PROCEDIMIENTO DE OBTENCIÓN DE UNA COMPOSICIÓN DE POLIPROPILENO.
Sección de la CIP Química y metalurgia
(01/12/1962). Clasificación: C10.
Resumen no disponible.
Sección de la CIP Química y metalurgia
(01/12/1962). Clasificación: C10.
Resumen no disponible.
Sección de la CIP Química y metalurgia
(16/10/1962). Ver ilustración. Clasificación: C08L21/00, C08L95/00, C08J3/09, C08J3/02.
Resumen no disponible.
Sección de la CIP Técnicas industriales diversas y transportes
(01/07/1962). Ver ilustración. Clasificación: B29D30/00.
Resumen no disponible.
Sección de la CIP Técnicas industriales diversas y transportes
(01/06/1962). Ver ilustración. Clasificación: B21D53/26.
Resumen no disponible.
Sección de la CIP Técnicas industriales diversas y transportes
(01/06/1962). Ver ilustración. Clasificación: B21D53/26, B21D43/00, B23K9/028, B21D43/20, B21D22/16, B21D28/30.
Resumen no disponible.
Sección de la CIP Técnicas industriales diversas y transportes
(01/06/1962). Ver ilustración. Clasificación: B21D53/26.
Resumen no disponible.
Sección de la CIP Técnicas industriales diversas y transportes
(01/06/1962). Ver ilustración. Clasificación: B21D53/26.
Resumen no disponible.
Sección de la CIP Técnicas industriales diversas y transportes
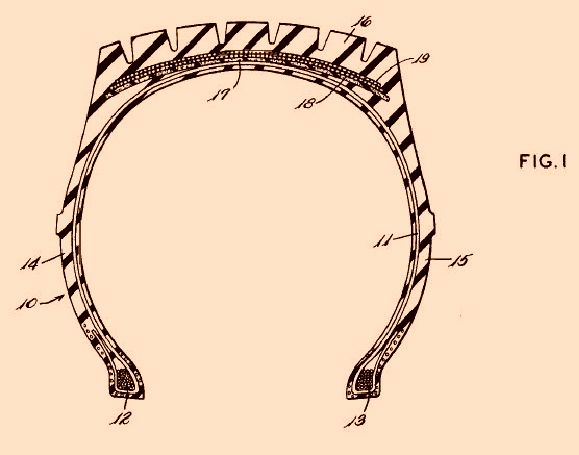
(01/07/1961). Ver ilustración. Clasificación: B60C9/18, B60C9/12, B60C15/06, B60C13/00, B60C9/02.
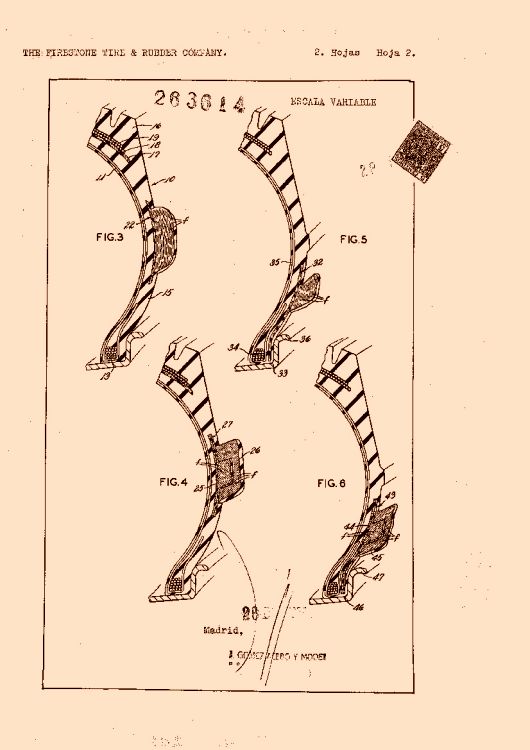
Perfeccionamientos en la fabricación de cubiertas neumáticas, caracterizados por comprender una tela para el cuerpo y por lo menos tres telas dispuestas en la parte inferior de la superficie de rodadura de la cubierta, para proporcionarle estabilidad dimensional; dos de estas últimas telas están reforzadas con cordones paralelos que se prolongan formando ángulos agudos con el eje de rodadura de la cubierta, y con los cordones de una de dichas telas prolongados en dirección opuesta y cruzados con los cordones de la otra tela; una tercera tela de la superficie de rodadura se refuerza con fibras orientadas, cuya dirección de orientación se prolonga formando un ángulo con los cordones de cada una de las otras dos telas de la superficie de rodadura; el perfeccionamiento consiste en proporcionar parches estabilizadores, reforzados con fibras, en los costados de la cubierta.
Sección de la CIP Técnicas industriales diversas y transportes
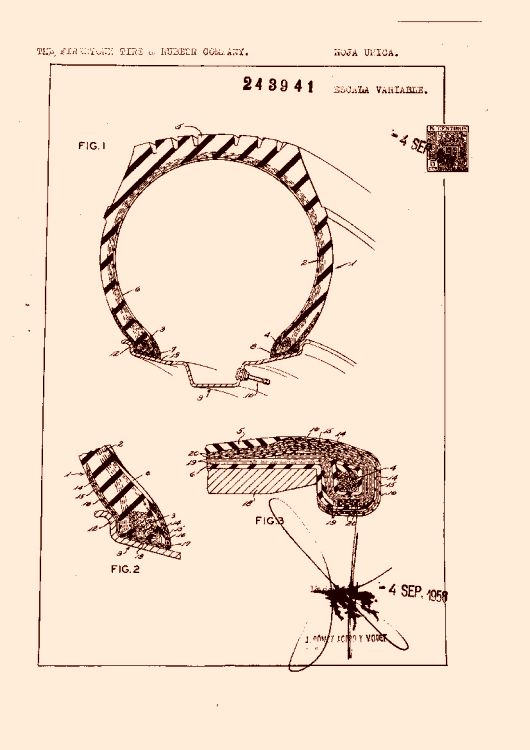
(16/05/1961). Ver ilustración. Clasificación: B60C9/18, B60C9/12, B60C15/06, B60C13/00, B60C9/02.
Perfeccionamientos en cubiertas neumáticas provistas de una banda de rodamiento y paredes laterales que terminan en pestañas inextensibles, comprendiendo dicha cubierta dos pliegues de banda de rodamiento situados bajo ésta y cuyos cordones se extienden, en cada pliegue, paralelamente entre sí y formando un ángulo con el eje de la cubierta y cruzándose los cordones de un pliegue con los del otro pliegue, y un tercer pliegue de banda de rodamiento reforzado con fibras orientas, extendiéndose también la dirección de orientación de dichas fibras formando un ángulo con el eje de la cubierta, rebasando dicho tercer pliegue de banda de rodamiento los espaldones de la cubierta y llegando a sus paredes laterales, en una distancia suficiente para ofrecer una sustancial estabilidad lateral a dicha cubierta.
Sección de la CIP Técnicas industriales diversas y transportes
(16/05/1961). Ver ilustración. Clasificación: B29D30/06B4, B29D30/06, B29C33/02, B29H5/00.
Resumen no disponible.
Secciones de la CIP Mecánica, iluminación, calefacción, armamento y voladura Textiles y papel Técnicas industriales diversas y transportes
(16/03/1961). Ver ilustración. Clasificación: F16C31/04, D04B15/64, B60C9/18D, B60C9/18.
Perfeccionamientos en cubiertas neumáticas, caracterizado por comprender una tela de cuerpo y tres telas de banda de rodadura dispuestas en el interior de la superficie de la banda de rodadura de la cubierta, para darle estabilidad dimensional; dos de las telas de banda de rodadura están reforzadas con cordones paralelos, prolongados formando ángulos agudos con el eje longitudinal de la cubierta, y los cordones de una de las telas de la banda de rodadura se prolongan en dirección contraria y se cruzan con los cordones de la otra tela; la tercera tela de la banda de rodadura está reforzada con fibras orientales y la dirección de orientación se prolonga formando un ángulo con los cordones de cada una de las otras dos telas de la banda de rodadura.
Sección de la CIP Técnicas industriales diversas y transportes
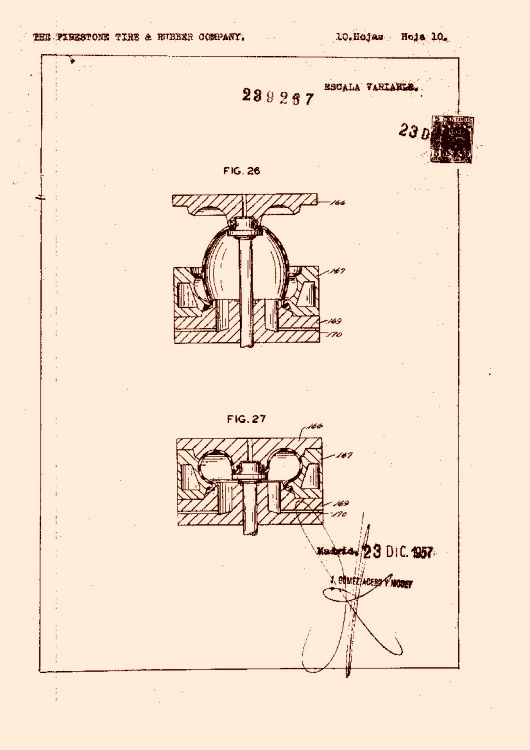
(01/03/1961). Clasificación: B29D30/06B4, B29D30/06, B29C33/02, B29H5/00.
Método para la fabricación de un molde para neumáticos, que se caracteriza porque comprende la formación de dos secciones terminales provistas de superficies destinadas a moldear respectivamente las paredes laterales opuestas de un neumático, y la fundición de una anilla de rodamiento de paredes sustancialmente delgadas que lleva sobre su superficie interior un diseño de banda de rodamiento.
Sección de la CIP Química y metalurgia
(01/07/1960). Ver ilustración. Clasificación: C08L23/22.
Procedimiento para modificar químicamente un copolímero elastómero, especialmente para obtener una composición elastómera vulcanizable, caracterizado por comprender el calentar a una temperatura de 93º a 204º C., durante, de 5 minutos a 3 horas, 100 partes de un copolímero de una iso-olefina que tenga de 4 a 7 átomos de carbono, con de 0,5 a 10% de una diolefina alifática conjugada que tenga de 4 a 8 átomos de carbono, en mezcla con un 2,6-dimetilol-4-hidrocarburo-fenol y, por lo menos 3 partes de un suavizador conífero.
Sección de la CIP Química y metalurgia
(01/05/1960). Ver ilustración. Clasificación: C08L23/22.
Procedimiento de vulcanización de una composición de caucho butilo, caracterizado por comprender el calentar el copolímero con 2 a 20 partes en peso del mismo, de un material resultante de tratar el producto de reacción de un aldehido con un fenol sustituido en para con un hidrocarburo, en presencia de un ácido halógeno, con un álcali débil, eligiéndose el hidrocarburo sustituyente, del grupo constituido por los radicales alkilo, cicloalkilo, arilo y aralkilo.
Sección de la CIP Técnicas industriales diversas y transportes
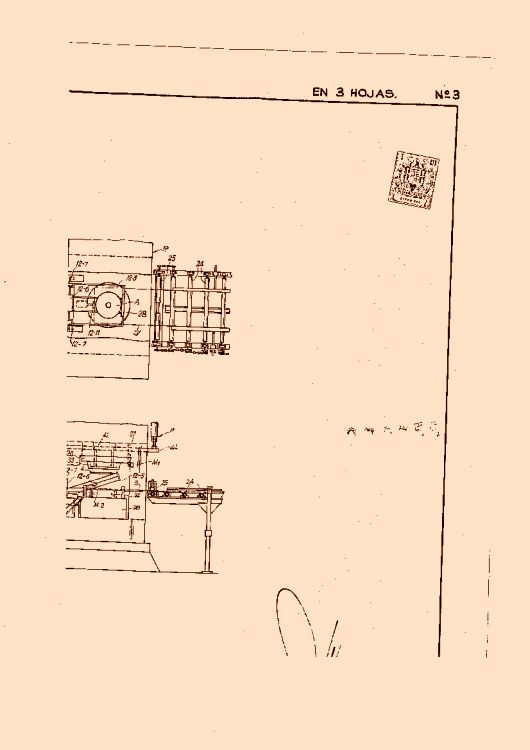
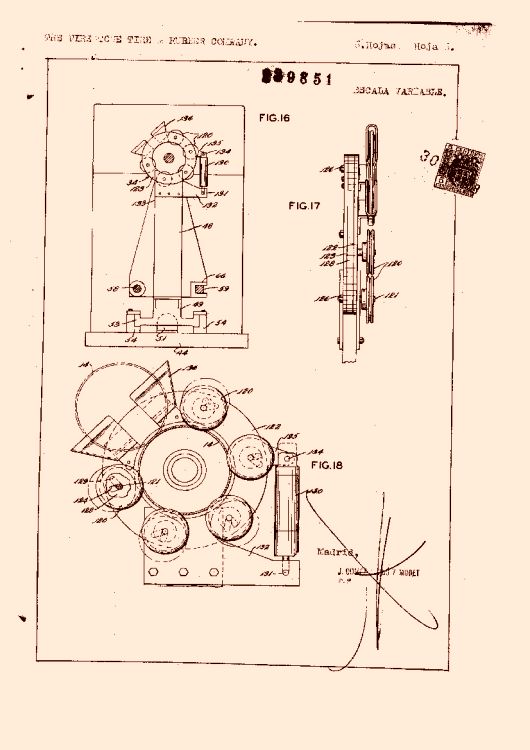
(16/11/1959). Clasificación: B29D30/24, B29D30/24C, B29D30/24C4.
Perfeccionamientos en tambores plegables para la construcción de cubiertas para automóvilcaracterizados por comprender una envoltura exterior que tiene una serie de segmentos relativamente grandes alternados con un número igual de segmentos relativamente pequeñosmedios de sostén de dichos segmentosmedios que actuan con los medios primeramente citados para desplazar los segmentos pequeños a posiciones radialmente interiores y par desplazar los mencionados segmentos grandes radialmente hacia el interiorhasta que sus bordes adyacentes se colocan en contacto apreciable para formar una superficie prácticamente continua que cierra por completo los segmentos pequeños en sus posiciones más internas.
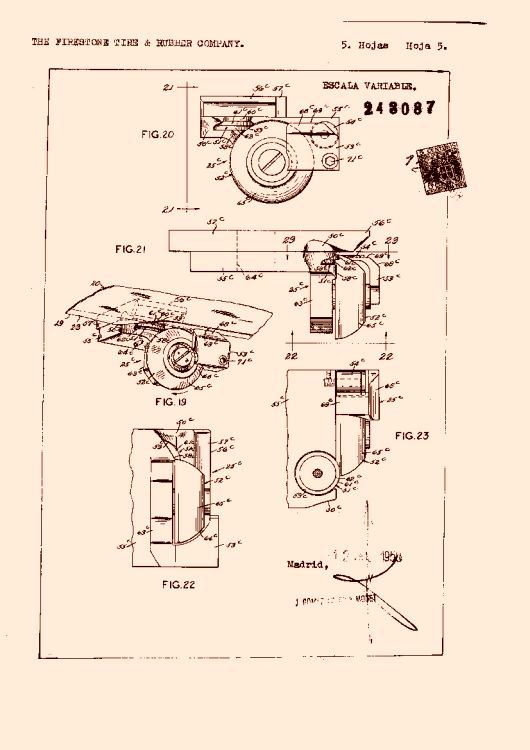
Sección de la CIP Técnicas industriales diversas y transportes
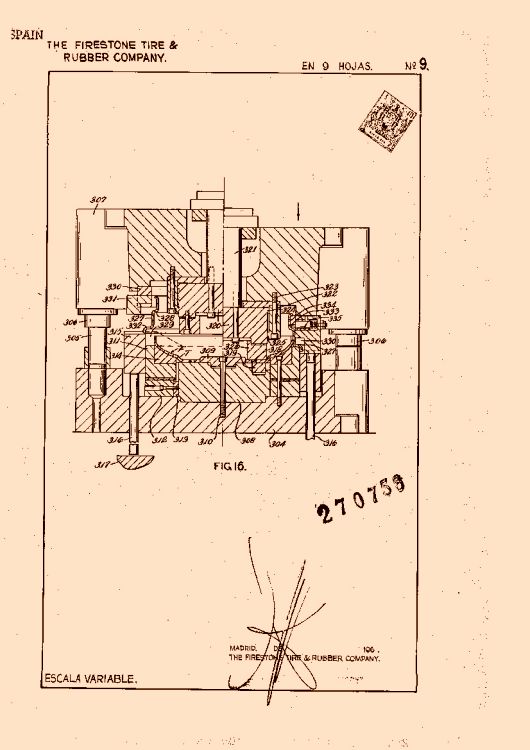
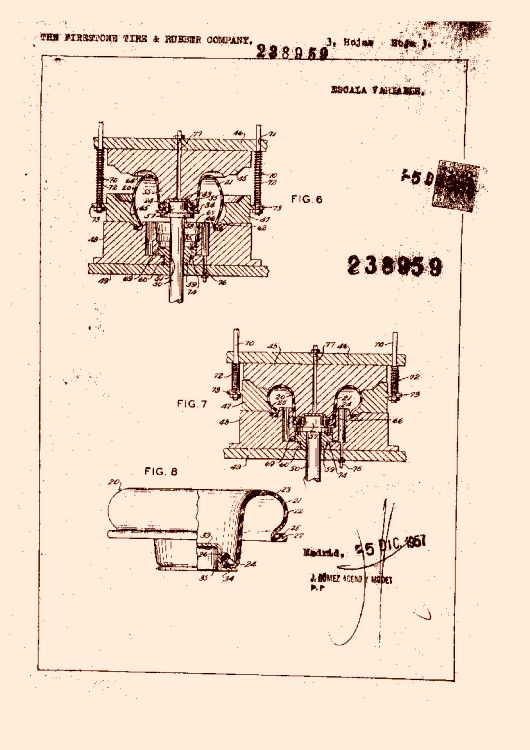
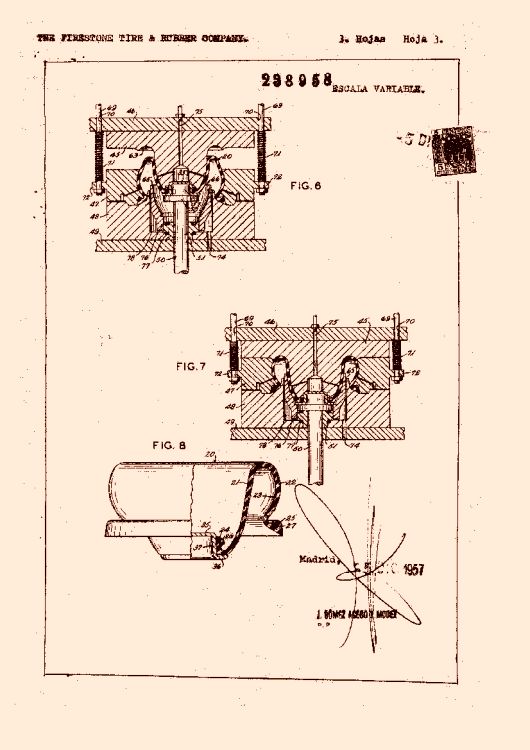
(01/09/1959). Clasificación: B29D30/06.
Perfeccionamientos en aparatos para moldear y vulcanizar cubiertas para vehículoscaracterizados por comprenderpor lo menos dos secciones de moldemóviles una con respecto a otraque constituyen una cavidad formadora de la cubierta; medios radialmente expansibles y contráctiles para moldear los talones de la cubierta separados entre als secciones de molde para sujetar los talones de la cubierta contra las superficies de moldeo de los mismos en las secciones del molde; medios para expandir radialmente los medios de moldeo de los talonespara colocarlos en contacto con las superficies interiores de los talones de la cubierta y para moverlos axilmente con respecto al movimiento de las secciones de molde móviles una con respecto a otra y en relación adecuada de tiempo.
Sección de la CIP Técnicas industriales diversas y transportes
(01/06/1959). Ver ilustración. Clasificación: B32B25/00.
Resumen no disponible.
Sección de la CIP Técnicas industriales diversas y transportes
(16/02/1959). Ver ilustración. Clasificación: B60B.
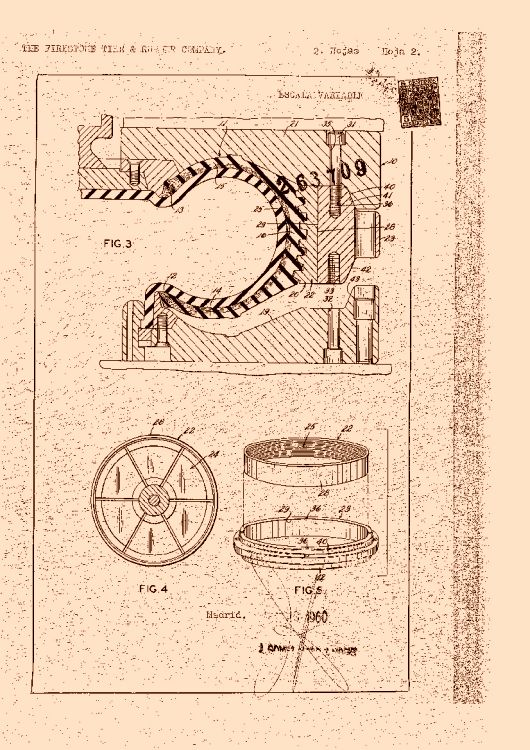
Perfeccionamientos en ruedas para vehículos, caracterizados por comprender un disco central y una llanta para la cubierta; la llanta tiene carriles helicoidales sujetos a su superficie interior; medios de sujeción de la llanta, acoplados al borde periférico del disco y que comprenden tornillos tensores preparados para ajustarse radialmente en dirección exterior hacia los carriles y enérgicamente contra estos; medios que comprenden soportes fijos dispuestos prácticamente en oposición diametral con los tornillos tensores, y dotados de bordes contra los cuales los carriles a ellos adyacentes se empujan al tensar los tornillos contra los carriles; los bordes de los soportes están dispuestos con respecto al disco de modo tal qeu cuando forman contacto con los carriles, la llanta es concéntrica con el disco.
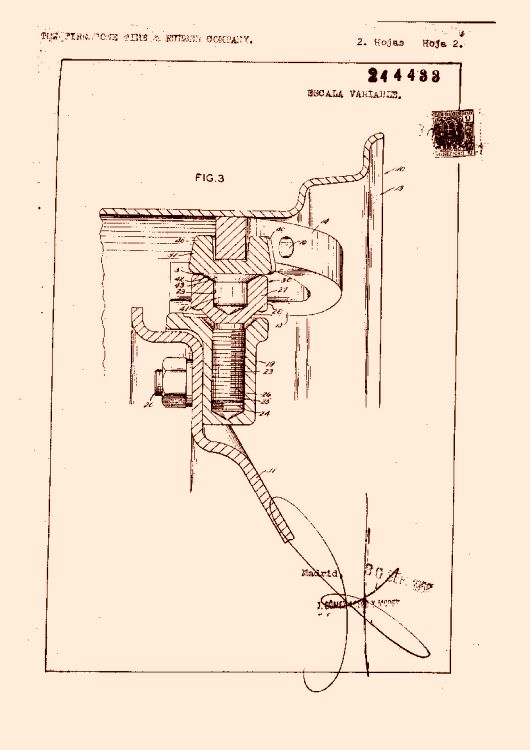
Sección de la CIP Técnicas industriales diversas y transportes
(01/02/1959). Ver ilustración. Clasificación: B60B.
Perfeccionamientos en ruedas por vehículos caracterizándose por medios para el ajuste axil de la distancia entre ruedas con respecto al cuerpo de las mismas, y por comprender una parte de cuerpo en forma de disco; una llanta y medios de cooperación unidos al disco y a la llanta por realizar el movimiento axil de ésta con respecto al disco; los medios citados comprenden una serie de carriles helicoidales unidas fuertemetne a la superficie radialmente interior de la llanta, y tornillas tensoras radialmente dispuestos en soporte unidos a la parte periférica del disco y dotados de cabezales bifurcados en contacto de sostén deslizable con los carriles; loscabezales se unen a los otros elementos de los tornillos tensores por medios de juntas en sales sentidos, y la llanta se sujeta en posición soportando los tornillos tensores contra la superficie interior de los carriles citados.
Sección de la CIP Técnicas industriales diversas y transportes
(16/01/1959). Ver ilustración. Clasificación: B60C.
Procedimiento par la fabricación de talones de cubiertas sin cámara para automóvil, caracterizado porque estas comprender una parte convexa que termina por sus bordes en dos parte de talón inextensibles, una combinación cauchutada de por lo menos tres capas de material elastómero que cubren las partes inextensibles de talón, por lo menos en parte de las secciones radialmente interior y axilmente exterior de los mismos, las capas interior y exterior de la mencionada combinación están constituidas por polímeros elastómeros vulcanizables en condiciones prácticamente no susceptibles de desplazarse, por una primera vulcanización antes de vulcanizar la cubierta, la capa central de dicha combinación está en condiciones prácticamente no-vulcanizadas, hasta que la cubierta se moldea y vulcaniza, por cuyo medio las capas interior y exterior tienen un grado de vulcanización superior al de la capa central.
Sección de la CIP Textiles y papel
(16/12/1958). Ver ilustración. Clasificación: D03.
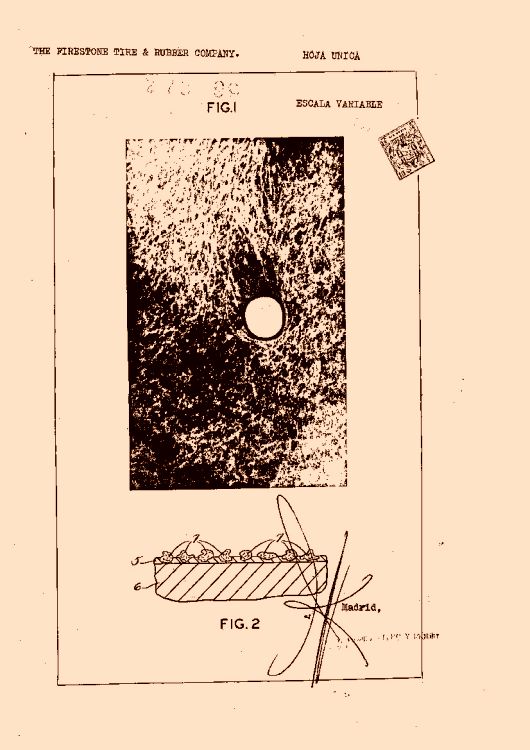
Procedimiento para la fabricación de material tejido cauchutado, caracterizado porque este está provisto de un revestimiento de un compuesto de caucho adhesivo y tiene una parte de borde adecuada para el empalme por testa, y por comprender las etapas de envolver un núcleo, formado por una serie de cordones paralelos, en el material de revestimiento; de aplicar una capa de dicho material de revestimiento, encima del núcleo mencionado, de tal modo que una aleta de dicho revestimiento se prolongue lateralmente más allá del borde del tejido, y de curvar progresivamente la aleta hacia abajo y alrededor del borde, para obtener un revestimiento marginal suficientemente grueso para poderse empalmar por testa a un material tejido con un revestimiento marginal adhesivo análogo al anterior.
Sección de la CIP Técnicas industriales diversas y transportes
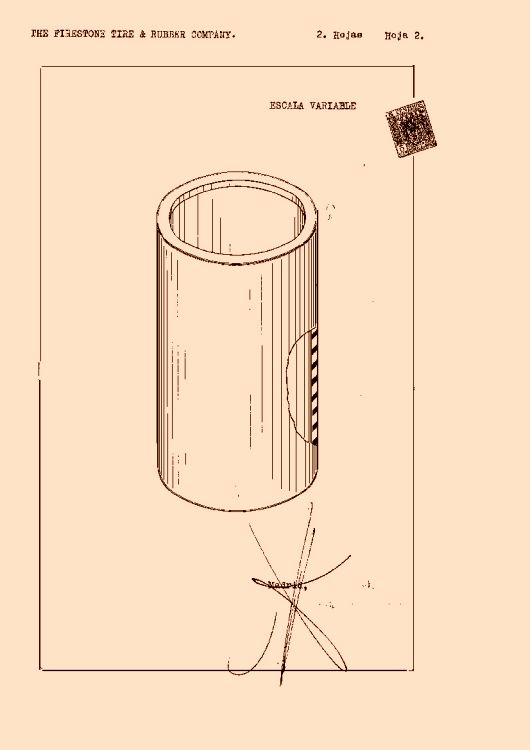
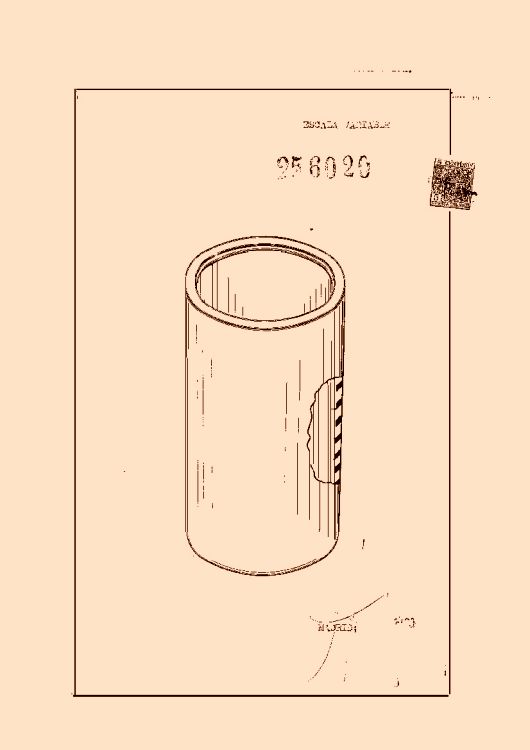
(01/12/1958). Ver ilustración. Clasificación: B21.
Procedimiento par ala fabricación de muelles neumáticos, caracterizado por comprender el formar un cuerpo cilíndrico de capas de tejido cauchutado y el aplicar uniformemente fluido a presión contra una parte del cuerpo, para dilatar este radialmente hacia el exterior contra una superficie de soporte,hasta darle una forma acampanada.
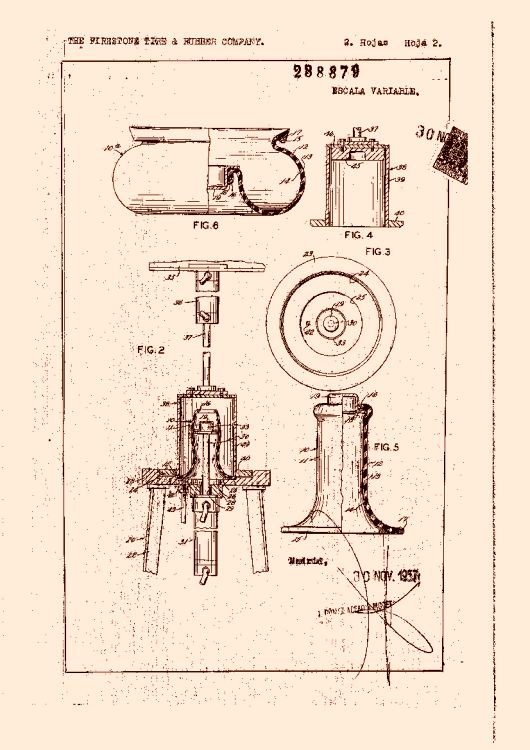
Sección de la CIP Mecánica, iluminación, calefacción, armamento y voladura
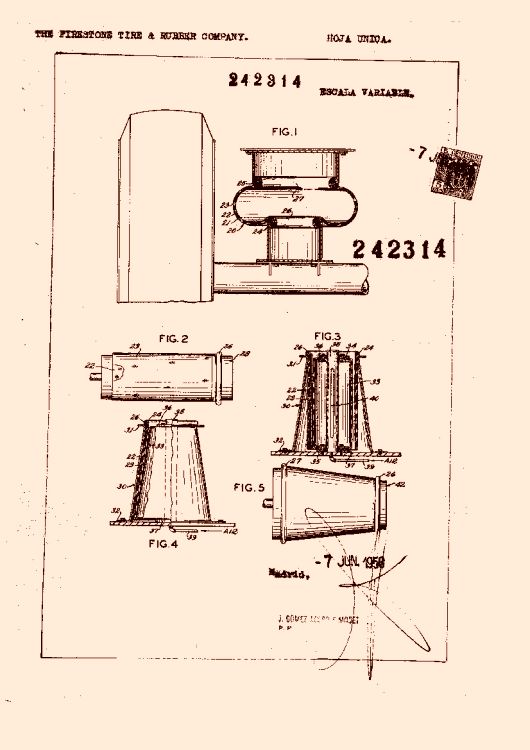
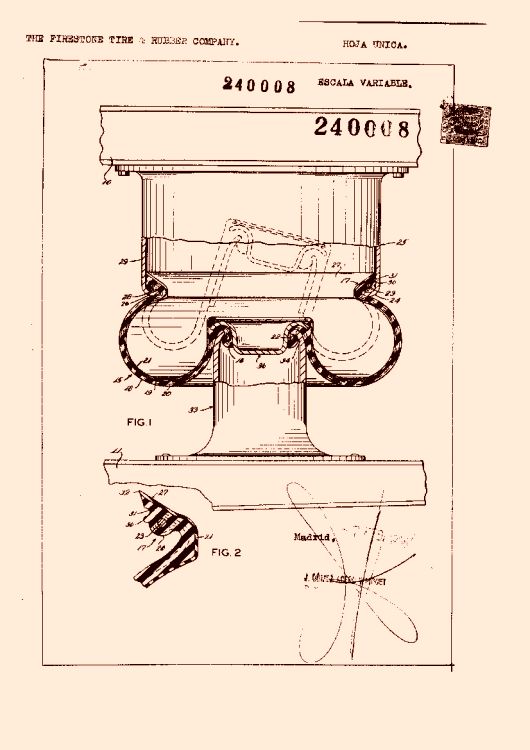
(16/10/1958). Ver ilustración. Clasificación: F16.
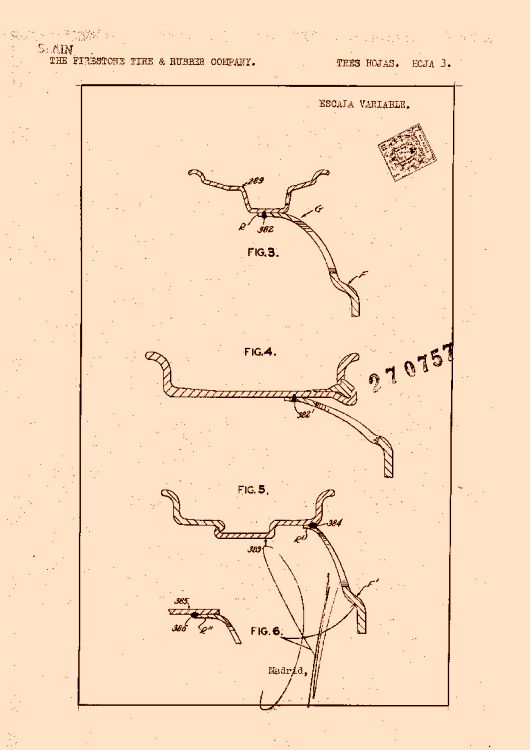
Perfeccionamientos en muelles neumáticos, caracterizados por comprender una pared de material flexible en forma de una espira exteriormente convexa, terminada en un talón, prácticamente inextensible en la dirección circunferencial y de flexibilidad limitada; el talón tiene una base de diámetro exterior predeterminado y un borde elástico prolongado hacia el exterior formando un ángulo con el eje longitudinal central de dicho muelle neumático.
Sección de la CIP Mecánica, iluminación, calefacción, armamento y voladura
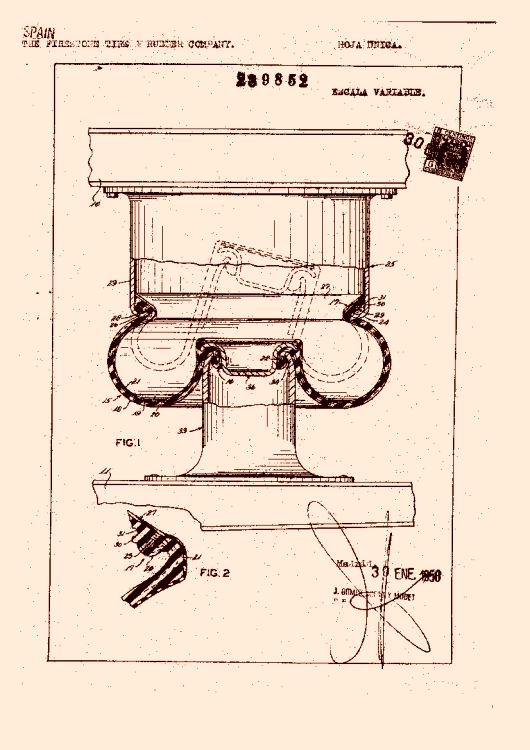
(16/10/1958). Ver ilustración. Clasificación: F16.
Perfeccionamientos en muelles neumáticos, caracterizándose porque comprenden unos dispositivos para su montaje y porque el muelle neumático está dotado de una espira que termina en una parte anular y una superficie rígida de revolución prolongada,desde dicha parte anular, en dirección axil de alejamiento desde la mencionada espira, y preparada para sostener ésta cuando el muelle neumático se comprime; la superficie de soporte mencionada converge en diámetro hacia el interior separándose de la parte anular hasta una parte de diámetro mínimo.
Sección de la CIP Técnicas industriales diversas y transportes
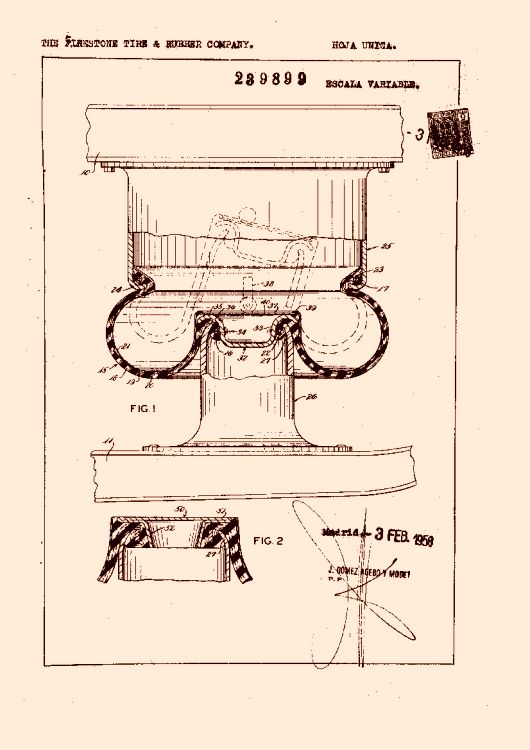
(01/10/1958). Ver ilustración. Clasificación: B21F.
Perfeccionamientos en muelles neumáticos, caracterizándose porque comprenden un muelle neumático dotado de una pared inextensible y flexible, sujeta a un anillo inextensible, para formar un talón y un elemento prácticamente rígido que sostiene las superficies interiores del talón citado.
Sección de la CIP Técnicas industriales diversas y transportes
(01/10/1958). Ver ilustración. Clasificación: B21F.
Perfeccionamientos en la cosntrucción de muelles neumáticos, caracterizados por comprender un montaje para los mismos y estando el muelle neumático, prácticamente dicho, dotado de una pared lateral de material flexible, en forma de una espira exteriormente convexa que termina en un talón prácticamente inextensible de deformabilidad limitada; el talón citado tiene una capa exterior de material elástico de cierre, y un diámetro exterior predeterminado, y una estructura de soporte que comprende una pestaña radialmente prolongada, cuyo borde define una abertura que tiene un diámetro sensiblemente inferior que el del talón citado; el mencionado talón se inserta a través de dicha abertura y salta rápidamente a la posición de asiento en la mencionada pestaña, con la espira citada situada en el lado opuesto de la pestaña indicada.
Sección de la CIP Técnicas industriales diversas y transportes
(01/10/1958). Ver ilustración. Clasificación: B27.
Procedimiento para la fabricación de artículos de caucho, especialmente para la obtención de un muelle neumático, caracterizado por comprender el preparar un cuerpo cilíndrico de material flexible y vulcanizable,de ensancharlo por uno de sus extremos dándole la forma troncocónica y de doblar el borde la la parte ensanchada, alrededor de un anillo inextensible de talón, para formar un borde en forma de talón inextensible.
Sección de la CIP Técnicas industriales diversas y transportes
(16/09/1958). Ver ilustración. Clasificación: B23.
Procedimiento para la fabricación de un muelle neumático, caracterizado por permitir la obtención de un muelle neumático preparado para contener aire a presión y que comprende un cuerpo de curva única, de material flexible, prácticamente inextensible, sujeto a un par de talones; uno de estos apreciablemente menor que el otro; el fuelle citado se moldea con el talón pequeño pasado completamente a través del grande, de modo enchufado, con la pared del fuelle curvada sobre si misma.
Secciones de la CIP Mecánica, iluminación, calefacción, armamento y voladura Textiles y papel
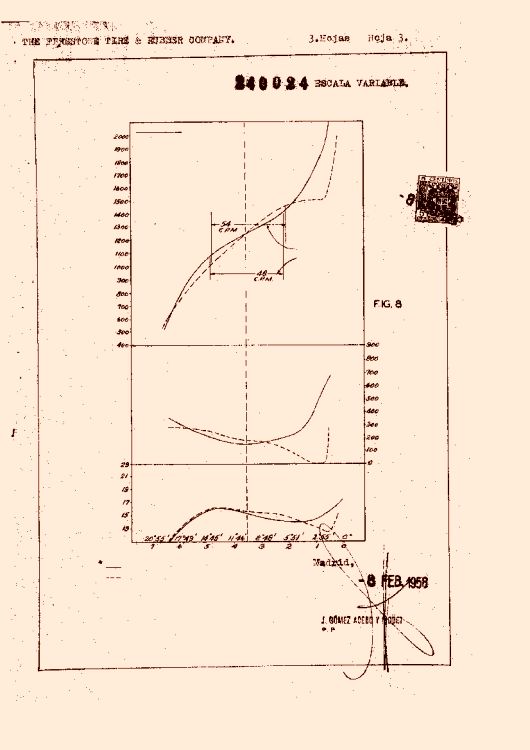
(16/06/1958). Ver ilustración. Clasificación: F26B, D06B.
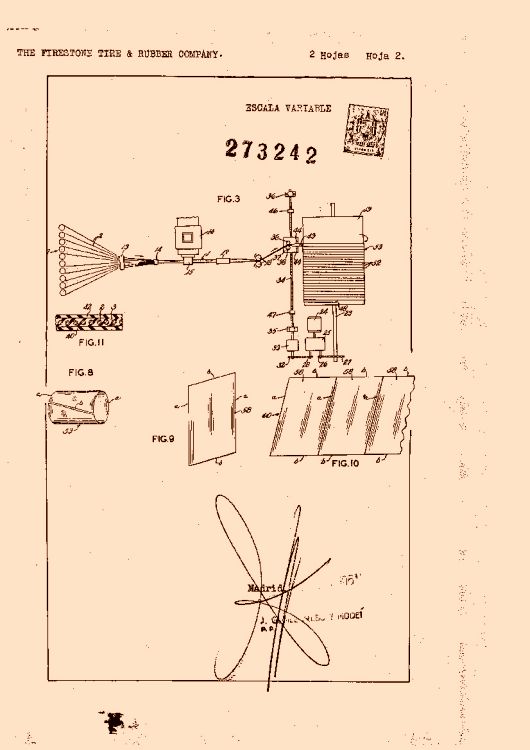
Procedimiento de tratamiento de un elemento textil continuo, contráctil con el calor, previamente bañado y secado, caracterizado por comprender las etapas de hacerlo pasar a través de una zona de tratamiento para someterlo a una temperatura de 117 a 221ºC, mientras se tensa no más del 21% de su longitud primitiva y luego hacer pasar dicho elemento a través de otra zona de tratamiento para someterlo a una temperatura de 204 a 227ºC, mientras se le somete a una tensión variable entre la tensión nula y una relajación controlada del 10% de su longitud alcanzada, para reducir asi las características de dilatación y contracción del elemento terminado.
Sección de la CIP Textiles y papel
(01/06/1958). Ver ilustración. Clasificación: D06N.
Procedimiento para la fabricación de artículos de tejido cauchutado, caracterizado por partirse de una estructura que tiene una parte de cuerpo tubular, y por comprender el colocar dicha estructura en el interior de un molde; el introducir en el interior de la estructura fluido sometido a presión pulsatoria, para distender el cuerpo en el interior de las superficies de formación del molde citado, y luego someter el cuerpo mencionado a presión creciente y a una elevada temperatura para curar dicho cuerpo en estado distendido.
Sección de la CIP Textiles y papel
(01/06/1958). Ver ilustración. Clasificación: D06N.
Procedimiento para la fabricación de muelles neumáticos, caracterizado por comprender el acoplar una serie de telas uniéndolas entre sí sobre una superficie de sostén interna, para formar un cuerpo cilíndrico; el ensanchar un extremo radialmente hacia el exterior en contacto con un anillo de talón; el sostener interiormente la parte ensanchada axilmente hacia el interior del talón; el doblar el extremo ensanchado del cuerpo hacia el interior, alrededor del anillo, y el unir el cuerpo doblado hacia el interior, alrededor del anillo mencionado y sujetarlo radialmente contra el sostén interno.
Sección de la CIP Técnicas industriales diversas y transportes
(01/05/1958). Ver ilustración. Clasificación: B29D22/00.
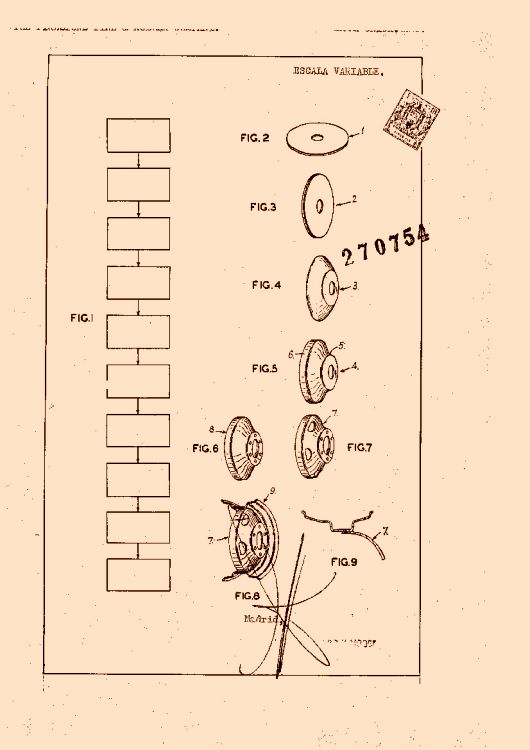
Procedimiento para la fabricación de artículos de tejido cauchutado, caracterizado por comprender las etapas de acoplar capas múltiples de tejido cauchutado y varios anillos de talón para formar una estructura tubular con dichos anillos de talón en los extremos de la misma; de acoplar un elemento prácticamente rígido e impermeable al fluido en el interior de uno de los anillos de talón; de prensar en frío el elemento citado y el anillo de talón entre sí, para formar un cierre impermeable al fluido, y de curar o vulcanizar la estructura citada y el elemento de cierre.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}