/08.
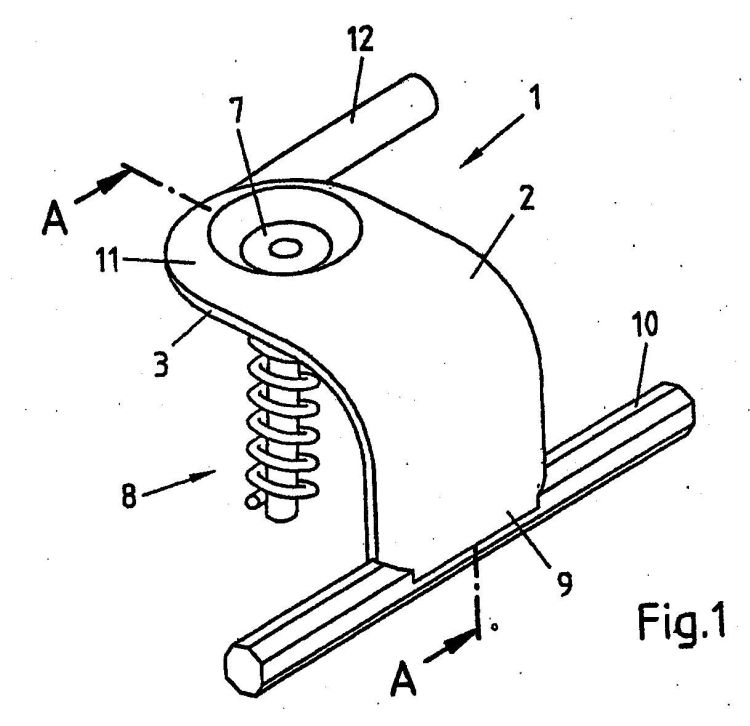
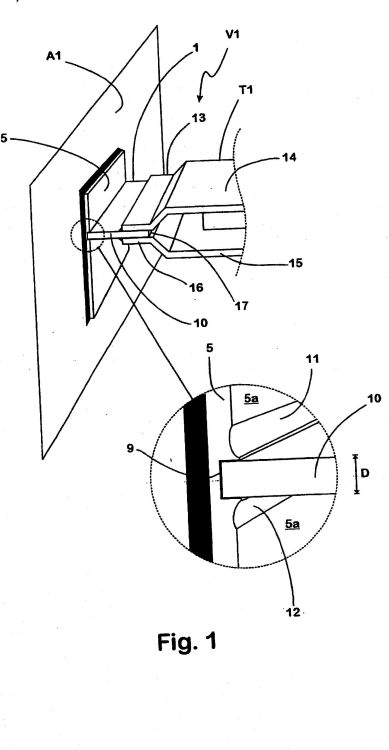
Adaptador para unir un componente (A1, A2, A3, A4) compuesto por un primer material a un componente (T1, T2, T3, T4) compuesto por un segundo material, caracterizado porque es un componente básico que está fabricado de un material perteneciente al grupo de los materiales al que está asignado el material del primer componente (A1, A2, A3, A4) y que presenta un componente de empalme unido indisolublemente con el componente base por arrastre de fuerza y por arrastre de forma, mediante una operación de unión, que está fabricado de un material perteneciente al grupo de materiales al que está asignado el material del segundo componente (T1, T2, T3, T4).
PROCEDIMIENTO PARA LA FABRICACION DE UN PERFIL HUECO RANURADO LONGITUDINALMENTE CON VARIOS TRAMOS LONGITUDINALES DE SECCION TRANSVERSAL DIFERENTE A PARTIR DE UNA PLACA DE CHAPA PLANA.
(16/04/2008) Procedimiento para la fabricación de un perfil hueco ranurado longitudinalmente , especialmente como producto de partida semielaborado de un perfil hueco de soldadura longitudinal, a partir de una placa de chapa plana, que se compone de varios tramos longitudinales de sección transversal diferente, de los que al menos un tramo longitudinal se ensancha o se estrecha a lo largo de su longitud, con las siguientes características: - Se parte de un recorte de una pieza de la placa de chapa que en cada zona de transición de una sección transversal reducida a una sección transversal más grande del posterior perfil hueco , o bien a la inversa, presenta cantos de corte longitudinales (8a, 8b, 9a, 9b) cóncavos…
ACERO Y BANDA O CHAPA DE ACERO DE ALTA RESISTENCIA, MALEABLES EN FRIO, PROCEDIMIENTO PARA LA FABRICACION DE BANDAS DE ACERO Y USOS DE DICHO ACERO.
Sección de la CIP Química y metalurgia
(16/03/2008). Ver ilustración. Inventor/es: ZIMMERMANN, WERNER, HELLER, THOMAS, ENGL, BERNHARD, HOFMANN, HARALD, MENNE,MANFRED. Clasificación: C22C38/04, C21D8/02, C22C38/00, C22C38/02, C22C38/06, C22C38/16, C21D9/46.
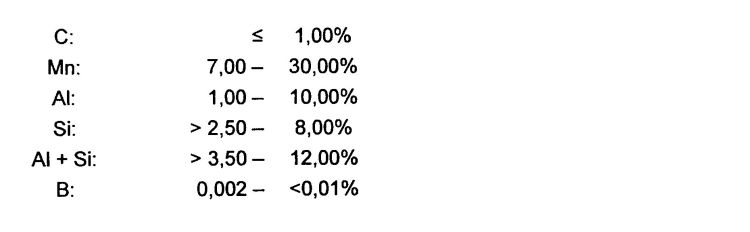
Acero liviano con buena maleabilidad en frío y alta resistencia con la siguiente composición (en % en peso): C: = 1, 00% Mn: 7, 00 - 30, 00% Al: 1, 00 - 10, 00% Si: > 2, 50 - 8, 00% Al + Si: > 3, 50 - 12, 00% B: 0, 002 - <0, 01% así como, opcionalmente, Ni: < 8, 00% Cu: < 3, 00% N: < 0, 60% Nb: < 0, 30% Ti: < 0, 30% V: < 0, 30% P: < 0, 01% resto hierro e impurezas inevitables.
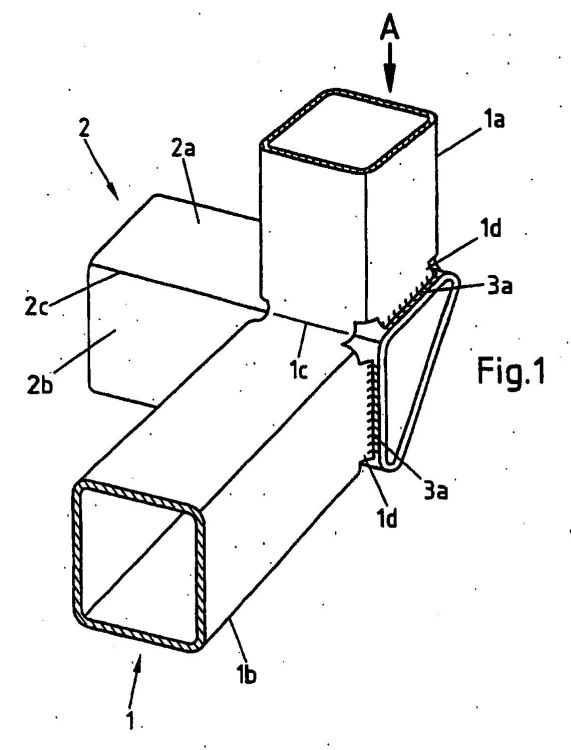
ESTRUCTURA DE NUDO TRIDIMENSIONAL.
Sección de la CIP Técnicas industriales diversas y transportes
(16/11/2007). Ver ilustración. Inventor/es: PATBERG, LOTHAR. Clasificación: B62D21/02, B62D27/02, B62D25/00, B62D23/00.
Estructura de nudo tridimensional formada por dos perfiles huecos de un chasis portante para vehículos, en el que el primer perfil hueco presenta al menos un lado plano y está seccionado a lo largo de su perímetro hasta el alma (1c) situada en el lado plano y está doblado alrededor de este alma (1c), y el segundo perfil hueco presenta al menos dos lados planos directamente adyacentes que están en contacto con los extremos (1a, 1b) enfrentados uno a otro del primer perfil hueco , estando unidos entre sí por arrastre de materia los dos perfiles huecos en las zonas periféricas (1d, 1e, 1f) del primer perfil hueco , caracterizada porque los extremos están formados por el seccionamiento en un solo plano y doblado.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}